连续卷料缺点标记方法及系统与流程
本发明属于工业生产领域,具体涉及一种连续卷料缺点标记方法及系统。
背景技术:
1、凡举光学膜制造业、纺织业、金属加工业、印刷造纸业等,当属连续卷状制程,产品皆有检测缺陷之需求,进阶更有将缺陷做标记,辅助后端制程进行良率模拟、辨识挑料分类、人员快速搜寻复检…等等应用。早期传统标记缺陷作法,为在卷料边缘架设划记笔,前端aoi进行检测卷料上缺陷的位置,再发布该位置坐标给计步监控系统,当测得缺陷抵达划记笔平行位置时,启动划记笔于卷料边侧上划记任何可辨识的标记符号;但此标记法存在表达缺陷位置不明确问题,当执行后端复检流程时,人员先于边侧上观察到标记点,再找寻平行位置上的缺陷,而缺陷类型属人眼难以判别者,就会造成寻找缺陷的困难与效率低落,尤其当多点缺陷出现密集,集中在邻近区域时,此边缘标记法因无法提供明确的缺陷数量,导致人员寻找缺陷会有严重漏失。
2、后续发展出以自动滑轨带动喷印机喷枪的方式,进行卷状产品物料的缺陷喷印标记,此法可以改善采用划笔于膜侧标记方式的缺点,每个缺陷可以被明确标示出来,人员复检判断缺陷位置不会有漏失,但此法在缺陷分布较为密集,生成数量较多的情况下,即无法对每一个缺陷都完成标记。针对此缺陷数量过多无法逐点喷印的问题,改良做法为加设多站的自动滑轨喷印模块,采用后端多数量的喷印单元,对应前端aoi检测缺陷数量过多的状况。作法逻辑为,aoi检测到缺陷,即刻将此缺陷位置坐标,传递给后方待命的喷印模块,譬如喷印模块有5组,则aoi抛送缺点信息的顺序为:1->2->3->4->5->1->2……,此法优点为保有针对每个缺陷进行准确喷印标记外,还能改善缺陷数量过多时,来不及标记的问题;而此方法的缺点为,依序指定编号喷印模块单元来进行标记工作,当缺陷数少量时,喷印模块的稼动率低,但当缺陷数多量时,喷印模块会有可能需要跨越过大幅宽距离而来不及喷印,导致漏喷,所以为了能达成大量缺陷喷印的需求,须加设后端更多数量的自动滑轨喷印单元,进而使设备成本增加,需求架设空间也更大,对于既有旧产在线加设喷印设备的难度会更高,新建产线也必须预留配置更大的专属空间,相对建置产线成本也更高。
技术实现思路
1、本发明的目的在于提供一种连续卷料缺点标记方法及系统,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:
3、连续卷料缺点标记方法,包括步骤:
4、步骤1:启动缺陷喷印单元和aoi检测单元;
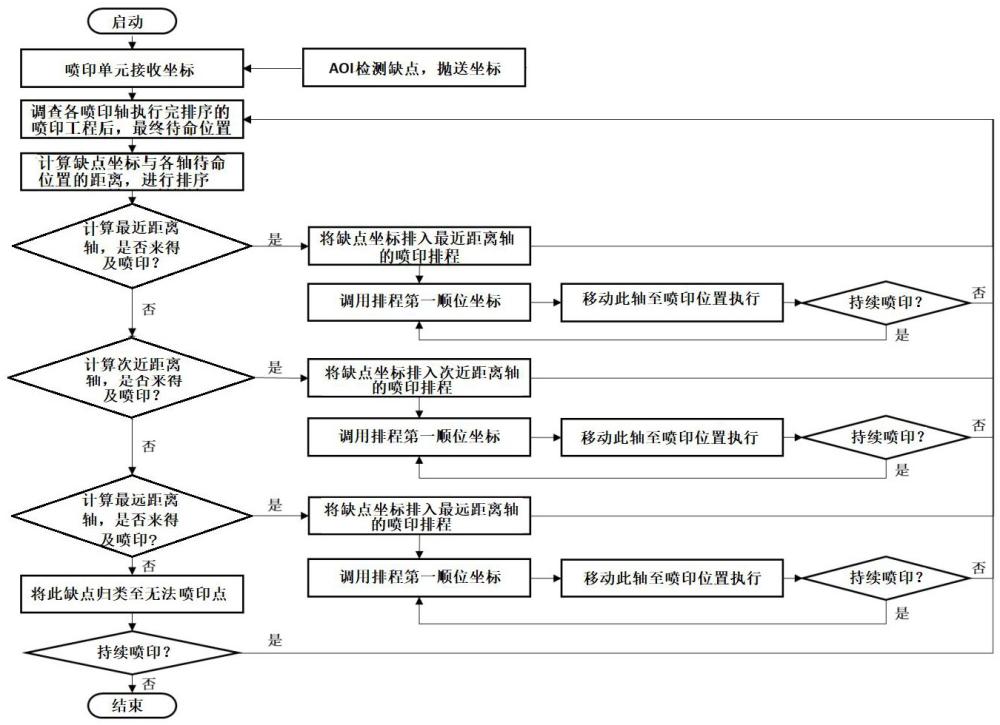
5、步骤2:aoi检测单元检测卷料的缺陷点,向缺陷喷印单元抛送缺点坐标,缺陷喷印单元接收aoi检测单元抛送出来的缺点坐标;
6、步骤3:缺陷喷印单元调查各喷印轴执行完排序的喷印工程后最终待命位置;
7、步骤4:缺陷喷印单元计算缺点坐标与各喷印轴待命位置的距离,依近到远规则进行排序;
8、步骤5:参照当前卷状生产机速、缺陷喷印单元的自动滑轨马达速度,依序计算各喷印轴何者可以及时移动到指定位置,完成缺陷喷印的工作,全数计算完成后,则将此缺陷喷印工作指派给距离最近且符合完成工作条件的喷印轴,令该喷印轴移动到与缺陷点同一横向位置上待命,通过编码计步器对缺陷纵向移动位置计算监控,当测得缺陷纵向位置抵达,则下令喷枪进行标记喷印。
9、进一步,所述步骤5中,计算各喷印轴何者可以及时移动到指定位置,包括步骤:首先计算最近距离的喷印轴是否来得及喷印;如果是,则将此缺点坐标排入最近距离喷印轴的喷印排程,将此缺点坐标调用为最近距离喷印轴排程第一顺位坐标,移动该最近距离喷印轴至喷印位置执行喷印工作。
10、进一步,如果计算的最近距离的喷印轴来不及喷印,则计算次近距离的喷印轴是否来得及喷印;如果是,则将此缺点坐标排入次近距离喷印轴的喷印排程,将此缺点坐标调用为次近距离喷印轴排程第一顺位坐标,移动该次近距离喷印轴至喷印位置执行喷印工作。
11、进一步,如果计算的次近距离的喷印轴来不及喷印,则计算最远距离喷印轴是否来得及喷印;如果是,则将此缺点坐标排入最远距离喷印轴的喷印排程,将此缺点坐标调用为最远距离喷印轴排程第一顺位坐标,移动该最远距离喷印轴至喷印位置执行喷印工作。
12、进一步,每一个喷印轴执行喷印工作后,计算是否持续喷印,如果是,则回到调用排程第一顺位坐标步骤进行喷印工作,如果否,则回到步骤3待命。
13、进一步,如果计算的最远距离喷印轴来不及喷印,则将此缺点归类至无法喷印点。
14、进一步,缺点坐标被归类至无法喷印点,计算是否持续喷印,如果是,则回到步骤3重新调查计算,如果否则结束该点的喷印工作。
15、连续卷料缺点标记系统,包括缺陷喷印单元和aoi检测单元,所述缺陷喷印单元包括若干个滑轨,若干个滑轨沿着卷状生产线横向分布,每个滑轨上配置有可移动的喷印轴,所述喷印轴联接伺服电机驱动,喷印轴上安装有喷枪,喷印轴的伺服电机串接前端aoi检测单元;缺陷喷印单元还包括计算模块,aoi检测单元用于检测卷料的缺陷点,并向计算模块抛送缺点坐标,计算模块用于接收aoi检测单元抛送的缺点坐标后,参照当前卷状生产机速、各伺服电机转速,依序计算各喷印轴何者可以及时移动到指定位置,完成缺陷喷印的工作,全数计算完成后,则将此缺陷喷印工作指派给距离最近且符合完成工作条件的喷印轴,指派此喷印轴上的喷枪工作并向喷印轴的伺服电机发出指令,令喷印轴移动到与缺陷点同一横向位置上待命,通过编码计步器对缺陷纵向移动位置计算监控,当测得缺陷纵向位置抵达,则下令喷枪进行标记喷印。
16、有益效果:本发明创造揭示了一种自动规划缺陷坐标信息最适切的分派多喷印模块单元算法。此算法通过接收到aoi抛送出来的缺陷坐标点后,读取后方所有待命喷印模块单元的位置,分析各单元与此缺陷的距离,依近到远规则排序后,再参照当前卷状生产机速、喷印模块自动滑轨马达速度,依序计算各单元何者可以及时移动到指定位置,完成缺陷喷印的工作,全数计算完成后,则将此缺陷喷印工作指派给距离最近且符合完成工作条件者。
17、此标记系统采用伺服运动精密滑轨,串接前端aoi检测系统,接收缺陷坐标信息,带动标记用喷印机喷印头,于卷状生产线上进行横向移动。当系统接收到缺陷坐标后,计算挑选符合完成工作条件的喷印模块,指派此喷印工作并令其移动到与缺陷同一横向位置上待命,透过编码计步器对缺陷纵向移动位置计算监控,当测得缺陷纵向位置抵达,则下令喷枪进行标记喷印。此算法可确保对每个缺陷进行准确喷印标记外,还能改善缺陷数量过多时,来不及标记的问题,且因挑选距离最近者执行,喷印模块不需要跑动过大幅宽距离进行喷印,可避免漏喷,在喷枪的配置上,也能因有效率的指派分配,架设的自动滑轨喷印单元数量,可大幅降低,成本与空间需求也更低,在既有旧产线及新建置产在线也更加有利。
技术特征:
1.连续卷料缺点标记方法,其特征在于,包括步骤:
2.根据权利要求1所述的连续卷料缺点标记方法,其特征在于,所述步骤5中,计算各喷印轴何者可以及时移动到指定位置,包括步骤:首先计算最近距离的喷印轴是否来得及喷印;如果是,则将此缺点坐标排入最近距离喷印轴的喷印排程,将此缺点坐标调用为最近距离喷印轴排程第一顺位坐标,移动该最近距离喷印轴至喷印位置执行喷印工作。
3.根据权利要求2所述的连续卷料缺点标记方法,其特征在于,如果计算的最近距离的喷印轴来不及喷印,则计算次近距离的喷印轴是否来得及喷印;如果是,则将此缺点坐标排入次近距离喷印轴的喷印排程,将此缺点坐标调用为次近距离喷印轴排程第一顺位坐标,移动该次近距离喷印轴至喷印位置执行喷印工作。
4.根据权利要求3所述的连续卷料缺点标记方法,其特征在于,如果计算的次近距离的喷印轴来不及喷印,则计算最远距离喷印轴是否来得及喷印;如果是,则将此缺点坐标排入最远距离喷印轴的喷印排程,将此缺点坐标调用为最远距离喷印轴排程第一顺位坐标,移动该最远距离喷印轴至喷印位置执行喷印工作。
5.根据权利要求4所述的连续卷料缺点标记方法,其特征在于,每一个喷印轴执行喷印工作后,计算是否持续喷印,如果是,则回到调用排程第一顺位坐标步骤进行喷印工作,如果否,则回到步骤3待命。
6.根据权利要求4所述的连续卷料缺点标记方法,其特征在于,如果计算的最远距离喷印轴来不及喷印,则将此缺点归类至无法喷印点。
7.根据权利要求6所述的连续卷料缺点标记方法,其特征在于,缺点坐标被归类至无法喷印点,计算是否持续喷印,如果是,则回到步骤3重新调查计算,如果否则结束该点的喷印工作。
8.连续卷料缺点标记系统,其特征在于,包括缺陷喷印单元和aoi检测单元,所述缺陷喷印单元包括若干个滑轨,若干个滑轨沿着卷状生产线横向分布,每个滑轨上配置有可移动的喷印轴,所述喷印轴联接伺服电机驱动,喷印轴上安装有喷枪,喷印轴的伺服电机串接前端aoi检测单元;缺陷喷印单元还包括计算模块,aoi检测单元用于检测卷料的缺陷点,并向计算模块抛送缺点坐标,计算模块用于接收aoi检测单元抛送的缺点坐标后,参照当前卷状生产机速、各伺服电机转速,依序计算各喷印轴何者可以及时移动到指定位置,完成缺陷喷印的工作,全数计算完成后,则将此缺陷喷印工作指派给距离最近且符合完成工作条件的喷印轴,指派此喷印轴上的喷枪工作并向喷印轴的伺服电机发出指令,令喷印轴移动到与缺陷点同一横向位置上待命,通过编码计步器对缺陷纵向移动位置计算监控,当测得缺陷纵向位置抵达,则下令喷枪进行标记喷印。
技术总结
本发明具体涉及一种连续卷料缺点标记方法及系统,其方法包括步骤:接收到AOI抛送出来的缺陷坐标点后,读取后方所有待命喷印模块单元的位置,分析各单元与此缺陷的距离,依近到远规则排序后,再参照当前卷状生产机速、喷印模块自动滑轨马达速度,依序计算各单元何者可以及时移动到指定位置,完成缺陷喷印的工作,全数计算完成后,则将此缺陷喷印工作指派给距离最近且符合完成工作条件者。此算法可确保对每个缺陷进行准确喷印标记外,还能改善缺陷数量过多时,来不及标记的问题,可避免漏喷,在喷枪的配置上,也能因有效率的指派分配,架设的自动滑轨喷印单元数量,可大幅降低,成本与空间需求也更低,在既有旧产线及新建置产在线也更加有利。
技术研发人员:陈志忠,王俊涵,王逊,何声杰
受保护的技术使用者:深圳市玻尔智造科技有限公司
技术研发日:
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!