阳极氧化的铝或铝合金部件的表面对比激光标记方法与流程
本发明的领域涉及铝或铝合金部件的对比激光标记或雕刻,以提高这些部件对生物腐蚀和盐雾环境的抵抗力。对比激光标记也可以用于不去除任何材料而在铝或铝合金部件的表面上生成对比标记。这有助于并保证例如数据矩阵码(dmc)或唯一设备识别(udi)码无论其读取环境(暗或亮)以及读取角度如何的可见性和可靠、可重复的读取。对比激光标记的铝或铝合金部件用于航空、航天、汽车、铁路、制表、医疗、核和石油工业等。
背景技术:
1、为了可追溯性、防伪和/或部件识别而用文字、标志、图像、数字、二维码等标记金属部件用于许多行业,诸如航空、航天、汽车、铁路、制表、医疗、核、石油等。出于本演示的目的,术语“标记”和“雕刻”可以互换使用来指代相同的操作或方法。激光标记是一种在过去几十年中引起日益增长的兴趣的方法,因为它提供了许多优点:快速,能够高精确度标记以获得稳定的质量,并且耐磨耐热。然而,激光标记是一种基于使用激光束的减料方法,该激光束通过每个激光脉冲去除材料。以这种方式标记的金属部件,特别是由铝或铝合金制成的金属部件暴露在外(例如白色-生铝),并且不耐腐蚀和生物腐蚀。目前,标记之后的防腐处理包括通过例如用来自汉高公司的bonderite mcr 1200或来自surtec公司的surtec650施加保护涂层来进行化学转化。这意味着部件或设备的制造的阶段更多,制造的周期时间更长,并且不合格风险增加,因为制造周期中的阶段越多,工艺质量差的风险就越大,等等。
2、在用白色雕刻/标记的情况下,即使经过后处理(例如转化),部件也不能抵抗生物腐蚀。
3、us2003/0201259描述了一种用于对在表面上具有阳极氧化层的铝或铝合金部件的表面进行标记的方法,该方法包括用波长在700nm至1400nm之间,特别是在1000nm至1100nm之间,更特别是1064nm的激光束标记表面区域的步骤。激光束穿透阳极氧化表面层的至少大部分,并局部引起肉眼可以观察到的视觉变化。位于更远处的未标记的阳极氧化层的区保持不变。阳极氧化层的保护作用没有受到损害,并且该层的外部没有不规则性,就像施加标记之前一样。
4、在金属部件,特别是铝或铝合金上的激光标记的另一个缺点是其可见性和易读性。目前,标记具有低对比度,因此不是非常可见/可读,或者仅在特定环境和特定条件下可读。通过化学转换进行的标记后的处理也会改变标记的可见性/易读性。
5、因此,确实需要一种基于激光的方法来对铝或铝合金部件的表面进行标记,以提高铝或铝合金部件的生物腐蚀和腐蚀抵抗性能,而不需要标记后的化学转化处理,并且符合reach法规。
6、特别地,确实需要一种使用激光对铝或铝合金部件的表面进行标记的方法:
7、-该方法能够实现对比标记,其中在激光标记和处理过的基底之间的对比显著增加,以促进所述标记在任何环境中的可见性、易读性和可读性;和/或
8、-该方法能够实现高精确度标记以获得抵抗磨损和腐蚀环境的稳定质量;和/或
9、-该方法适用于小表面上的小而精细的标记,诸如dmc(数据矩阵码)和udi(唯一设备识别)码;和/或
10、-该方法使被标记的部件能够承受腐蚀环境、盐雾和生物腐蚀,而不需要额外的标记后的化学转化处理步骤。
技术实现思路
1、本发明的目的正是通过提供一种用于对铝或铝合金部件进行表面标记的方法来满足这些需求,特别是在处理过的部件对腐蚀和生物腐蚀的抵抗性以及标记的可见性/易读性方面,所述方法包括至少以下步骤:
2、a)阳极氧化步骤;
3、b)密封在所述步骤a)结束时在所述部件上形成的阳极层的步骤,
4、其中所述密封在电阻率等于或大于0.01mohms,优选地等于或大于0.1mohms,更优选地等于或大于10mohms的去离子水和1至500g/l的碱金属或碱土金属硅酸盐的水溶液中在60℃至100℃之间的温度下进行,
5、或
6、在电阻率等于或大于0.01mohms优选地等于或大于0.1mohms,更优选地等于或大于10mohms的去离子水中在60℃至100℃之间的温度下进行,
7、d)使用具有以下一个或多个特征的纤维激光束的标记步骤,
8、-波长大于800nm,例如等于1064nm,
9、-脉冲持续时间在0.5ns至10ns之间,
10、-激光频率在400khz至3000khz之间,
11、-功率在5w至80w之间,例如在8w至20w之间,
12、-速度在1000mm/s至3000mm/s之间,
13、-行距在0.0001mm至0.1mm之间,以及
14、-标记时间在4秒至200秒之间。
15、步骤b是强制性的,因为在没有密封的情况下,对腐蚀和生物腐蚀的抵抗不再符合要求。然而,步骤b有两种选择:用硅酸盐密封或单独用沸水密封(不含硅酸盐)。第一种将能够使随后的雕刻(这是本专利申请的主题)保证对腐蚀和生物腐蚀的抵抗,而第二种将仅保证由此产生的雕刻对腐蚀的抵抗。
16、在优选的实施方式中,纤维激光器是主振荡器功率放大器(mopa)激光器。
17、根据本发明的方法的铝或铝合金部件的表面标记对比良好,即激光标记和处理过的部件的表面之间的对比显著增加,因此有利于所述标记无论环境和亮度如何的可见性和读取。此外,具有由本发明方法生产的标记的铝或铝合金部件在没有任何标记后的化学处理下具有良好的对生物腐蚀、对腐蚀,特别是对盐雾和对腐蚀性或酸性环境的抵抗。
18、本发明的另一个目的涉及根据本发明的标记方法用于制造或标记铝或铝合金部件的用途,所述铝或铝合金部件用于航空、航天、汽车、铁路、制表、医疗、核和石油工业等。
技术特征:
1.一种用于标记铝或铝合金部件的表面的方法,包括至少以下步骤:
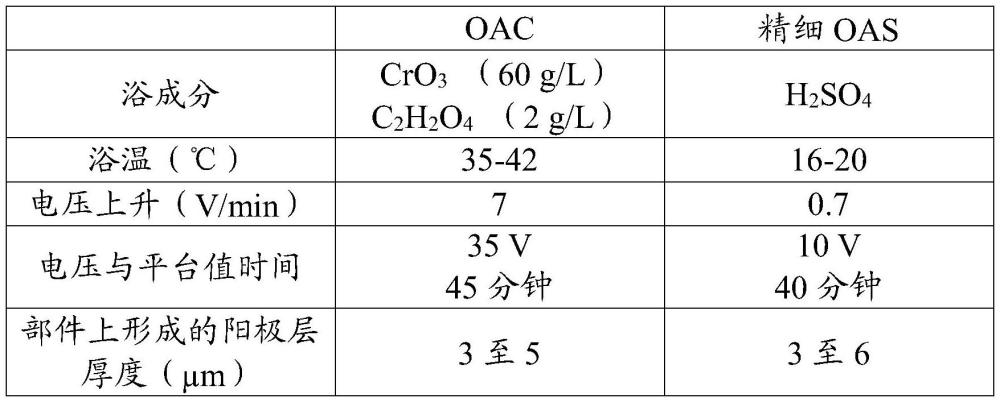
2.根据权利要求1所述的方法,其特征在于,步骤a)是tsa(酒石酸硫酸阳极氧化)、oas(硫酸阳极氧化)、精细oas(精细硫酸阳极氧化)、psaa(磷酸硫酸阳极氧化)、bsaa(硼酸硫酸阳极氧化)或oac(铬酸阳极氧化)类型的阳极氧化。
3.根据权利要求1或2中任一项所述的方法,其特征在于,所述阳极氧化步骤a)是这样的阳极氧化步骤,在所述阳极氧化步骤期间,将所述部件浸入在包括浓度在150g/l至250g/l之间的硫酸并且温度在14℃至21℃之间的水浴中,以及
4.根据权利要求1至3中任一项所述的方法,其特征在于,所述铝合金选自由2014、2017a、2024、2214、2219、2618、au5nkzr、7175、5052、5086、6061、6063、7010、7020、7050、7050t7451、7055t77、7068、7085t7651、7075、7175和7475、as7g06、as7g03、as10g、as9u3、as7g06所组成的组中,as7g06和as10g通过增材制造获得。
5.根据权利要求1至4中任一项所述的方法,其特征在于,所述碱金属或碱土金属硅酸盐选自由硅酸锂、硅酸钠、硅酸钾、硅酸钙和硅酸镁所组成的组中。
6.根据权利要求1至5中任一项所述的方法,其特征在于,步骤d)用纤维激光器进行,所述纤维激光器是其中放大介质是掺有镱的光学纤维的系统。
7.根据权利要求1至6中任一项所述的方法,其特征在于,步骤d)用纤维激光器进行,所述纤维激光器是主振荡器功率放大器激光器或mopa。
8.根据权利要求1至7中任一项所述的方法,其特征在于,所述方法在步骤a)之后并且在硅酸盐密封步骤(步骤b))之前包括将所述部件浸入以下水浴中的步骤a1),
9.根据权利要求1至8中任一项所述的方法,其特征在于,所述方法在步骤d)之前并且在按照步骤b)的所述密封之后包括在电阻率等于或大于0.01mohms的去离子水中在大于96℃的温度下进行最终水热密封的步骤c)。
10.根据权利要求1至7中任一项所述的方法,其特征在于,所述方法包括如下步骤:
11.根据权利要求1至8中任一项所述的方法,其特征在于,所述方法包括如下步骤:
12.根据权利要求1至9中任一项所述的方法,其特征在于,所述方法包括如下步骤:
13.根据权利要求1至8中任一项所述的方法,其特征在于,所述方法包括如下步骤:
14.根据权利要求1至8中任一项所述的方法,其特征在于,所述方法包括如下步骤:
15.根据权利要求1至14中任一项所述的标记方法用于制造或标记铝或铝合金部件的用途,所述铝或铝合金部件用于航空、航天、汽车、铁路、制表、医疗、核和石油行业。
技术总结
本发明涉及一种用于标记铝或铝合金部件表面的方法,包括至少以下步骤:A)阳极氧化步骤;B)密封步骤;和D)通过纤维激光束进行标记的步骤。本发明还涉及根据本发明的标记方法用于制造或标记铝或铝合金部件的用途,该铝或铝合金部件用于航空、航天、汽车、铁路、制表、医疗、核和石油工业。
技术研发人员:帕特里克·埃帕莱,让-亚瑟·德莱韦特,诺尔丁·马赫洛夫,辛西娅·莫鲁得
受保护的技术使用者:赛峰航空系统公司
技术研发日:
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!