一种磁极方向划线识别喷码设备的制作方法
本技术涉及磁性材料,具体是涉及一种磁极方向划线识别喷码设备。
背景技术:
1、由于磁性产品通常具有对立的n极和s极,并且,后续安装使用时,也需要确认磁性产品的极性,以保证功能的正常体现。
2、目前,加工磁性产品时,先制造磁钢,然后利用充磁机对磁钢进行充磁。实际加工时,磁钢在充磁之前需要预先对磁钢进行磁极标记,后续充磁时,按照磁钢上的磁极标记按预定方向放入至充磁机中进行充磁,使得充磁后的磁性产品的磁极与预先标记的磁极标记一致,使得后续安装使用时,能按照磁极标记对磁性产品的磁极进行识别,安装使用更方便。
3、现有对磁钢进行磁极标记的方式较为传统,通常为人工拿标记工具对每一磁钢进行划线标记,对于大批量的磁性产品加工而言,不仅需要大量的人员来进行标记,导致人工成本高,工作负担重,效率低,难以满足大批量的工作需求。另外,人工标记方式需要人工划线,还需要转运,后续充磁加工时,需要按预先划线的方向摆正,存在误操作的风险,存在较大的安全隐患。
技术实现思路
1、针对现有技术中存在的上述问题,现旨在提供一种磁极方向划线识别喷码设备,以在操作台上设置上料机构、输送机构以及标记机构,通过上料机构实现磁钢的自动上料,然后通过输送机构实现磁钢在操作台上沿预定方向移动,最后通过标记机构对被输送机构输送的磁钢进行标记,实现对大量磁钢的自动化标记,无需人工参与,降低了人工成本,减轻了工作负担,并且,能实现持续加工,提高了加工效率,满足大批量工作需求,同时也避免了因人工标记导致的误操作风险,安全性更高。
2、具体技术方案如下:
3、一种磁极方向划线识别喷码设备,用于对磁钢进行磁极标记,具有这样的特征,包括:
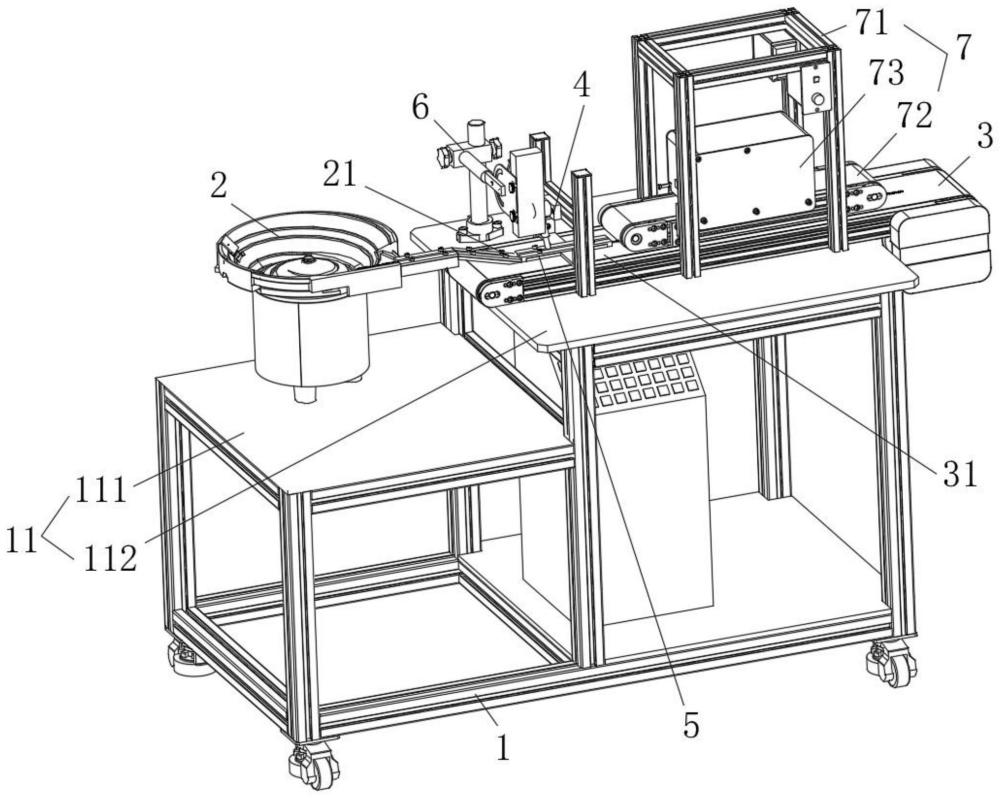
4、操作台,操作台具有操作面板;
5、上料机构,上料机构设置于操作面板上,上料机构具有一送料口,待标记的磁钢从送料口中送出;
6、输送机构,输送机构包括一输送带,输送带安装于操作面板上,且输送带的一端延伸至送料口处,并承接从送料口中送出的磁钢;
7、标记机构,标记机构包括安装架、安装座以及标记工具,安装架的下端固定于操作面板上,安装架的上端延伸至输送带的上方,安装座安装于安装架延伸至输送带上方的一端上,标记工具安装于安装座上,且标记工具的标记部延伸至输送带的带面处并与输送带上的磁钢的表面接触。
8、上述的一种磁极方向划线识别喷码设备,其中,还包括保持架,保持架设置于输送带上方,保持架具有两导向板,两导向板沿输送带的输送方向间隔布置,且两导向板平行,同时,两导向板的一端连接于送料口上,且送料口与两导向板间的间隔连通。
9、上述的一种磁极方向划线识别喷码设备,其中,保持架还包括连接架和调节板,连接架的一端固定于安装架上,连接架的另一端朝向输送带延伸,并且,连接架向输送带延伸的一端上设置有与带面平行的调节板,导向板安装于调节板上。
10、上述的一种磁极方向划线识别喷码设备,其中,安装座包括固定座、安装柱以及锁紧件,固定座安装于安装架延伸至输送带上方的一端上,安装座的一侧设置有朝向输送带输送方向突出的安装柱,同时,安装柱上开设有一向下贯穿的安装孔,并且,安装柱的壁体上开设有一连通安装孔的锁紧孔,锁紧件安装于锁紧孔内且一端延伸至安装孔内,标记工具穿设于安装孔内并被锁紧件压紧。
11、上述的一种磁极方向划线识别喷码设备,其中,还包括喷码机构,喷码机构包括立架、横架以及喷码机头,立架竖直朝上固定于操作面板上,横架的一端安装于立架的上端且横置于输送带的上方,喷码机头安装于横架的另一端且朝向输送带布置。
12、上述的一种磁极方向划线识别喷码设备,其中,立架和横架之间设置有第一调节件,第一调节件的一端开设有沿竖直方向贯穿的第一调节孔,第一调节件的另一端开设有沿水平方向贯穿的第二调节孔,且第一调节件的两端侧壁上均设置有限位孔并分别与第一调节孔和第二调节孔连通,同时两限位孔内均设置有限位件,立架的上端插入至的第一调节孔内并被对应的限位孔中的限位件抵紧,横架与立架连接的一端插入至第二调节孔内并被对应的限位孔中的限位件抵紧。
13、上述的一种磁极方向划线识别喷码设备,其中,横架与喷码机头之间设置有第二调节件,第二调节件包括偏摆板、转轴以及锁紧把手,转轴安装于横架延伸至输送带上方的一端上,偏摆板的中部铰接于转轴上,偏摆板的一侧开设有以转轴为圆心的圆弧形调节槽,锁紧把手的一端穿过圆弧形调节槽后与横架螺纹连接,喷码机头安装于偏摆板的另一侧上。
14、上述的一种磁极方向划线识别喷码设备,其中,上料机构为振动上料盘。
15、上述的一种磁极方向划线识别喷码设备,其中,操作面板上且位于标记机构背离上料机构的一侧设置有充磁机构,充磁机构包括机架、压紧带以及充磁机,机架底端固定于操作面板上,压紧带安装于机架的上端且同向置于输送带的上方,充磁机安装于压紧带或机架上且朝向输送带布置。
16、上述的一种磁极方向划线识别喷码设备,其中,操作面板为分体结构,包括下台板和上台板,在竖直方向上,下台板的高度低于上台板的高度,并且,上料机构设置于下台板上,输送机构和标记机构均设置于上台板上。
17、上述技术方案的积极效果是:
18、上述的磁极方向划线识别喷码设备,通过在操作台的操作面板上设置上料机构、输送机构以及标记机构,通过上料机构将待标记的磁钢自动输送至输送带上,并通过输送机构进行转运,同时,通过标记机构对处于输送机构上的待标记的磁钢进行磁极标记,从而满足对磁钢的磁极进行预先标记的加工需求,既能避免人工参与导致的人工成本高、工作负担重的问题,又能实现持续性机加工,提升了加工效率,同时也避免了人工标记时出现易误操作的问题,安全性更高,满足大批量磁钢的标记加工需求。
技术特征:
1.一种磁极方向划线识别喷码设备,用于对磁钢进行磁极标记,其特征在于,包括:
2.根据权利要求1所述的磁极方向划线识别喷码设备,其特征在于,还包括保持架,所述保持架设置于所述输送带上方,所述保持架具有两导向板,两所述导向板沿所述输送带的输送方向间隔布置,且两所述导向板平行,同时,两所述导向板的一端连接于所述送料口上,且所述送料口与两所述导向板间的间隔连通。
3.根据权利要求2所述的磁极方向划线识别喷码设备,其特征在于,所述保持架还包括连接架和调节板,所述连接架的一端固定于所述安装架上,所述连接架的另一端朝向所述输送带延伸,并且,所述连接架向所述输送带延伸的一端上设置有与带面平行的所述调节板,所述导向板安装于所述调节板上。
4.根据权利要求1所述的磁极方向划线识别喷码设备,其特征在于,所述安装座包括固定座、安装柱以及锁紧件,所述固定座安装于所述安装架延伸至所述输送带上方的一端上,所述安装座的一侧设置有朝向所述输送带输送方向突出的安装柱,同时,所述安装柱上开设有一向下贯穿的安装孔,并且,所述安装柱的壁体上开设有一连通所述安装孔的锁紧孔,所述锁紧件安装于所述锁紧孔内且一端延伸至所述安装孔内,所述标记工具穿设于所述安装孔内并被所述锁紧件压紧。
5.根据权利要求1所述的磁极方向划线识别喷码设备,其特征在于,还包括喷码机构,所述喷码机构包括立架、横架以及喷码机头,所述立架竖直朝上固定于所述操作面板上,所述横架的一端安装于所述立架的上端且横置于所述输送带的上方,所述喷码机头安装于所述横架的另一端且朝向所述输送带布置。
6.根据权利要求5所述的磁极方向划线识别喷码设备,其特征在于,所述立架和所述横架之间设置有第一调节件,所述第一调节件的一端开设有沿竖直方向贯穿的第一调节孔,所述第一调节件的另一端开设有沿水平方向贯穿的第二调节孔,且所述第一调节件的两端侧壁上均设置有限位孔并分别与所述第一调节孔和所述第二调节孔连通,同时两所述限位孔内均设置有限位件,所述立架的上端插入至所述第一调节孔内并被对应的所述限位孔中的所述限位件抵紧,所述横架与所述立架连接的一端插入至所述第二调节孔内并被对应的所述限位孔中的所述限位件抵紧。
7.根据权利要求6所述的磁极方向划线识别喷码设备,其特征在于,所述横架与所述喷码机头之间设置有第二调节件,所述第二调节件包括偏摆板、转轴以及锁紧把手,所述转轴安装于所述横架延伸至所述输送带上方的一端上,所述偏摆板的中部铰接于所述转轴上,所述偏摆板的一侧开设有以所述转轴为圆心的圆弧形调节槽,所述锁紧把手的一端穿过所述圆弧形调节槽后与所述横架螺纹连接,所述喷码机头安装于所述偏摆板的另一侧上。
8.根据权利要求1所述的磁极方向划线识别喷码设备,其特征在于,所述上料机构为振动上料盘。
9.根据权利要求1所述的磁极方向划线识别喷码设备,其特征在于,所述操作面板上且位于所述标记机构背离所述上料机构的一侧设置有充磁机构,所述充磁机构包括机架、压紧带以及充磁机,所述机架底端固定于所述操作面板上,所述压紧带安装于所述机架的上端且同向置于所述输送带的上方,所述充磁机安装于所述压紧带或所述机架上且朝向所述输送带布置。
10.根据权利要求9所述的磁极方向划线识别喷码设备,其特征在于,所述操作面板为分体结构,包括下台板和上台板,在竖直方向上,所述下台板的高度低于所述上台板的高度,并且,所述上料机构设置于所述下台板上,所述输送机构和所述标记机构均设置于所述上台板上。
技术总结
本技术提供了一种磁极方向划线识别喷码设备,属于磁性材料技术领域。一种磁极方向划线识别喷码设备包括操作台、上料机构、输送机构以及标记机构;本技术通过将上料机构、输送机构以及标记机构均安装于操作台的操作面板上,待标记的磁钢通过上料机构自动输送至输送带上,并通过输送机构对待标记的磁钢进行转运至标记机构处,再通过标记机构的标记工具的标记部接触输送机构上的待标记的磁钢的表面并在该表面上进行磁极标记,实现对磁钢磁极的预先标记,全程自动化加工,既能避免人工参与导致的人工成本高、工作负担重的问题,又能提升加工效率,有效避免人工标记时出现易误操作的问题,加工安全性更高,利于大批量磁钢的标记加工需求。
技术研发人员:尹善攀,潘道良,高强
受保护的技术使用者:宁波科星材料科技有限公司
技术研发日:20231102
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!