一种压纹版辊的内部直流结构的制作方法
本技术涉及版辊,具体为一种压纹版辊的内部直流结构。
背景技术:
1、版辊也叫钢辊,又分空心辊和实心辊,带轴辊和非带轴辊,一般用于制版,滚筒表面镀铜,经过凹版电子雕刻机雕刻好图案,然后镀上一层铬,做好后交付印刷厂,常用于塑料包装的印刷;
2、如图2所示,目前版辊内部二三层结构的加工方法是分体结构,底部堵片和二层堵片中间有间距,二层堵片需基准,精配挖孔两端,三层管需加工基准面,而且三层管与轴焊接时需要垂直居中,二层堵片与轴焊接后需要平行居中,三层管与轴焊接后较长,需将轴从二层堵片穿过,间隙紧配有难度,加工效率较低,通水或油后中间的间距容易造成水流堆积形成死水,无法实现水流的直流效果,进而使得版辊整体温度的稳定性较低,版辊两边的温差不一致,进水和出水效果不一致。
技术实现思路
1、本实用新型的目的在于提供一种压纹版辊的内部直流结构,以解决上述背景技术中提出的通水或油后中间的间距容易造成水流堆积形成死水,无法实现水流的直流效果,进而使得版辊整体温度的稳定性较低,版辊两边的温差不一致的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
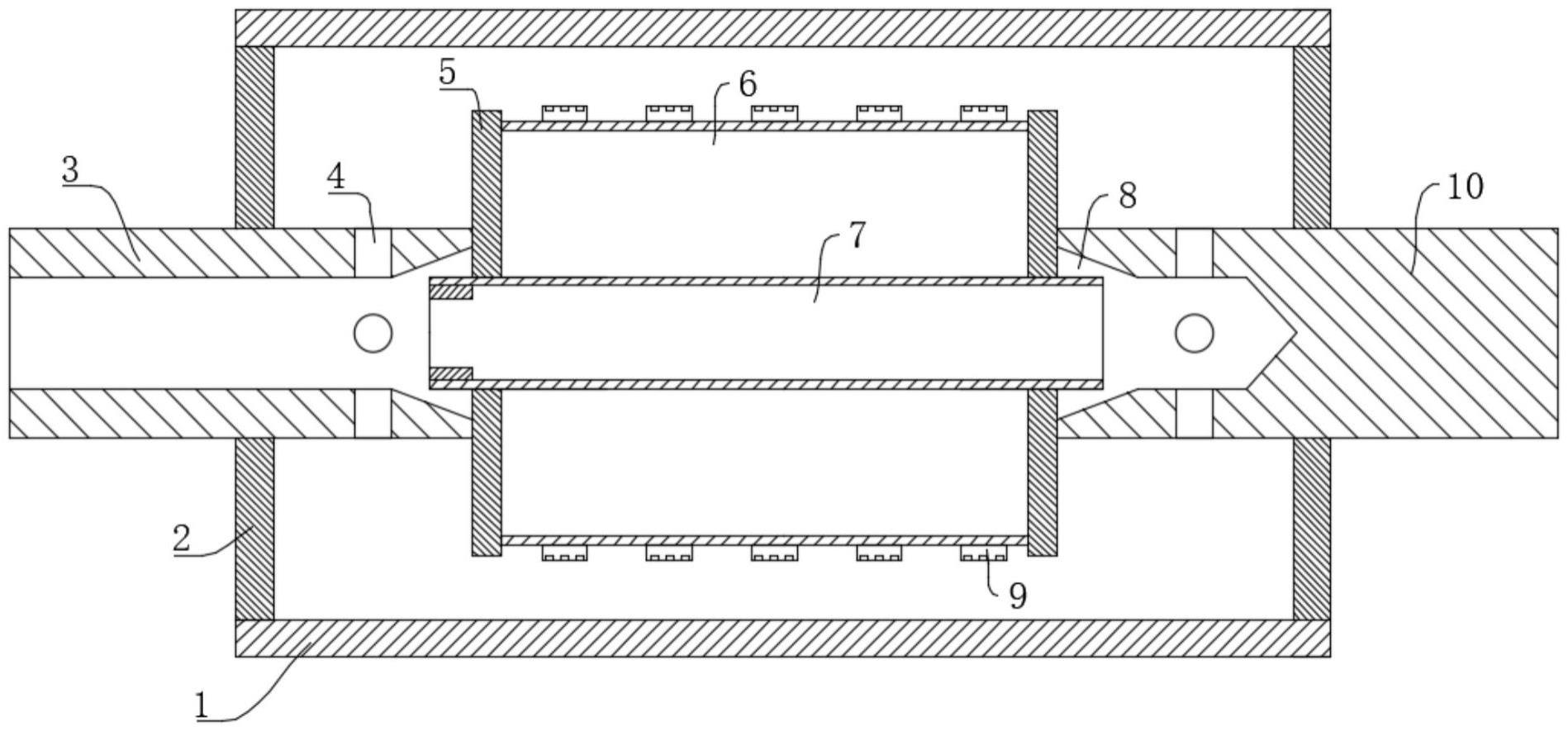
3、一种压纹版辊的内部直流结构,包括一层管、二层管、三层管、左轴和右轴,所述二层管和三层管同心设置于一层管的内部,所述一层管的内壁焊接有第一堵片,所述左轴和右轴均垂直贯穿第一堵片的表面,且左轴与右轴均与第一堵片固定焊接,所述二层管的内壁焊接有第二堵片,所述三层管的两端分别垂直贯穿第二堵片的表面,且第二堵片与三层管固定焊接,所述左轴和右轴的一端均焊接于第二堵片的表面,所述三层管的两端分别延伸至左轴和右轴的内部。
4、优选的,所述左轴和右轴的一端开设有喇叭状的容纳腔,所述三层管的两端分别延伸至两组容纳腔的内部。
5、优选的,所述左轴和右轴的内部均开设有四组通孔,四组所述通孔呈十字结构于左轴和右轴的表面等距分布,且通孔设置于一层管的内部。
6、优选的,所述二层管的表面一体成型有凸起部,所述凸起部的表面开设有沟槽。
7、优选的,所述沟槽设置有三组,三组所述沟槽于凸起部的表面平行等距分布,且三组沟槽倾斜设置。
8、优选的,所述凸起部的两侧设置为斜面,所述凸起部呈阵列环绕分布于二层管的表面。
9、与现有技术相比,本实用新型的有益效果是:
10、1、本实用在原有结构的基准上将二层管表面的第二堵片直接与左轴和右轴进行焊接,使得二层堵片与三层管之间的间隙增大,二层堵片的表面车平后可以直接与左轴和右轴进行焊接,无需将左轴、右轴与三层管焊接有再穿过二层堵片,降低了加工难度;
11、2、将左轴与三层管之间的连接处和右轴与三层管之间的连接处均设置为喇叭口状结构,整体通过焊接的方式来达到一体化结构,去掉底部堵片和二层堵片中间的间距,从而降低了版辊两边的温差,提高了版辊整体温度的稳定性,确保在通水或通油的情况下内部无死水堆积,达到直流效果。
12、本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种压纹版辊的内部直流结构,包括一层管(1)、二层管(6)、三层管(7)、左轴(3)和右轴(10),其特征在于:所述二层管(6)和三层管(7)同心设置于一层管(1)的内部,所述一层管(1)的内壁焊接有第一堵片(2),所述左轴(3)和右轴(10)均垂直贯穿第一堵片(2)的表面,且左轴(3)与右轴(10)均与第一堵片(2)固定焊接,所述二层管(6)的内壁焊接有第二堵片(5),所述三层管(7)的两端分别垂直贯穿第二堵片(5)的表面,且第二堵片(5)与三层管(7)固定焊接,所述左轴(3)和右轴(10)的一端均焊接于第二堵片(5)的表面,所述三层管(7)的两端分别延伸至左轴(3)和右轴(10)的内部。
2.根据权利要求1所述的一种压纹版辊的内部直流结构,其特征在于:所述左轴(3)和右轴(10)的一端开设有喇叭状的容纳腔(8),所述三层管(7)的两端分别延伸至两组容纳腔(8)的内部。
3.根据权利要求2所述的一种压纹版辊的内部直流结构,其特征在于:所述左轴(3)和右轴(10)的内部均开设有四组通孔(4),四组所述通孔(4)呈十字结构于左轴(3)和右轴(10)的表面等距分布,且通孔(4)设置于一层管(1)的内部。
4.根据权利要求3所述的一种压纹版辊的内部直流结构,其特征在于:所述二层管(6)的表面一体成型有凸起部(9),所述凸起部(9)的表面开设有沟槽(11)。
5.根据权利要求4所述的一种压纹版辊的内部直流结构,其特征在于:所述沟槽(11)设置有三组,三组所述沟槽(11)于凸起部(9)的表面平行等距分布,且三组沟槽(11)倾斜设置。
6.根据权利要求5所述的一种压纹版辊的内部直流结构,其特征在于:所述凸起部(9)的两侧设置为斜面,所述凸起部(9)呈阵列环绕分布于二层管(6)的表面。
技术总结
本技术公开了一种压纹版辊的内部直流结构,包括一层管、二层管、三层管、左轴和右轴,所述二层管和三层管同心设置于一层管的内部。本实用在原有结构的基准上将二层管表面的第二堵片直接与左轴和右轴进行焊接,使得二层堵片与三层管之间的间隙增大,二层堵片的表面车平后可以直接与左轴和右轴进行焊接,无需将左轴、右轴与三层管焊接有再穿过二层堵片,降低了加工难度,整体通过焊接的方式来达到一体化结构,去掉底部堵片和二层堵片中间的间距,从而降低了版辊两边的温差,提高了版辊整体温度的稳定性,确保在通水或通油的情况下内部无死水堆积,达到直流效果。
技术研发人员:王红兵,郭正
受保护的技术使用者:昆山运城压纹制版有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!