一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺的制作方法
本发明涉及陶瓷洁具生产工艺,特别是涉及一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺。
背景技术:
1、陶瓷是陶器和瓷器的总称。早在欧洲掌握制瓷技术之前一千多年,中国已能制造出相当精美的瓷器(中国人早在约公元前8000-2000年(新石器时代)就发明了陶器)。从中国陶瓷发展史来看,一般是把“陶瓷”这个名词一分为二,为陶和瓷两大类。通常把胎体没有致密烧结的粘土和瓷石制品,不论是有色还是白色,统称为陶器。其中把烧造温度较高,烧结程度较好的那一部分称为“硬陶”,把施釉的一种称为“釉陶”。相对来说,经过高温烧成、胎体烧结程度较为致密、釉色品质优良的粘土或瓷石制品称为“瓷器”。
2、中国传统陶瓷的发展,经历过一个相当漫长的历史时期,种类繁杂,工艺特殊,所以,对中国传统陶瓷的分类除考虑技术上的硬性指标外,还需要综合考虑历来传统的习惯分类方法,结合古今科技认识上的变化,才能更为有效地得出归类结论陶瓷材料大多是氧化物、氮化物、硼化物和碳化物等。常见的陶瓷材料有粘土、氧化铝、高岭土等。陶瓷材料一般硬度较高,但可塑性较差。除了在食器、装饰的使用上,在科学、技术的发展中亦扮演重要角色。陶瓷原料是地球原有的大量资源黏土经过淬取而成。而粘土的性质具韧性,常温遇水可塑,微干可雕,全干可磨;烧至700℃可成陶器能装水;烧至1230℃则瓷化,可完全不吸水且耐高温耐腐蚀。其用法之弹性,在今日文化科技中尚有各种创意的应用。
3、在陶瓷洁具生产过程中广泛使用高科技电脑网络技术,给每个洁具产品从生坯到出厂都有一个象征身份的证件:二维码或一维码。如果用纸制码容易丢失或者毁坏,最后入窑就烧没了不能永久保存,以后核对查证的时候十分麻烦。
技术实现思路
1、本发明的目的是提供一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,以解决上述背景技术中提出的问题,能够为每个陶瓷洁具提供粘贴一个永久的身份证唯一的二维码或一维码,并且可以有效的解决了纸质版二维码一维码不利于保存的问题。
2、为实现上述目的,本发明提供了如下方案:
3、本发明公开了一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,包括如下步骤:
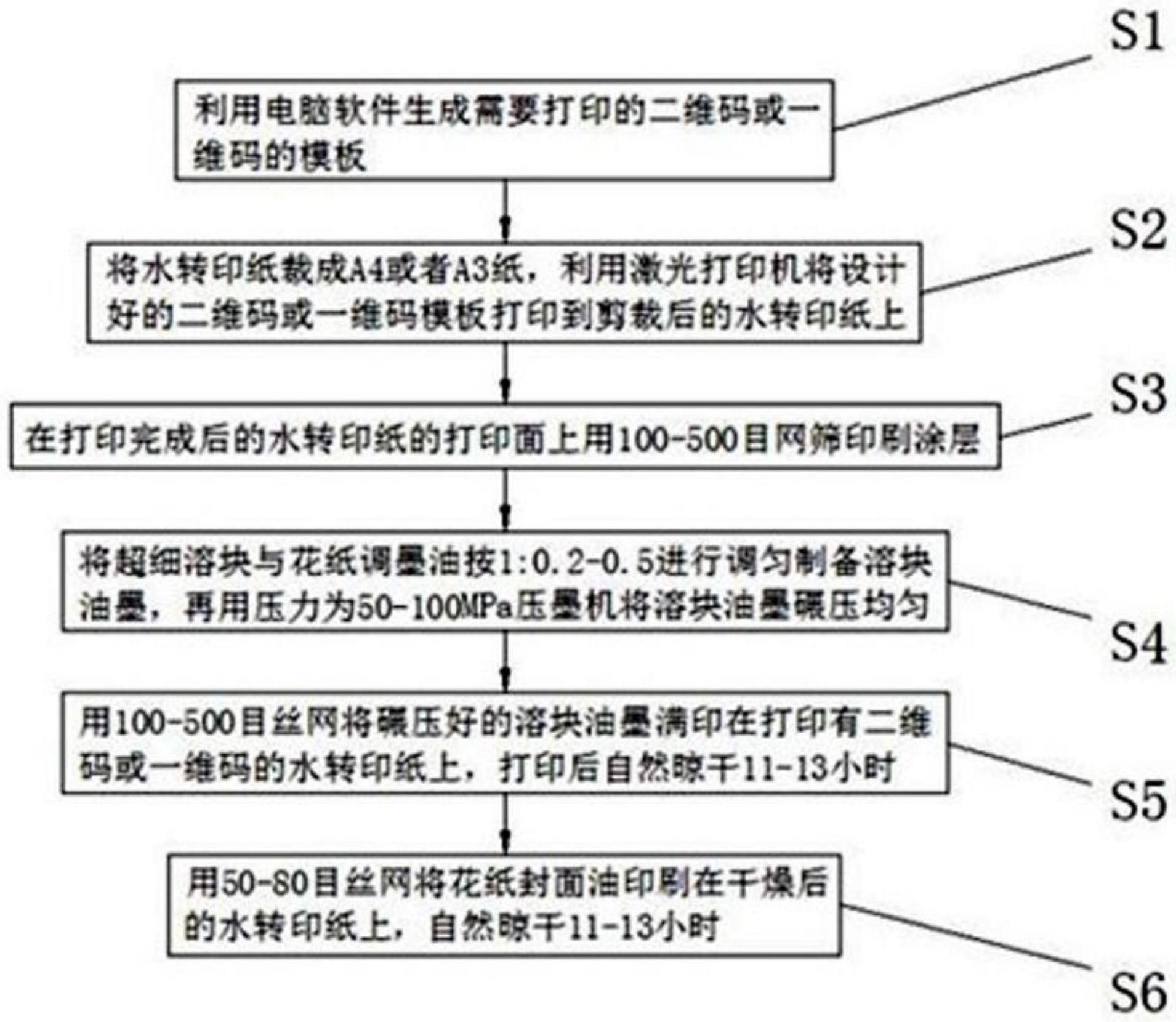
4、s1、利用电脑软件生成需要打印的二维码或一维码的模板;
5、s2、将水转印纸裁成a4或者a3纸,利用激光打印机将设计好的二维码或一维码模板打印到剪裁后的水转印纸上;
6、s3、在打印完成后的水转印纸的打印面上用100-500目网筛印刷涂层;
7、s4、将超细溶块与花纸调墨油按1:0.2-0.5的质量比进行调匀制备溶块油墨,再用压力为50-100mpa压墨机将溶块油墨碾压均匀;
8、s5、用100-500目丝网将碾压好的溶块油墨满印在打印有二维码或一维码的水转印纸上,打印后自然晾干11-18小时;
9、s6、用50-80目丝网将花纸封面油印刷在干燥后的水转印纸上,自然晾干11-14小时。
10、优选的,所述激光打印机中的碳粉采用含fe2o3的超细炭粉进行打印,打印时水转印纸的含胶面为打印面。
11、优选的,所述印刷涂层选用1200度熔点的超细溶块过800目网筛制得。
12、优选的,在s4中,超细溶块与花纸调墨油的质量比为1:0.4进行调匀制备溶块油墨。
13、优选的,在s5中,自然晾干的时间为11-13小时。
14、优选的,在s6中,自然晾干的时间为11-13小时。
15、优选的,在s3中,在打印完成后的水转印纸的打印面上用300目网筛印刷涂层。
16、优选的,在s6中,用60目丝网将花纸封面油印刷在干燥后的水转印纸上。
17、优选的,所述超细熔块由以其质量分数计的55-58%的sio2、6-8%的al2o3、5-7%的cao、6-8%的zno、3-4%的k2o、2-3%的na2o、4-6%的b2o3、0.8-1.2%的la2o3、2-5%的mgo、2-5%的bao和2-5%的zro2研磨过200目筛,混合后在1100-1250度煅烧,然后放入冷水中水淬制成熔块,然后放入球磨机中球磨成粉,过800目网筛制得。
18、优选的,激光打印机硒鼓碳粉包括质量分数组成的组分:20-30%的feo晶体粉粒、50-60%的聚丙烯酸酯-苯乙烯共聚物、10-20%的电荷调节剂cca、流动化剂sio2以及剂聚乙烯/聚丙烯石蜡。
19、本发明相对于现有技术取得了以下技术效果:
20、本发明采用此工艺生产出来的二维码或一维码为流水码或者是数据库提供的专用码,为每个陶瓷洁具提供粘贴一个永久的身份证唯一的二维码或一维码,使其在陶瓷洁具生产过程中从生坯、打磨、修坯、喷釉、半成品检查、入窑、烧制、出窑、成品检查、包装、入库登记、出厂、销售等经过十几道生产工序,每道工序通过扫描粘贴在陶瓷表面的二维码或一维码节省了大量的人力去登记,减少生产过程中人为的误差。此时粘贴在陶瓷生坯表面的二维码或一维码与陶瓷一起经过十几个小时1280度左右的高温烧制,二维码或一维码已经牢固工整的烧制在每个陶瓷表面,有效的解决了纸质版二维码一维码不利于保存的问题,同时也解决了印刷粘贴高温烧制二维码和一维码成本过高,扫描成功率低的问题,利用本专利生产烧制在陶瓷表面二维码或一维码扫描成功率达到99.7%解决了陶瓷生坯粘贴烧制二维码或一维码大量普及推广等难题。
技术特征:
1.一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:所述激光打印机中的碳粉采用含fe2o3的超细炭粉进行打印,打印时水转印纸的含胶面为打印面。
3.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:所述印刷涂层选用1200度熔点的超细溶块过800目网筛制得。
4.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:在s4中,超细溶块与花纸调墨油的质量比为1:0.4进行调匀制备溶块油墨。
5.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:在s5中,自然晾干的时间为11-13小时。
6.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:在s6中,自然晾干的时间为11-13小时。
7.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:在s3中,在打印完成后的水转印纸的打印面上用300目网筛印刷涂层。
8.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:在s6中,用60目丝网将花纸封面油印刷在干燥后的水转印纸上。
9.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:所述超细熔块由以其质量分数计的55-58%的sio2、6-8%的al2o3、5-7%的cao、6-8%的zno、3-4%的k2o、2-3%的na2o、4-6%的b2o3、0.8-1.2%的la2o3、2-5%的mgo、2-5%的bao和2-5%的zro2研磨过200目筛,混合后在1100-1250度煅烧,然后放入冷水中水淬制成熔块,然后放入球磨机中球磨成粉,过800目网筛制得。
10.根据权利要求1所述的一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺,其特征在于:激光打印机硒鼓碳粉包括质量分数组成的组分:20-30%的feo晶体粉粒、50-60%的聚丙烯酸酯-苯乙烯共聚物、10-20%的电荷调节剂cca、流动化剂sio2以及剂聚乙烯/聚丙烯石蜡。
技术总结
本发明属于陶瓷洁具生产工艺技术领域,具体涉及一种陶瓷生坯粘贴耐高温烧制二维码或一维码的生产工艺。用此工艺生产出来的二维码或一维码为流水码或者是数据库提供的专用码,每道工序通过扫描粘贴在陶瓷表面的二维码或一维码节省了大量的人力去登记,减少生产过程中人为的误差;二维码或一维码已经牢固工整的烧制在每个陶瓷表面,有效的解决了纸质版二维码一维码不利于保存的问题,同时也解决了印刷粘贴高温烧制二维码和一维码成本过高,扫描成功率低的问题,利用本专利生产烧制在陶瓷表面二维码或一维码扫描成功率达到99.7%解决了陶瓷生坯粘贴烧制二维码或一维码大量普及推广等难题。
技术研发人员:于福来
受保护的技术使用者:唐山福来瓷科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!