集成化袋扣组装平台及自动压扣设备的制作方法
本技术涉及包装袋提手,尤其涉及集成化袋扣组装平台及自动压扣设备。
背景技术:
1、目前,在一些包装袋制品中为了提高包装袋的使用方便程度,在包装袋的袋面上会加装一个手提扣,现有技术中,为了提高效率,一般采用自动化压扣机将手提扣扣合在包装袋上,而目前的自动化压扣机结构较为固定,基本采用上袋后,将包装袋吸附至压扣位上,通过两侧的公扣上料机构和母扣上料机构和压扣机构,将公扣和母扣压合到包装袋上,并运输至下料工位处,这种传统的结构效率有限,而且上袋后带动包装袋移动的结构基本为传送带,其效率不高,而且精度有限,导致上袋及移动的过程中,包装袋容易移位,导致后续的工位压扣位置不准,不良率高。
技术实现思路
1、为了解决上述技术问题,本实用新型提供集成化袋扣组装平台,其通过新式的压扣移送模组配合循环运输线在多个工位上移动,能够在运输台上完成多个工序以在包装袋上完成压扣,大大提升效率。
2、本实用新型提出了如下方案:
3、集成化袋扣组装平台,包括运输台,所述运输台上设有循环运输线以及设于循环运输线上的袋扣移送模组,所述运输台上具有沿循环运输线分布的公扣上料工位、上袋工位、对位压紧工位、母扣上料工位、压扣工位以及下袋工位;
4、所述循环运输线用于带动所述袋扣移送模组在多个工位上循环移动,所述公扣上料工位与公扣上料装置相对,用于将公扣上料至袋扣移送模组上;
5、所述上袋工位与上袋装置相对,用于将包装袋上料至带有公扣的袋扣移送模组上;
6、所述对位压紧工位用于将包装袋与公扣对位压合;
7、所述母扣上料工位与母扣上料装置相对,用于将母扣上料至带有公扣和包装袋的袋扣移送模组上,且与公扣对位安装;
8、所述压扣工位用于将袋扣移送模组上的母扣与公扣压紧;
9、所述下袋工位与下料装置相对,用于将袋扣移送模组上压扣后的包装袋下料至下料装置上。
10、如上所述的集成化袋扣组装平台,所述压扣工位上还设有连接在运输台上的压扣机构,所述压扣机构用于定位和推压所述袋扣移送模组。
11、如上所述的集成化袋扣组装平台,所述下袋工位上还设有连接在运输台上的下料机构,所述下料机构用于定位及顶出所述袋扣移送模组上的包装袋。
12、如上所述的集成化袋扣组装平台,所述循环运输线上设有6套所述的袋扣移送模组。
13、如上所述的集成化袋扣组装平台,所述压扣机构包括压扣定位座及顶推组件,所述压扣定位座包括压扣背板、压扣顶板及压扣挡板,所述顶推组件设于所述压扣顶板上,且用于将位于压扣定位座上的袋扣移送模组推向压扣挡板。
14、如上所述的集成化袋扣组装平台,所述压扣挡板的内侧面还连接有软垫层,所述软垫层及压扣挡板上设有让位袋扣移送模组压扣的通孔。
15、如上所述的集成化袋扣组装平台,所述循环运输线大致呈矩形状,所述公扣上料工位与对位压紧工位相对,所述下袋工位与所述母扣上料工位相对,且分别位于公扣上料工位与对位压紧工位上位于公扣上料工位上还设有用于与母扣上料装置连接的第一安装位,位于上袋工位上还设有用于与上袋装置连接的第二安装位,位于母扣上料工位上还设有用于与母扣上料装置连接的第三安装位。
16、如上所述的集成化袋扣组装平台,所述袋扣移送模组包括移送底座、设于所述底座上且可均相对底座滑动的第一移动座和第二移动座,所述第一移动座的前端连接有定位板,所述定位板上开设有插杆通孔,所述第二移动座前端连接有袋扣插杆,所述袋扣插杆可穿过所述插杆通孔伸出至定位板的前侧,所述第一移动座可相对所述第二移动座移动,且所述袋扣插杆穿过插杆通孔并继续向前移动时,可带动所述第一移动座同步移动,所述定位板上还设有可随所述定位板一同移动的夹袋定位组件。
17、本实用新型还提供了一种自动压扣设备,包括上述的集成化袋扣组装平台,且沿运输台外周还设有公扣上料装置、上袋装置、母扣上料装置、下料装置。
18、本实用新型实施例采用了新式的压扣移送模组,结合运输台上的循环运输线,在压扣移送模组上完成上公扣-上包装袋,包装袋与公扣对位压合-上母扣,公扣与母扣对接-下料的整个自动化压扣工艺中,其能够完成各个工序之间的运输,大大提升效率。而且对包装袋与公扣的对位安装增加对位压紧工位以及在公扣与母扣对接后增加压扣的动作,大大提升整个压扣过程的准度和压扣的质量。
技术特征:
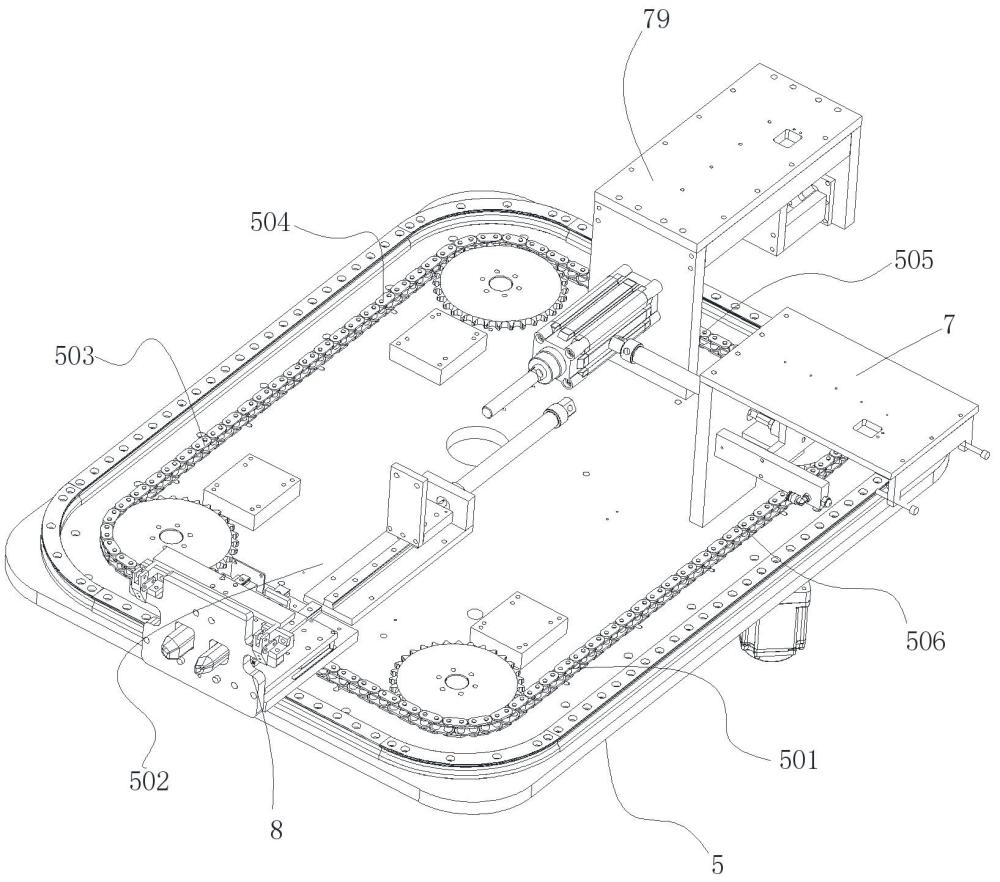
1.集成化袋扣组装平台,其特征在于,包括运输台(5),所述运输台(5)上设有循环运输线以及设于循环运输线上的袋扣移送模组(8),所述运输台(5)上具有沿循环运输线分布的公扣上料工位(501)、上袋工位(502)、对位压紧工位(503)、母扣上料工位(504)、压扣工位(505)以及下袋工位(506);
2.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述压扣工位(505)上还设有连接在运输台(5)上的压扣机构(79),所述压扣机构(79)用于定位和推压所述袋扣移送模组(8)。
3.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述下袋工位(506)上还设有连接在运输台(5)上的下料机构(7),所述下料机构(7)用于定位及顶出所述袋扣移送模组(8)上的包装袋。
4.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述循环运输线上设有6套所述的袋扣移送模组(8)。
5.根据权利要求2所述的集成化袋扣组装平台,其特征在于,所述压扣机构(79)包括压扣定位座及顶推组件(790),所述压扣定位座包括压扣背板(791)、压扣顶板(792)及压扣挡板(793),所述顶推组件(790)设于所述压扣顶板(792)上,且用于将位于压扣定位座上的袋扣移送模组(8)推向压扣挡板(793)。
6.根据权利要求5所述的集成化袋扣组装平台,其特征在于,所述压扣挡板(793)的内侧面还连接有软垫层(7931),所述软垫层(7931)及压扣挡板(793)上设有让位袋扣移送模组(8)压扣的通孔。
7.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述循环运输线大致呈矩形状,所述公扣上料工位(501)与对位压紧工位(503)相对,所述下袋工位(506)与所述母扣上料工位(504)相对,且分别位于公扣上料工位(501)与对位压紧工位(503)的一侧。
8.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述运输台(5)上位于公扣上料工位(501)上还设有用于与母扣上料装置连接的第一安装位,位于上袋工位(502)上还设有用于与上袋装置连接的第二安装位,位于母扣上料工位(504)上还设有用于与母扣上料装置连接的第三安装位。
9.根据权利要求1所述的集成化袋扣组装平台,其特征在于,所述袋扣移送模组(8)包括移送底座(81)、设于所述底座(81)上且可均相对底座(81)滑动的第一移动座(82)和第二移动座(83),所述第一移动座(82)的前端连接有定位板(821),所述定位板(821)上开设有插杆通孔(822),所述第二移动座(83)前端连接有袋扣插杆(831),所述袋扣插杆(831)可穿过所述插杆通孔(822)伸出至定位板(821)的前侧,所述第一移动座(82)可相对所述第二移动座(83)移动,且所述袋扣插杆(831)穿过插杆通孔(822)并继续向前移动时,可带动所述第一移动座(82)同步移动,所述定位板(821)上还设有可随所述定位板(821)一同移动的夹袋定位组件(86)。
10.一种自动压扣设备,其特征在于,包括如权利要求1-9中任一项所述的集成化袋扣组装平台,且沿运输台(5)外周还设有公扣上料装置(61)、上袋装置(1)、母扣上料装置(62)、下料装置(4)。
技术总结
本技术涉及包装袋提手技术领域,尤其涉及集成化袋扣组装平台及自动压扣设备。包括运输台,所述运输台上设有循环运输线以及设于循环运输线上的袋扣移送模组,所述运输台上具有沿循环运输线分布的公扣上料工位、上袋工位、对位压紧工位、母扣上料工位、压扣工位以及下袋工位;其通过新式的压扣移送模组配合循环运输线在多个工位上移动,能够在运输台上完成多个工序以在包装袋上完成压扣,大大提升效率。
技术研发人员:黄重日
受保护的技术使用者:日力智能科技(中山)有限公司
技术研发日:20240621
技术公布日:2025/3/20
- 还没有人留言评论。精彩留言会获得点赞!