一种热成型线打码字码盒的制作方法
本技术涉及字码盒设备,具体为一种热成型线打码字码盒。
背景技术:
1、金属产品、塑料制品等的标识多为钢字击打刚下线带有一定温度的产品,钢字在重力的作用下,对可塑性较好的产品进行标识。
2、现有技术存在以下问题:
3、1、现有的字码盒,字码盒字码为整体形,更换时需从设备上拆下后才可对字码进行更换,造成在换型过程中时间增加;
4、2、现有的字码盒,字码固定方式为插销形式,在经过生产后插销会有歪曲和断裂现象,造成不必要停机;
5、3、现有的字码盒,字码为‘i’型字码,在生产过程中经过长时间冲击受压后,因‘红色’标注位置薄弱,易造成字码断裂。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种热成型线打码字码盒,解决了现今存在的换型过程中时间增加,字码经过生产后插销会有歪曲和断裂,易造成字码断裂现象问题。
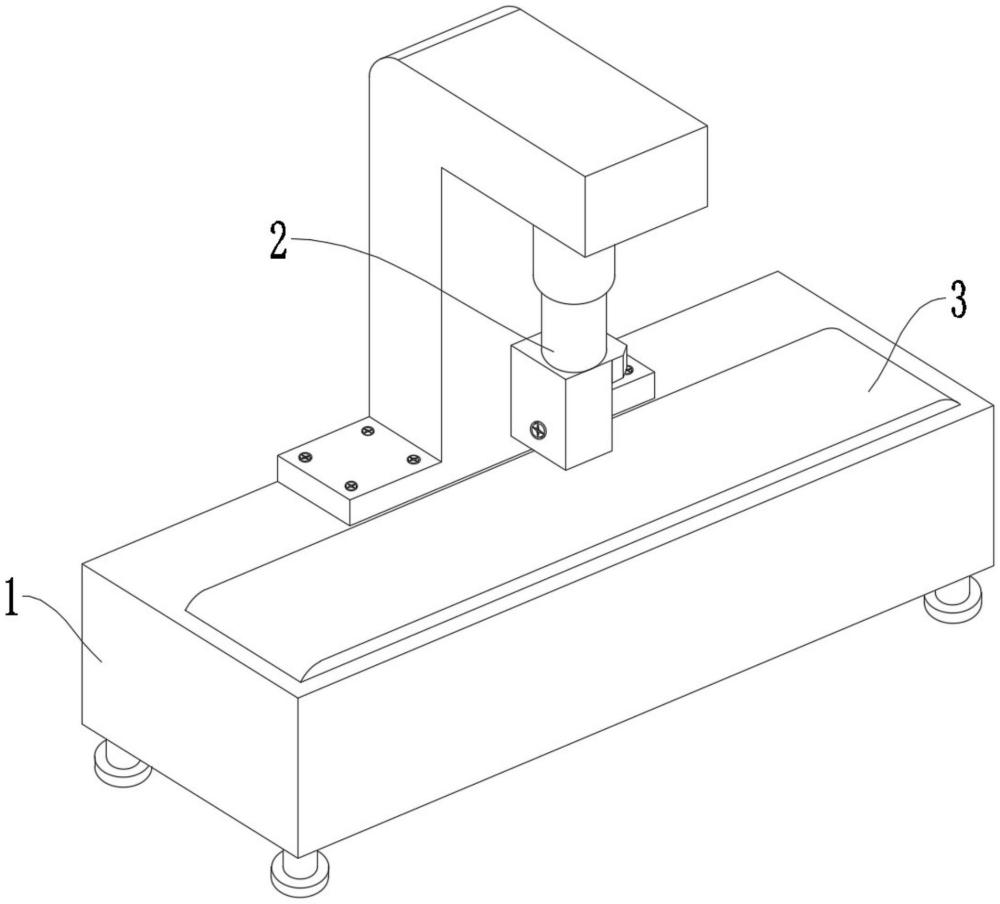
2、为实现上述目的,本实用新型提供如下技术方案:一种热成型线打码字码盒,包括机架机构、字码盒机构和送料机构,所述字码盒机构位于机架机构的下方,所述送料机构位于机架机构的上方,所述字码盒机构包括固定座、电动气缸、字码盒本体、固定槽、字码夹、安装槽、t型字码、第二圆型凹槽、固定螺槽和固定螺栓,所述电动气缸固定安装在固定座的下端,所述字码盒本体固定安装在电动气缸的下端,所述固定槽固定设置在字码盒本体的上端,所述字码夹与固定槽相适配,所述字码夹活动安装在固定槽的内端,所述安装槽固定设置在字码夹上,所述t型字码与安装槽相适配,所述t型字码活动安装在安装槽的内端,所述第二圆型凹槽固定设置在字码盒本体的外端,所述固定螺槽固定设置在第二圆型凹槽的内端,所述固定螺槽固定设置在字码夹的外端,所述固定螺栓与固定螺槽相适配,所述固定螺栓贯穿固定螺槽并与字码夹螺纹连接。
3、作为本实用新型的一种优选技术方案,所述机架机构包括操作台、支撑杆、支撑座、支撑架、第一圆型凹槽、安装螺槽和安装螺栓,所述支撑杆固定连接在操作台的下端,所述支撑座固定安装在支撑杆的下端,所述第一圆型凹槽固定设置在支撑架的上端,所述安装螺槽固定设置在第一圆型凹槽的内端,所述安装螺槽固定设置在操作台的上端,所述安装螺栓与安装螺槽相适配,所述安装螺栓贯穿安装螺槽并与操作台螺纹连接。
4、作为本实用新型的一种优选技术方案,所述送料机构包括滚动槽、伺服电机、传动齿轮和传送带,所述滚动槽固定设置在操作台的上端,所述伺服电机固定安装在滚动槽的内端,所述传动齿轮固定安装在伺服电机的外端,所述传送带活动安装在传动齿轮的外端,所述传动齿轮与传送带啮合。
5、作为本实用新型的一种优选技术方案,所述固定螺槽固定设置在字码盒本体上,所述固定螺栓贯穿固定螺槽并与字码盒本体螺纹连接。
6、作为本实用新型的一种优选技术方案,所述安装螺槽固定设置在支撑架上,所述安装螺栓贯穿安装螺槽并与支撑架螺纹连接。
7、作为本实用新型的一种优选技术方案,所述操作台固定安装在支撑架的下端。
8、作为本实用新型的一种优选技术方案,所述支撑座呈平行分布。
9、与现有技术相比,本实用新型提供了一种热成型线打码字码盒,具备以下有益效果:
10、1、该一种热成型线打码字码盒,通过电动气缸带动字码盒本体上下移动,字码盒本体使用分离结构,增加字码夹备件,安装字码时可提前将字码安装于字码夹中,在换型过程中只需将提前排好字码夹安装于字码盒本体中,减少换型时间,取消原有插销结构,t型字码使用挂台形式,字码盒本体与字码夹使用螺纹固定,减少异常的产生,字码采用t型字码,取消原有圆弧薄弱位置,增加字码强度,减少字码断裂风险。
11、2、该一种热成型线打码字码盒,通过安装螺槽贯穿安装螺栓将支撑架与操作台螺纹连接,支撑杆用于支撑操作台,支撑座可以提高整体支撑的稳定性。
12、3、该一种热成型线打码字码盒,通过伺服电机带动传动齿轮转动,传动齿轮转动带动传送带滚动,便于对物料进行传送,提高加工效率。
技术特征:
1.一种热成型线打码字码盒,其特征在于:包括机架机构(1)、字码盒机构(2)和送料机构(3),所述字码盒机构(2)位于机架机构(1)的下方,所述送料机构(3)位于机架机构(1)的上方,所述字码盒机构(2)包括固定座(201)、电动气缸(202)、字码盒本体(203)、固定槽(204)、字码夹(205)、安装槽(206)、t型字码(207)、第二圆型凹槽(208)、固定螺槽(209)和固定螺栓(210),所述电动气缸(202)固定安装在固定座(201)的下端,所述字码盒本体(203)固定安装在电动气缸(202)的下端,所述固定槽(204)固定设置在字码盒本体(203)的上端,所述字码夹(205)与固定槽(204)相适配,所述字码夹(205)活动安装在固定槽(204)的内端,所述安装槽(206)固定设置在字码夹(205)上,所述t型字码(207)与安装槽(206)相适配,所述t型字码(207)活动安装在安装槽(206)的内端,所述第二圆型凹槽(208)固定设置在字码盒本体(203)的外端,所述固定螺槽(209)固定设置在第二圆型凹槽(208)的内端,所述固定螺槽(209)固定设置在字码夹(205)的外端,所述固定螺栓(210)与固定螺槽(209)相适配,所述固定螺栓(210)贯穿固定螺槽(209)并与字码夹(205)螺纹连接。
2.根据权利要求1所述的一种热成型线打码字码盒,其特征在于:所述机架机构(1)包括操作台(101)、支撑杆(102)、支撑座(103)、支撑架(104)、第一圆型凹槽(105)、安装螺槽(106)和安装螺栓(107),所述支撑杆(102)固定连接在操作台(101)的下端,所述支撑座(103)固定安装在支撑杆(102)的下端,所述第一圆型凹槽(105)固定设置在支撑架(104)的上端,所述安装螺槽(106)固定设置在第一圆型凹槽(105)的内端,所述安装螺槽(106)固定设置在操作台(101)的上端,所述安装螺栓(107)与安装螺槽(106)相适配,所述安装螺栓(107)贯穿安装螺槽(106)并与操作台(101)螺纹连接。
3.根据权利要求1所述的一种热成型线打码字码盒,其特征在于:所述送料机构(3)包括滚动槽(301)、伺服电机(302)、传动齿轮(303)和传送带(304),所述滚动槽(301)固定设置在操作台(101)的上端,所述伺服电机(302)固定安装在滚动槽(301)的内端,所述传动齿轮(303)固定安装在伺服电机(302)的外端,所述传送带(304)活动安装在传动齿轮(303)的外端,所述传动齿轮(303)与传送带(304)啮合。
4.根据权利要求1所述的一种热成型线打码字码盒,其特征在于:所述固定螺槽(209)固定设置在字码盒本体(203)上,所述固定螺栓(210)贯穿固定螺槽(209)并与字码盒本体(203)螺纹连接。
5.根据权利要求2所述的一种热成型线打码字码盒,其特征在于:所述安装螺槽(106)固定设置在支撑架(104)上,所述安装螺栓(107)贯穿安装螺槽(106)并与支撑架(104)螺纹连接。
6.根据权利要求2所述的一种热成型线打码字码盒,其特征在于:所述操作台(101)固定安装在支撑架(104)的下端。
7.根据权利要求2所述的一种热成型线打码字码盒,其特征在于:所述支撑座(103)呈平行分布。
技术总结
本技术属于字码盒设备技术领域,尤其为一种热成型线打码字码盒,包括机架机构、字码盒机构和送料机构,所述字码盒机构位于机架机构的下方,所述送料机构位于机架机构的上方。本技术通过字码盒本体使用分离结构,增加字码夹备件,安装字码时可提前将字码安装于字码夹中,在换型过程中只需将提前排好字码夹安装于字码盒本体中,减少换型时间,取消原有插销结构,T型字码用挂台形式,字码盒本体与字码夹用螺纹固定,减少异常的产生,字码采用T型字码,取消原有圆弧薄弱位置,增加字码强度,减少字码断裂风险,支撑座可以提高整体支撑的稳定性,通过伺服电机带动传动齿轮转动,传动齿轮转动带动传送带滚动,对物料传送,提高加工效率。
技术研发人员:顾兆龙,朱光洪
受保护的技术使用者:燕龙世润汽车零部件(苏州)有限公司
技术研发日:20230619
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!