盒身围合上侧成型机构的制作方法
本技术涉及盒身围合上侧成型机构。
背景技术:
1、在纸盒成型中,其盒身可以围合在卧式模具上成型,如四方盒身(例如围框)等。比如,
2、cn104842586a纸盒成型机、cn212889157u新型上侧面成型机构、cn218257009u纸盒上侧面成型机构,其中包括铲板(或称为压板)和转辊配合在卧式模具的上侧运行,将已经围在(半围合)在卧式模具下侧面、左侧面和右侧面的材料(含纸板与面纸),从上侧进一步围合,使得材料完全围合在卧式模具上。通常纸板的上表面预先经过开槽(沿盒身高度方向上开槽)形成凹槽(如v型槽),由凹槽将纸板进行等分,划分盒身的各侧面(如四侧面),面纸则裱糊在纸板的下表面,材料(也可直接以纸板称呼)则绕着凹槽翻折围合在卧式模具上。对于,盒身高度较小的围框类型(即较浅)或者对于凹槽开槽时不够笔直、深浅不均匀或凹槽线较短等情况,最后纸板翻折围合首尾对接时,容易出现纸板歪斜,使得纸板首尾对接不整齐,导致盒身出现高低错位(盒身站立时其高度方向上错位),影响盒身成型品质;此外,纸板首尾对接后还需要其表面的面纸将纸板首尾对接处进行包覆连接固定,面纸包覆歪斜也将影响盒身成型品质。
技术实现思路
1、鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种首尾对接围合不易错位、相对更整齐的盒身围合上侧成型机构 。
2、为解决上述技术问题,本实用新型采用如下的技术方案:盒身围合上侧成型机构,包括有配置在盒身围合模具停留工位上侧的左面纸压板和右纸板压板,其特征在于:右纸板压板与第一升降斜压料驱动装置传动连接,左面纸压板与第二升降斜压料驱动装置传动连接,右纸板压板上设有第一纸板限位导向挡规和第二纸板限位导向挡规,第一纸板限位导向挡规与第二纸板限位导向挡规分设在右纸板压板的前后侧,第一纸板限位导向挡规与第二纸板限位导向挡规之间为纸板限位导向区,纸板限位导向区位于右纸板压板的下侧,左面纸压板上设有第一面纸限位导向挡规和第二面纸限位导向挡规,第一面纸限位导向挡规与第二面纸限位导向挡规分设在左面纸压板的前后侧,第一面纸限位导向挡规与第二面纸限位导向挡规之间为面纸限位导向区,面纸限位导向区位于左面纸压板的下侧。
3、分别在上述技术方案上还可以进行以下各种优化或补充说明。
4、比如,右纸板压板连接在第一斜向导轨上,第一斜向导轨与右纸板压板之间连接有第一移动支架,第一移动支架配置在第一斜向导轨上;左面纸压板连接在第二斜向导轨上,第二斜向导轨与左面纸压板之间连接有第二移动支架,第二移动支架配置在第二斜向导轨上;第一升降斜压料驱动装置包括有第一动力源,第一动力源与第一移动支架传动连接,第二升降斜压料驱动装置包括有第二动力源,第二动力源与第二移动支架传动连接。
5、另外,第一纸板限位导向挡规和/或第二纸板限位导向挡规在右纸板压板上前后位置调节设置;第一面纸限位导向挡规和/或第二面纸限位导向挡规在左面纸压板上前后位置调节设置。
6、再优化,第一纸板限位导向挡规和/或第二纸板限位导向挡规的左侧入口端设有纸板导入面;第一面纸限位导向挡规和/或第二面纸限位导向挡规的右侧入口端设有面纸导入面。
7、还可优化,右纸板压板的上侧设有凹凸防胶面,凹凸防胶面斜向设置。
8、比方,右纸板压板安装在第一支撑座上,第一支撑座安装在第一移动支架上,第一移动支架与第一升降斜压料驱动装置传动相连;右纸板压板在第一支撑座上前后位置调节设置,第一支撑座在第一移动支架上高低位置调节设置;左面纸压板安装在第二支撑座上,第二支撑座安装在第二移动支架上,第二移动支架与第二升降斜压料驱动装置传动相连;右纸板压板在第一支撑座上左右位置调节设置,第一支撑座在第一移动支架上高低位置调节设置。
9、例如,第一升降斜压料驱动装置以及第二升降斜压料驱动装置设置在机架安装板上,第一升降斜压料驱动装置包括有第一动力电机,第一动力电机连接在机架安装板上,第二升降斜压料驱动装置包括有第二动力电机,第二动力电机连接在机架安装板上,机架安装板上还设置第一斜向导轨以及第二斜向导轨,右纸板压板连接在第一斜向导轨上,左面纸压板连接在第二斜向导轨上。
10、额外优化,第一动力电机、第一斜向导轨、第二动力电机、第二斜向导轨配置在机架安装板的背面,机架安装板的正面设有第一带传动结构和第二带传动结构,第一动力电机与第一带传动结构传动连接,第二动力电机与第二带传动结构传动连接。
11、此外,盒身围合模具停留工位配有整机的卧式模具移动机构,卧式模具移动机构包括有卧式模具。
12、本实用新型的有益效果为,该盒身围合上侧成型机构中,分别采用斜压的方式先后翻折施压纸板部分以及面纸部分,配合完成盒身围合连接,其中不仅能够避免纸板部分走偏,避免纸板部分歪斜直至右纸板压板斜压纸板到位,还能够避免面纸部分走偏,避免面纸部分歪斜直至左面纸压板斜压面纸完成围合连接,斜压翻折的面纸将包覆贴合在预先斜压翻折到位纸板上进行连接,使得首尾对接围合不走偏,不易错位,盒身不会出现对接处高度错位的问题,盒身高度更整齐。因此,本实用新型与现有技术相比具有实质性特点和进步。
技术特征:
1.盒身围合上侧成型机构,包括有配置在盒身围合模具停留工位(1)上侧的左面纸压板(2)和右纸板压板(3),其特征在于:
2.如权利要求1所述的盒身围合上侧成型机构,其特征在于:
3.如权利要求1所述的盒身围合上侧成型机构,其特征在于:
4.如权利要求1所述的盒身围合上侧成型机构,其特征在于:
5.如权利要求1所述的盒身围合上侧成型机构,其特征在于:右纸板压板(3)的上侧设有凹凸防胶面(18),凹凸防胶面(18)斜向设置。
6.如权利要求1所述的盒身围合上侧成型机构,其特征在于:
7.如权利要求1所述的盒身围合上侧成型机构,其特征在于:
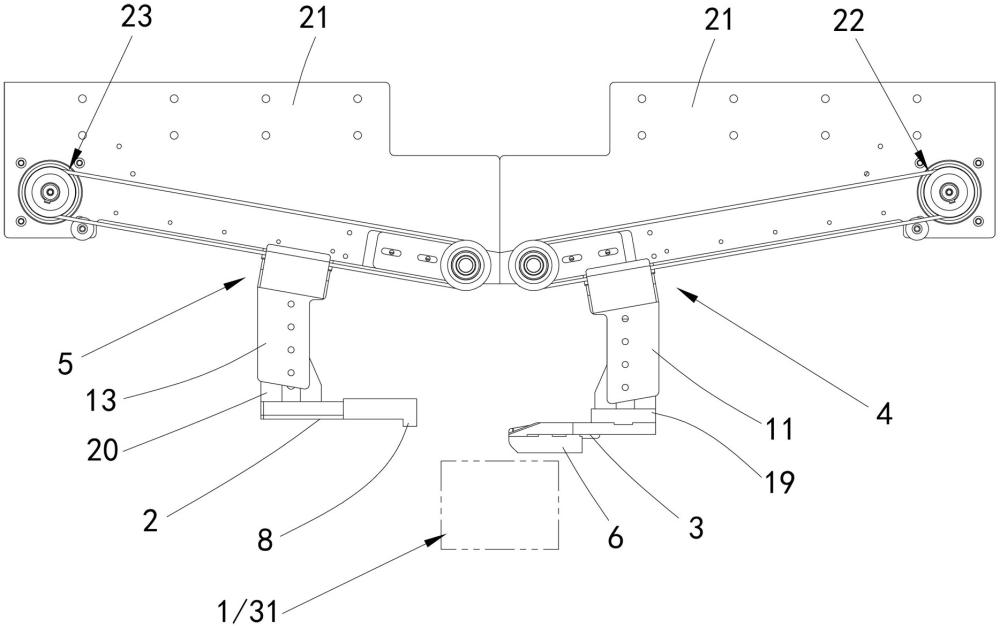
8.如权利要求7所述的盒身围合上侧成型机构,其特征在于:第一动力电机(24)、第一斜向导轨(10)、第二动力电机(25)、第二斜向导轨(12)配置在机架安装板(21)的背面,机架安装板(21)的正面设有第一带传动结构(22)和第二带传动结构(23),第一动力电机(24)与第一带传动结构(22)传动连接,第二动力电机(25)与第二带传动结构(23)传动连接。
9.如权利要求1所述的盒身围合上侧成型机构,其特征在于:盒身围合模具停留工位(1)配有卧式模具移动机构,卧式模具移动机构包括有卧式模具。
技术总结
本技术涉及盒身围合上侧成型机构,其中右纸板压板与第一升降斜压料驱动装置传动连接,左面纸压板与第二升降斜压料驱动装置传动连接,右纸板压板上设有第一纸板限位导向挡规和第二纸板限位导向挡规,左面纸压板上设有第一面纸限位导向挡规和第二面纸限位导向挡规,第一面纸限位导向挡规与第二面纸限位导向挡规分设在左面纸压板的前后侧。分别采用斜压的方式先后翻折施压纸板部分以及面纸部分,配合完成盒身围合连接,其中不仅能够避免纸板部分走偏,避免纸板部分歪斜直至右纸板压板斜压纸板到位,还能够避免面纸部分走偏,避免面纸部分歪斜直至左面纸压板斜压面纸完成围合连接,斜压翻折的面纸将包覆贴合在预先斜压翻折到位纸板上进行连接,使得首尾对接围合不走偏,不易错位,盒身不会出现对接处高度错位的问题,盒身高度更整齐。
技术研发人员:程进刚
受保护的技术使用者:浙江劲刚机械有限公司
技术研发日:20240304
技术公布日:2024/12/5
- 还没有人留言评论。精彩留言会获得点赞!