一种带在线赋码装置的易撕盖生产线的制作方法
1.本实用新型涉及一种易撕盖生产线中设有在线赋码装置的带在线赋码装置的易撕盖生产线,属易撕盖生产线制造领域。
背景技术:
2.cn105537448b、名称“易撕盖生产线及制作方法”, 包括电控箱(01)、铝箔或膜放卷装置(02)、同步带式搬运机构(26)、分盖下盖装置(1a)、中间孔成型装置(4a、6a、8a)、预热装置(10a-12a)、冲切铝箔或膜及预封装置(13a)、热封装置(16a)、冷却及拉手找正装置(18a)、折叠拉手装置(18aa)、压花或压平装置(19a)、封口不良品排出装置(21a)、成品输出装置(22a):1)所述分盖下盖装置(1a)中:a. 在安装板(311)和下盖架(312)之间增加了翻转气缸(313);b. 分盖螺刀由本体(31a)、刀头(31b)、垫片(31c)构成,通过调节垫片(31c)的厚度可调节分盖螺刀起始部位的螺旋槽高度;2)在中间孔成型装置(4a、6a、8a)、热封装置(16a)、冷却及拉手找正装置(18a)、压花及拉手固定装置(20a)的同步带式搬运机构(26)上分别设有防掉盖装置;3)在铝箔预封前的预热装置(10a-12a)中至少有一个位置采用感应加热;4)所述压花或压平装置(19a)中在压花上模(92)的上安装板(90)内增设冷却水道(91),在压花下模(93)的下安装板(94)内增设冷却水道(95),用冷却水道(91)、(95)内的冷却水来冷却易撕盖;5)所述封口不良品排出装置(21a)中设有固定吸附器(97)和活动吸附器(98),活动吸附器(98)在气缸(99)带动下向上翻转,排出封口不良品盖,而封口良好的盖子(101)则继续前行至成品输出工位排出。其不足之处:生产线中缺少在线赋码装置。
技术实现要素:
3.设计目的:避免背景技术中的不足之处,设计一种易撕盖生产线中设有在线赋码装置的带在线赋码装置的易撕盖生产线。
4.设计方案:为了实现本实用新型上述设计目的。本实用新型在背景技术的基础上:1、易撕盖生产线的铝箔或膜放卷装置之前的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台前置赋码装置是指:在铝箔或膜放卷装置之前的任一工位或工位之间可以设置(增加)赋码工位,赋码工位上装有赋码装置(打码机),用于完成在易撕盖盖体d面的打码(易撕盖盖体d形面形成系现有技术),既可以是易撕盖盖体d正面打码或反面打码,也可以是易撕盖d面的两面打码。2、所述易撕盖生产线的铝箔或膜放卷装置之后的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台后置赋码装置是指:在铝箔或膜放卷装置之后的任何工位与工位之间可以设置(增加)赋码工位,赋码工位上装有赋码装置(打码机),用于完成在铝箔面或膜面的打码,既可以是铝箔面或膜面的正面打码或反面打码,也可以是铝箔面或膜面的两面打码。3、易撕盖生产线的铝箔或膜放卷装置放料方向设有箔赋码装置的目的在于:当设置在铝箔或膜正面或背面的赋码装置为相对打码,铝箔或膜上打码可以在一个工位打,能够防止多工位打码所发生的打码一和打码二不对应的情况。
5.技术方案1:一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,所述易撕盖生产线的铝箔或膜放卷装置之前的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台前置赋码装置,或所述易撕盖生产线的铝箔或膜放卷装置之后的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台后置赋码装置。
6.技术方案2:一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,所述易撕盖生产线的铝箔或膜放卷装置与冲切铝箔或膜及预封装置之间设置箔赋码工位且箔赋码工位上装有一台或多台赋码装置。
7.本实用新型与背景技术相比,一是实现了易撕盖生产线在线打码的需求;二是所述易撕盖生产线的铝箔或膜放卷装置放料方向箔赋码装置的设置,有效避免多工位打码所发生的打码一和打码二不对应的情况发生。
附图说明
8.图1是带在线赋码装置的易撕盖生产线实施例一主视示意图。
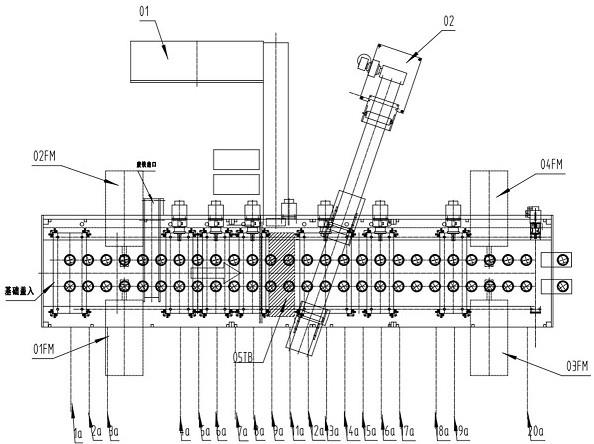
9.图2是带在线赋码装置的易撕盖生产线实施例一俯视示意图。
10.图3是带在线赋码装置的易撕盖生产线实施例二主视示意图。
11.图4是带在线赋码装置的易撕盖生产线实施例二俯视示意图。
具体实施方式
12.实施例1:参照附图1和2。一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,易撕盖生产线构成功在本申请人所有的在先发明专利文本中已己作了详细的叙述,在此不再重复。本申请一所述易撕盖生产线的铝箔或膜放卷装置之前的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台前置赋码装置01fm和02fm,或所述易撕盖生产线的铝箔或膜放卷装置之后的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台后置赋码装置03fm和04fm。
13.本申请所说的易撕盖生产线的铝箔或膜放卷装置之前是指:图示中1a至13a之间。
14.所述一台或多台前置赋码装置01fm和02fm用于易撕盖盖体面的打码。所述一台或多台后置赋码装置03fm和04fm用于铝箔或膜面的打码。
15.所述赋码装置为激光打码机,或喷墨打码机,激光打码机,或喷墨打码机设计与制作均系现有技术,在此不作叙述。
16.一台或多台赋码装置01fm,02fm与冲切铝箔或膜及预封装置之间设置有喷防粘层装置或涂防粘层装置或印刷防粘层装置05tb。喷防粘层装置或涂防粘层装置或印刷防粘层装置05tb均系现有技术,如喷嘴、图章印涂、丝布或丝网印刷,但不限于此。喷嘴、图章印涂、丝布或丝网印刷后防粘层采用现有固化装置固化即可,如紫外线固化、烘烤固化等,但不限于此。
17.实施例2:参照附图3和4。一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,所述易撕盖生产线的铝箔或膜放卷装置与冲切铝箔或膜及预封装置之间设置箔赋码工位且箔赋码工位上装有一台或多台赋码装置01sm、02xm、03sm、04xm。
18.所述一台或多台箔赋码装置01sm、02xm、03sm、04xm分别位于铝箔或膜正面或反面(封口面)。所述赋码装置为激光打码机,或喷墨打码机,均系现有技术,在此不作叙述,但不
限于此。
19.所述一台或多台赋码装置02xm、04xm与冲切铝箔或膜及预封装置之间设置有喷防粘层装置或涂防粘层装置或印刷防粘层装置06tb。喷防粘层装置或涂防粘层装置或印刷防粘层装置06tb均系现有技术,如喷嘴、图章印涂、丝布或丝网印刷,但不限于此。喷嘴、图章印涂、丝布或丝网印刷后防粘层采用现有固化装置固化即可,如紫外线固化、烘烤固化等,但不限于此。
20.需要理解到是:上述实施例虽然对本实用新型设计思路的作了详细的文字描述,但是这些文字的描述,只是对本实用新型设计思路的简单文字描述,而不是对本实用新型设计思路的限制,任何不超出本实用新型设计思路的组合、增加或修改,均落入本实用新型的保护范围内。
技术特征:
1.一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,其特征是:所述易撕盖生产线的铝箔或膜放卷装置之前的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台前置赋码装置,或所述易撕盖生产线的铝箔或膜放卷装置之后的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台后置赋码装置。2.根据权利要求1所述的带在线赋码装置的易撕盖生产线,其特征是:所述一台或多台前置赋码装置用于易撕盖盖体面的打码。3.根据权利要求1所述的带在线赋码装置的易撕盖生产线,其特征是:所述一台或多台后置赋码装置用于铝箔或膜面的打码。4.根据权利要求1所述的带在线赋码装置的易撕盖生产线,其特征是:所述赋码装置为激光打码机,或喷墨打码机。5.根据权利要求1所述的带在线赋码装置的易撕盖生产线,其特征是:所述一台或多台赋码装置与冲切铝箔或膜及预封装置之间设置有喷防粘层装置或涂防粘层装置或印刷防粘层装置。6.一种带在线赋码装置的易撕盖生产线,包括易撕盖生产线,其特征是:所述易撕盖生产线的铝箔或膜放卷装置与冲切铝箔或膜及预封装置之间设置箔赋码工位且箔赋码工位上装有一台或多台赋码装置。7.根据权利要求6所述的带在线赋码装置的易撕盖生产线,其特征是:一台或多台箔赋码装置分别位于铝箔或膜正面或反面。8.根据权利要求6所述的带在线赋码装置的易撕盖生产线,其特征是:所述赋码装置为激光打码机,或喷墨打码机。9.根据权利要求6所述的带在线赋码装置的易撕盖生产线,其特征是:所述一台或多台赋码装置与冲切铝箔或膜及预封装置之间设置有喷防粘层装置或涂防粘层装置或印刷防粘层装置。
技术总结
本实用新型涉及一种易撕盖生产线中设有在线赋码装置的带在线赋码装置的易撕盖生产线,包括易撕盖生产线,所述易撕盖生产线的铝箔或膜放卷装置之前的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台前置赋码装置,或所述易撕盖生产线的铝箔或膜放卷装置之后的任一工位或工位之间设有赋码工位且赋码工位上设有一台或多台后置赋码装置。优点:一是实现了易撕盖生产线在线打码的需求;二是所述易撕盖生产线的铝箔或膜放卷装置放料方向箔赋码装置的设置,有效避免多工位打码所发生的打码一和打码二不对应的情况发生。所发生的打码一和打码二不对应的情况发生。所发生的打码一和打码二不对应的情况发生。
技术研发人员:孙建锋
受保护的技术使用者:杭州尚精机械制造有限公司
技术研发日:2021.09.09
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1