一种先贴合后移印补边用胶头及其工艺的制作方法
本发明涉及玻璃生产,尤其涉及一种先贴合后移印补边用胶头及其工艺。
背景技术:
1、行业内现有的补边工艺按补边工艺顺序分为“贴合-喷涂补边”和“移印补边-贴合”。“贴合-喷涂补边”方式具体为:将贴合工序后产品(带膜片)摆放在喷涂载板或治具上,利用喷枪按既定路径做往复运动并喷涂油墨,实现对产品边缘进行补边,补边后的产品流入到隧道炉,对油墨进行干燥,油墨干燥后,进行下一工序处理。“移印补边-贴合”方式具体为:将未进行贴合作业产品(不带膜片),通过移印胶头转印的方式,将所需补边外形油墨转移至产品上,再流入到隧道炉或烤箱,对油墨进行干燥,进行下一工序处理。但是两种补边工艺仍存在不足之处:在“贴合-喷涂补边”工艺中,生产治具需要定期进行清洗,生产作业过程中容易产生报废,生产周期内需要大量加工费和材料费。喷涂作业是喷枪在产品上方做往复运动,会导致产品的凸面有较多的雾状油墨,而且产品距离载板较近,部分喷涂油墨喷涂到载板上,发生反弹,使产品的凸面的雾状面油更多,导致在喷涂补边后擦面油的效率比较低下,且较难擦拭干净,导致浪费大量人力,且未擦干净的面油有流通到下工序的风险。在“移印补边-贴合”:因补边工序在贴合之前,贴合时膜片需要对移印补边油墨进行遮盖,为防止贴合时产生气泡或者亮线,移印补边油墨的膜厚需控制在0.015mm以内,此膜厚作业时,对后续生产制程要求较高,对产品进行超声波清洗或者平板清洗时极易产生掉墨不良。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出一种先贴合后移印补边用胶头及其工艺。
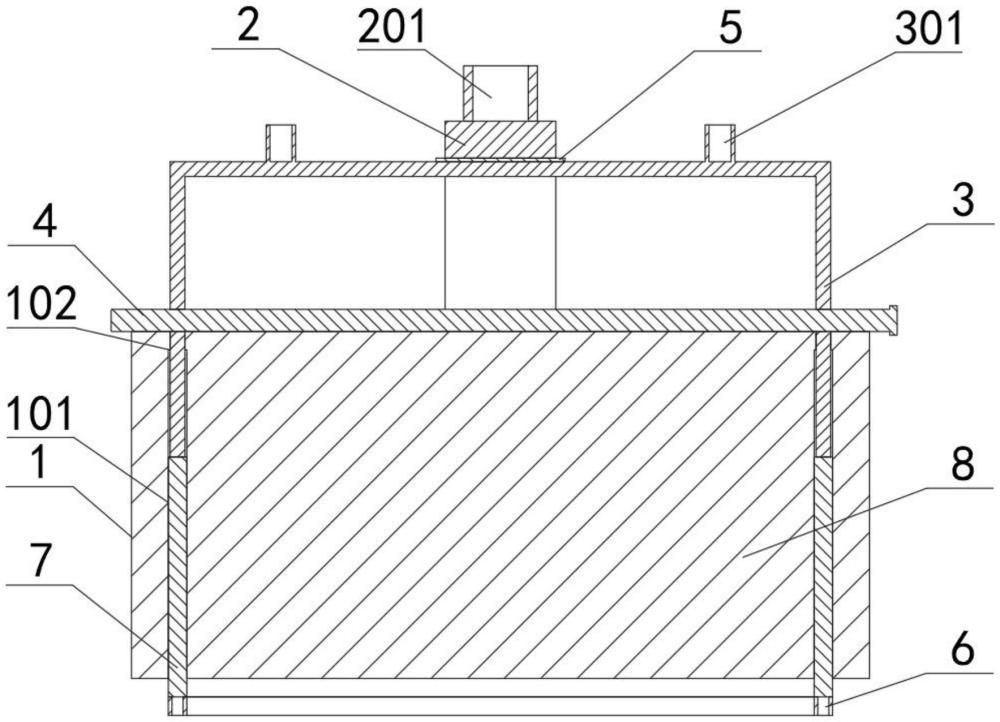
2、本发明提出的一种先贴合后移印补边用胶头,包括:胶头主体,胶头主体的内部开设有槽口,槽口的内部设置有支撑体,且支撑体与胶头主体之间形成安装槽,胶头主体上开设有两组呈中心对称分布的活动槽且活动槽与安装槽相连通,胶头主体上贯穿活动槽和安装槽活动安装有第二固定架,第二固定架上位于槽口的内部固定连接有固定件,固定件远离第二固定架的一端设置有呈环形分布的油墨槽。
3、优选地,第二固定架上通过两组限位孔安装有限位件,且限位件沿第二固定架分布方向安装,以使得第二固定架与支撑体之间保持相对静止状态。
4、优选地,当第二固定架与支撑体之间保持相对静止状态时,固定件的端部突出于支撑体的端部。
5、优选地,胶头主体靠近第二固定架的一端固定连接有第一固定架,且第一固定架与第二固定架呈十字交叉分布,第一固定架与第二固定架同中心线,且第一固定架与第二固定架沿中心线依次布置。
6、优选地,第二固定架上固定连接有两组第二安装口,第二安装口用于连接第二固定架的驱动机构,第一固定架上固定连接有第一安装口,第一安装口用于连接第一固定架的驱动机构。
7、优选地,第一固定架上位于第一固定架与第二固定架十字交叉处固定连接有吸附件,当第二固定架与支撑体之间保持相对静止状态时,第一固定架与第二固定架通过吸附件吸附连接。
8、优选地,当第二固定架与支撑体之间保持相对静止状态,胶头用于移印补边时,油墨槽与3d玻璃后盖的补边区贴合接触,油墨槽处于受压变形状态。
9、本发明提出的一种先贴合后移印补边工艺,包括上述任意一项所述的先贴合后移印补边用胶头,包括以下步骤:
10、s1、取墨工序:将胶头移动至油墨区上方的适当位置,取下限位件,启动第二固定架对应的驱动机构,驱动机构驱动第二固定架来带动固定件和油墨槽向靠近油墨区的方向移动,以使得油墨槽补充油墨;
11、s2、移印补边准备工序:启动第二固定架对应的驱动机构,驱动机构驱动第二固定架来带动固定件和油墨槽向远离油墨区的方向移动,以使得胶头恢复初始状态,并将胶头与贴合后待补边的3d玻璃后盖进行位置对齐;
12、s3、移印补边工序:启动第一固定架对应的驱动机构,驱动机构驱动第一固定架来带动胶头整体向靠近3d玻璃后盖的待补边区域移动,使得油墨槽与待补边区域挤压接触来完成移印操作。
13、本发明中,所提出的先贴合后移印补边用胶头及其工艺,将胶头移动至油墨区上方后取下限位件,启动第二固定架对应的驱动机构,通过该驱动机构驱动第二固定架来带动固定件和油墨槽向靠近油墨区的方向移动,以使得油墨槽完成取墨操作;取墨操作完成后,启动该驱动机构驱动第二固定架来带动固定件和油墨槽向远离油墨区的方向移动,以使得胶头恢复初始状态,并将胶头与贴合后待补边的3d玻璃后盖进行位置对齐;之后启动第一固定架对应的驱动机构,通过该驱动机构驱动第一固定架来带动胶头整体向靠近3d玻璃后盖的待补边区域移动,以使得油墨槽与待补边区域挤压接触来完成移印操作。实现了局部接触取墨以及移印补边操作。相比喷涂补边作业方式可大量减少擦拭面油所带来的人力成本;通过胶头作为载体对油墨进行转移,提高了油墨的利用率;相比先移印后贴合的作业方式,对移印工艺的膜厚限制解除,提高了制程良率。
技术特征:
1.一种先贴合后移印补边用胶头,其特征在于,包括:胶头主体(1),胶头主体(1)的内部开设有槽口,槽口的内部设置有支撑体(8),且支撑体(8)与胶头主体(1)之间形成安装槽(101),胶头主体(1)上开设有两组呈中心对称分布的活动槽(102)且活动槽(102)与安装槽(101)相连通,胶头主体(1)上贯穿活动槽(102)和安装槽(101)活动安装有第二固定架(3),第二固定架(3)上位于槽口的内部固定连接有固定件(7),固定件(7)远离第二固定架(3)的一端设置有呈环形分布的油墨槽(6)。
2.根据权利要求1所述的先贴合后移印补边用胶头,其特征在于,第二固定架(3)上通过两组限位孔(302)安装有限位件(4),且限位件(4)沿第二固定架(3)分布方向安装,以使得第二固定架(3)与支撑体(8)之间保持相对静止状态。
3.根据权利要求2所述的先贴合后移印补边用胶头,其特征在于,当第二固定架(3)与支撑体(8)之间保持相对静止状态时,固定件(7)的端部突出于支撑体(8)的端部。
4.根据权利要求3所述的先贴合后移印补边用胶头,其特征在于,胶头主体(1)靠近第二固定架(3)的一端固定连接有第一固定架(2),且第一固定架(2)与第二固定架(3)呈十字交叉分布,第一固定架(2)与第二固定架(3)同中心线,且第一固定架(2)与第二固定架(3)沿中心线依次布置。
5.根据权利要求4所述的先贴合后移印补边用胶头,其特征在于,第二固定架(3)上固定连接有两组第二安装口(301),第二安装口(301)用于连接第二固定架(3)的驱动机构,第一固定架(2)上固定连接有第一安装口(201),第一安装口(201)用于连接第一固定架(2)的驱动机构。
6.根据权利要求5所述的先贴合后移印补边用胶头,其特征在于,第一固定架(2)上位于第一固定架(2)与第二固定架(3)十字交叉处固定连接有吸附件(5),当第二固定架(3)与支撑体(8)之间保持相对静止状态时,第一固定架(2)与第二固定架(3)通过吸附件(5)吸附连接。
7.根据权利要求1所述的先贴合后移印补边用胶头,其特征在于,当第二固定架(3)与支撑体(8)之间保持相对静止状态,胶头用于移印补边时,油墨槽(6)与3d玻璃后盖的补边区贴合接触,油墨槽(6)处于受压变形状态。
8.一种先贴合后移印补边工艺,包括如权利要求1-7任意一项所述的先贴合后移印补边用胶头,其特征在于,包括以下步骤:
技术总结
本发明公开了一种先贴合后移印补边用胶头及其工艺,包括:胶头主体,胶头主体的内部开设有槽口,槽口的内部设置有支撑体,且支撑体与胶头主体之间形成安装槽,胶头主体上开设有两组呈中心对称分布的活动槽且活动槽与安装槽相连通,胶头主体上贯穿活动槽和安装槽活动安装有第二固定架,第二固定架上位于槽口的内部固定连接有固定件,固定件远离第二固定架的一端设置有呈环形分布的油墨槽。本申请的先贴合后移印补边用胶头及其工艺实现了局部接触取墨以及移印补边操作。相比喷涂补边的方式减少擦拭面油带来的人力成本;通过胶头作为载体对油墨进行转移,提高了油墨的利用率;相比先移印后贴合的方式,对移印工艺的膜厚限制解除,提高了制程良率。
技术研发人员:吴建勇,魏中凯,余彪
受保护的技术使用者:合肥金龙浩科技有限公司
技术研发日:
技术公布日:2024/8/26
- 还没有人留言评论。精彩留言会获得点赞!