一种高浓磨浆设备保护控制系统的制作方法
本发明属于磨浆设备,尤其涉及一种高浓磨浆设备保护控制系统。
背景技术:
1、高浓磨浆设备是制浆造纸工业中用于处理纤维原料的一种重要设备,其主要用于将植物纤维(如木材、竹子、秸秆等)在高浓度条件下进行磨浆处理,以制备高质量的纸浆。其中,在高浓磨浆设备的高精度控制过程中,动磨盘与静磨盘之间的间隙非常狭小,通常仅有0.1mm,控制不当会造成严重的设备损坏甚至人身事故。
2、在现有技术下,常规的高浓磨浆设备普遍缺乏有效的监测、预警与连锁保护一体化的功能,作业过程中存在较大的安全隐患。
技术实现思路
1、本发明要提供一种高浓磨浆设备保护控制系统,以解决现有技术下,常规高浓磨浆设备保护控制系统不具备监测、预警和连锁保护一体化功能的技术问题。
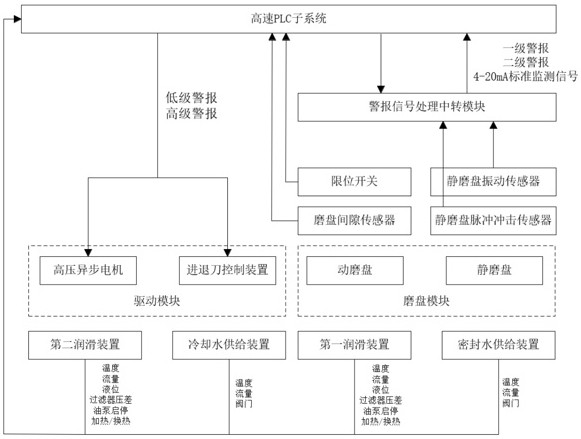
2、为解决上述问题,本发明的技术方案为:一种高浓磨浆设备保护控制系统,包括:
3、磨盘模块,所述磨盘模块包括动磨盘与静磨盘,所述动磨盘与所述静磨盘相向设置并形成研磨空间,所述磨盘模块用于实现物料研磨作业;
4、驱动模块,所述驱动模块包括高压异步电机与进退刀控制装置,所述高压异步电机及所述进退刀控制装置依次与所述动磨盘传动连接,所述驱动模块用于驱动所述动磨盘实现进退刀移动;
5、传感器模块,所述传感器模块包括静磨盘振动传感器与静磨盘脉冲冲击传感器,所述静磨盘振动传感器用于监测所述静磨盘的实时振动参数,所述静磨盘脉冲冲击传感器用于监测所述静磨盘的实时脉冲冲击参数;
6、警报信号处理中转模块,所述警报信号处理中转模块与高速plc子系统电性相连,所述警报信号处理中转模块用于接收所述传感器模块输出的监测数据,并输出报警信号至所述高速plc子系统,且所述高速plc子系统与所述驱动模块电性相连,所述高速plc子系统用于根据报警信号向所述驱动模块输出驱动指令。
7、优选的,所述磨盘模块设有第一润滑装置与密封水供给装置,所述第一润滑装置用于向所述动磨盘提供润滑介质,所述密封水供给装置用于密封隔绝所述磨盘模块中的研磨空间与外部空间;
8、所述驱动模块设有第二润滑装置与冷却水供给装置,所述第二润滑装置用于向所述高压异步电机及所述进退刀控制装置提供润滑介质,所述冷却水供给装置用于降低所述高压异步电机及所述进退刀控制装置的作业温度。
9、优选的,所述传感器模块在所述第一润滑装置与所述第二润滑装置中分别设有第一温度传感器、第一流量传感器、液位传感器与压力传感器,所述传感器模块用于监测所述第一润滑装置与所述第二润滑装置的作业状态并输出至所述高速plc子系统;
10、所述传感器模块在所述密封水供给装置与所述冷却水供给装置中分别还设有第二温度传感器与第二流量传感器,所述传感器模块用于监测所述密封水供给装置与所述冷却水供给装置的作业状态并输出至所述高速plc子系统。
11、优选的,所述传感器模块在所述磨盘模块中还设有磨盘间隙传感器与限位开关,所述磨盘间隙传感器用于监测所述动磨盘至所述静磨盘之间的间隙值,并输出至所述高速plc子系统,所述限位开关用于限位所述动磨盘的移动行程。
12、优选的,所述警报信号处理中转模块包括监测警报装置,所述监测警报装置在分别接收所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的监测数据后,对监测数据进行处理,并根据监测数据的紧急程度,在监测警报装置上分别可视化输出对应所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的一级警报与二级警报;
13、且,所述监测警报装置分别将所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的监测数据转换为4-20ma标准监测信号,并输出至高速plc子系统。
14、优选的,所述高速plc子系统接收对应所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的一级警报与二级警报,及所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的监测信号,并对监测数据进行二次处理,获得初级警报与高级警报;
15、且,将所述监测警报装置输出的一级警报或二级警报与所述高速plc子系统输出的初级警报或高级警报进行与门逻辑计算,当所述监测警报装置输出的一级警报或二级警报的警报程度与所述高速plc子系统输出的初级警报或高级警报的警报程度相同时,所述高速plc子系统向所述驱动模块输出对应警报程度的驱动指令;当所述监测警报装置输出的一级警报或二级警报的警报程度与所述高速plc子系统输出的初级警报或高级警报的警报程度不同时,所述高速plc子系统向所述驱动模块输出对应较低一级警报程度的驱动指令。
16、优选的,所述高速plc子系统接收所述警报信号处理中转模块输出的报警信号,并向所述驱动模块输出驱动指令的单次控制周期时间,限定为小于等于5ms。
17、优选的,在连续的控制周期内,当所述高速plc子系统第一次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第一次退刀;当所述高速plc子系统第二次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第二次退刀;当所述高速plc子系统第三次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第三次退刀;当所述高速plc子系统第四次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第四次退刀且退回至最大开度;
18、当所述高速plc子系统向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的高级警报时,所述进退刀控制装置控制所述动磨盘执行退刀且退回至最大开度。
19、优选的,所述进退刀控制装置设有位置控制模式,所述进退刀控制装置根据所述动磨盘实时所处位置,调节所述动磨盘的移动速度。
20、优选的,所述进退刀控制装置还设有功率控制模式,所述进退刀控制装置根据所述动磨盘实时所需输入功率,调节所述动磨盘的移动速度。
21、本发明由于采用以上技术方案,使其与现有技术相比具有以下的优点和积极效果:
22、本发明提供一种高浓磨浆设备保护控制系统,设有磨盘模块、驱动模块、传感器模块、警报信号处理中转模块与高速plc子系统,在高浓磨浆设备运行过程中,传感器模块中的静磨盘振动传感器与静磨盘脉冲冲击传感器实时监测静磨盘的振动参数与脉冲冲击参数,并将监测数据上传至警报信号处理中转模块,信号中转模块基于监测数据输出可视化的一级警报与二级警报,同时将报警信号进一步上传至高速plc子系统,高速plc子系统根据报警信号自动调节驱动模块中的高压异步电机及进退刀控制装置作业,实现高浓磨浆设备自主监测、分级预警与连锁保护一体化的功能,有效提高高浓磨浆设备的作业效率与使用安全性。
技术特征:
1.一种高浓磨浆设备保护控制系统,其特征在于,包括:
2.如权利要求1所述的高浓磨浆设备保护控制系统,其特征在于,所述磨盘模块设有第一润滑装置与密封水供给装置,所述第一润滑装置用于向所述动磨盘提供润滑介质,所述密封水供给装置用于密封隔绝所述磨盘模块中的研磨空间与外部空间;
3.如权利要求2所述的高浓磨浆设备保护控制系统,其特征在于,所述传感器模块在所述第一润滑装置与所述第二润滑装置中分别设有第一温度传感器、第一流量传感器、液位传感器与压力传感器,所述传感器模块用于监测所述第一润滑装置与所述第二润滑装置的作业状态并输出至所述高速plc子系统;
4.如权利要求1所述的高浓磨浆设备保护控制系统,其特征在于,所述传感器模块在所述磨盘模块中还设有磨盘间隙传感器与限位开关,所述磨盘间隙传感器用于监测所述动磨盘至所述静磨盘之间的间隙值,并输出至所述高速plc子系统,所述限位开关用于限位所述动磨盘的移动行程。
5.如权利要求1所述的高浓磨浆设备保护控制系统,其特征在于,所述警报信号处理中转模块包括监测警报装置,所述监测警报装置在分别接收所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的监测数据后,对监测数据进行处理,并根据监测数据的紧急程度,在监测警报装置上分别可视化输出对应所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的一级警报与二级警报;
6.如权利要求5所述的高浓磨浆设备保护控制系统,其特征在于,所述高速plc子系统接收对应所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的一级警报与二级警报,及所述静磨盘振动传感器与所述静磨盘脉冲冲击传感器的监测信号,并对监测数据进行二次处理,获得初级警报与高级警报;
7.如权利要求6所述的高浓磨浆设备保护控制系统,其特征在于,所述高速plc子系统接收所述警报信号处理中转模块输出的报警信号,并向所述驱动模块输出驱动指令的单次控制周期时间,限定为小于等于5ms。
8.如权利要求6所述的高浓磨浆设备保护控制系统,其特征在于,在连续的控制周期内,当所述高速plc子系统第一次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第一次退刀;当所述高速plc子系统第二次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第二次退刀;当所述高速plc子系统第三次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第三次退刀;当所述高速plc子系统第四次向所述驱动模块输出对应所述静磨盘振动传感器或所述静磨盘脉冲冲击传感器的初级警报时,所述进退刀控制装置控制所述动磨盘执行第四次退刀且退回至最大开度;
9.如权利要求1所述的高浓磨浆设备保护控制系统,其特征在于,所述进退刀控制装置设有位置控制模式,所述进退刀控制装置根据所述动磨盘实时所处位置,调节所述动磨盘的移动速度。
10.如权利要求9所述的高浓磨浆设备保护控制系统,其特征在于,所述进退刀控制装置还设有功率控制模式,所述进退刀控制装置根据所述动磨盘实时所需输入功率,调节所述动磨盘的移动速度。
技术总结
本发明提供一种高浓磨浆设备保护控制系统,磨盘模块包括动磨盘与静磨盘,动磨盘与静磨盘相向设置并形成研磨空间,用于实现物料研磨作业,驱动模块包括高压异步电机与进退刀控制装置,高压异步电机及进退刀控制装置依次与动磨盘传动连接,用于驱动动磨盘并实现进退刀移动,传感器模块包括静磨盘振动传感器与静磨盘脉冲冲击传感器,用于监测静磨盘的实时振动参数与脉冲冲击参数,警报信号处理中转模块用于接收传感器模块输出的监测数据,并输出报警信号至高速PLC子系统,高速PLC子系统用于根据报警信号向驱动模块输出驱动指令。通过本发明,可使高浓磨浆设备具备自主监测、分级预警与连锁保护一体化的功能。
技术研发人员:吕定云,张源,王进华,杜仲凯,刘芳
受保护的技术使用者:中控技术股份有限公司
技术研发日:
技术公布日:2025/3/20
- 还没有人留言评论。精彩留言会获得点赞!