在金属外壳电池上制备图案的方法与流程
本发明涉及电池刻码,尤其涉及在金属外壳电池上制备图案的方法。
背景技术:
1、锂离子电池等具备金属外壳的电池上通常需要刻二维码等图形、数值或字母等,用于记录产品的相关信息。
2、现有刻码方式通常为使用激光照射金属外壳,极高的能量密度聚集在待被刻码的位置处,进行烧灼和刻蚀,金属外壳的表层被气化形成白色的斑点。经过激光的移动,最终灼刻出所需的白色图案。
3、该刻码方式的缺陷包括:金属外壳的颜色与图案的白色较为相近,会影响扫码效果,尤其是金属表面反光时扫码更困难,客户端扫码成功率低;激光器灼刻的深度较深,导致刻码区域粗糙度较高,一旦沾染电解液后无法完全去除,电解液长时间残存腐蚀刻码。
技术实现思路
1、本发明的目的在于提出在金属外壳电池上制备图案的方法,刻码更清晰,扫码成功率高。
2、为达此目的,本发明采用以下技术方案:
3、在金属外壳电池上制备图案的方法,在金属外壳上制备深色图案,所述深色图案的rgb值为(a,b,c),其中,a、b和c三者中的任意两者之间的差值小于等于30,而且a、b和c均小于50。
4、其中一个优选实施例中,在所述金属外壳上制备有对比层,在所述对比层上制备有所述深色图案。
5、其中一个优选实施例中,所述对比层呈白色,所述深色图案呈黑色。
6、其中一个优选实施例中,所述在金属外壳电池上制备图案的方法包括下述步骤:
7、步骤s1、对所述金属外壳上待刻码区域进行预处理,以降低所述待刻码区域的反光度,得到所述对比层;
8、步骤s2、在所述对比层上制备所述深色图案。
9、其中一个优选实施例中,在所述步骤s1中,采用高脉冲宽度且低频率的激光在所述待刻码区域中高速移动,在所述金属外壳上灼刻出白色的所述对比层。
10、其中一个优选实施例中,所述对比层的粗糙度高于所述金属外壳的粗糙度。
11、其中一个优选实施例中,所述激光的脉宽≥10纳秒、所述激光的频率<500千赫兹、和/或所述激光的移动速度≥5000毫米/秒。
12、其中一个优选实施例中,在所述步骤s2中,采用激光灼刻的方法在所述对比层上制备所述深色图案。
13、其中一个优选实施例中,采用低脉冲宽度且高频率的激光在所述对比层上低速移动,以制备所述深色图案。
14、其中一个优选实施例中,所述激光的脉宽<10纳秒、所述激光的频率≥500千赫兹、和/或所述激光的移动速度<2000毫米/秒。
15、本发明公开的在金属外壳电池上制备图案的方法是在金属外壳上制备深色图案,通过拉大刻码与底面之间的色差来提高扫码的成功率,刻码更清晰。
技术特征:
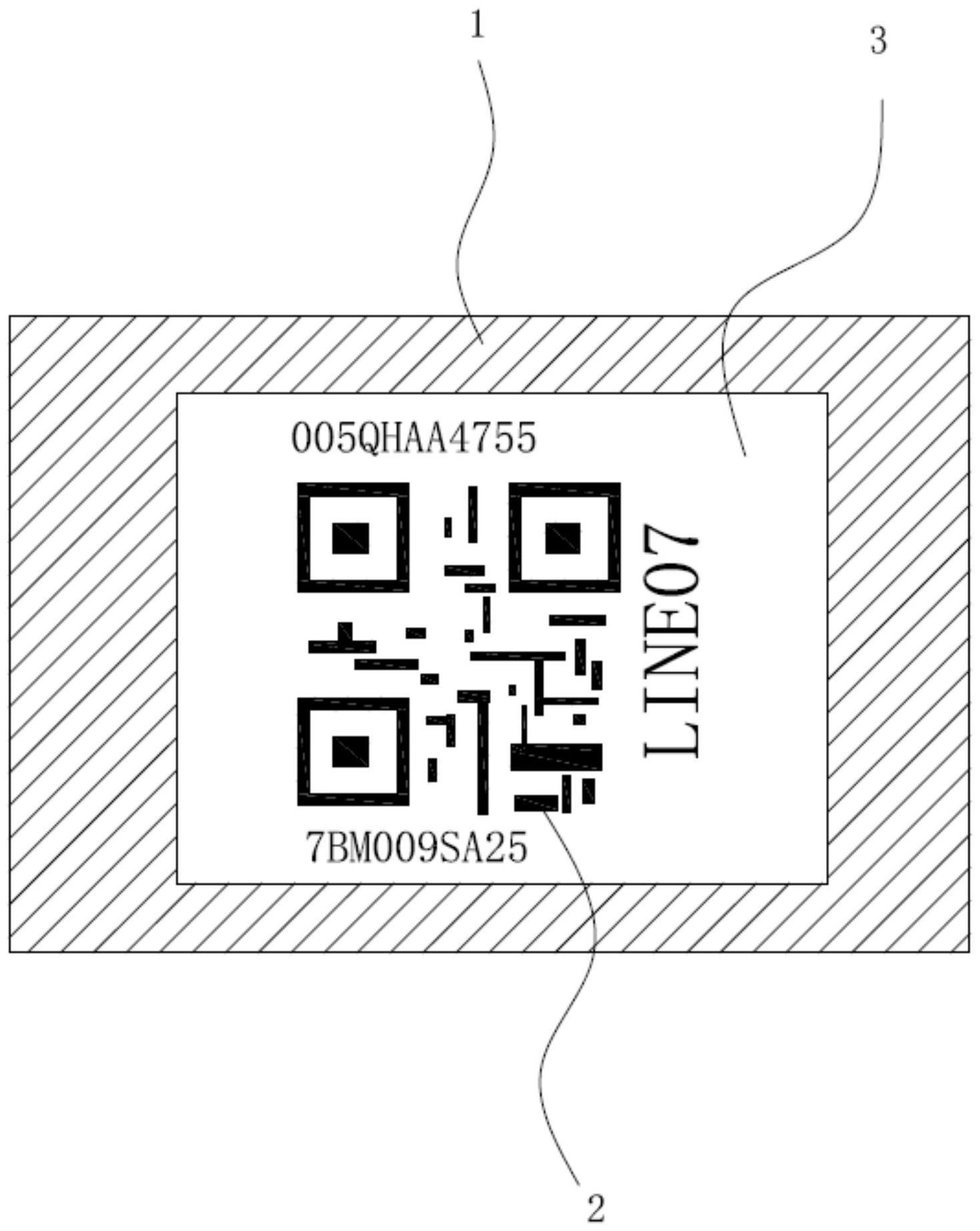
1.在金属外壳电池上制备图案的方法,其特征在于,在金属外壳(1)上制备深色图案(2),所述深色图案(2)的rgb值为(a,b,c),其中,a、b和c三者中的任意两者之间的差值小于等于30,而且a、b和c均小于50。
2.根据权利要求1所述的在金属外壳电池上制备图案的方法,其特征在于,在所述金属外壳(1)上制备有对比层(3),在所述对比层(3)上制备有所述深色图案(2)。
3.根据权利要求2所述的在金属外壳电池上制备图案的方法,其特征在于,所述对比层(3)呈白色,所述深色图案(2)呈黑色。
4.根据权利要求2所述的在金属外壳电池上制备图案的方法,其特征在于,所述在金属外壳电池上制备图案的方法包括下述步骤:
5.根据权利要求4所述的在金属外壳电池上制备图案的方法,其特征在于,在所述步骤s1中,采用高脉冲宽度且低频率的激光在所述待刻码区域中高速移动,在所述金属外壳(1)上灼刻出白色的所述对比层(3)。
6.根据权利要求5所述的在金属外壳电池上制备图案的方法,其特征在于,所述对比层(3)的粗糙度高于所述金属外壳(1)的粗糙度。
7.根据权利要求5所述的在金属外壳电池上制备图案的方法,其特征在于,所述激光的脉宽≥10纳秒、所述激光的频率<500千赫兹、和/或所述激光的移动速度≥5000毫米/秒。
8.根据权利要求4所述的在金属外壳电池上制备图案的方法,其特征在于,在所述步骤s2中,采用激光灼刻的方法在所述对比层(3)上制备所述深色图案(2)。
9.根据权利要求8所述的在金属外壳电池上制备图案的方法,其特征在于,采用低脉冲宽度且高频率的激光在所述对比层(3)上低速移动,以制备所述深色图案(2)。
10.根据权利要求9所述的在金属外壳电池上制备图案的方法,其特征在于,所述激光的脉宽<10纳秒、所述激光的频率≥500千赫兹、和/或所述激光的移动速度<2000毫米/秒。
技术总结
本发明公开了在金属外壳电池上制备图案的方法,属于电池刻码技术领域,为解决现有刻码的扫码成功率低等问题。本发明公开的在金属外壳电池上制备图案的方法,在金属外壳上制备深色图案,所述深色图案的RGB值为(a,b,c),其中,a、b和c三者中的任意两者之间的差值小于等于30,而且a、b和c均小于50。本发明公开的在金属外壳电池上制备图案的方法通过拉大刻码与底面之间的色差来提高扫码的成功率,刻码更清晰。
技术研发人员:余大刚,陈永林,蒋世闯
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!