一种胶管装配定位标识点移印用定位工装的制作方法
本技术涉及定位工装,具体为一种胶管装配定位标识点移印用定位工装。
背景技术:
1、在现有橡胶管生产中,胶管需与快插接头进行装配,装配时每次都耗费人力和时间对装配角度进行调整。此工装设计,先在胶管上移印一圆形标记,在与快插接头上的定位凸台对齐装配,后续不用再多余调试装配的角度,节省了人力、物力、时间、提高了工作效率。
2、现有的橡胶管生产中,胶管需与快插接头进行装配,装配时每次都耗费人力和时间对装配角度进行调整,为此,我们提出一种胶管装配定位标识点移印用定位工装。
技术实现思路
1、本实用新型的目的在于提供一种胶管装配定位标识点移印用定位工装,以解决上述背景技术中提出现有的橡胶管生产中,胶管需与快插接头进行装配,装配时每次都耗费人力和时间对装配角度进行调整的问题。
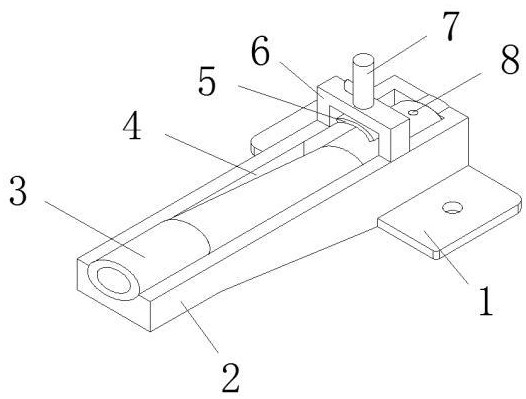
2、为实现上述目的,本实用新型提供如下技术方案:一种胶管装配定位标识点移印用定位工装,包括安装底板,所述安装底板的上方一体式固定安装有定位块,所述定位块的内部开设有定位槽,所述定位槽的内部安装有胶管本体,所述胶管本体的上表面设置有移印标识点,所述定位块的上方一体式固定安装有固定架,所述固定架的上方安装有电动推杆,所述电动推杆的输出端安装有定位压板,所述定位槽的内部右侧固定安装有定位柱。
3、优选的,所述定位槽内部的形状尺寸与胶管本体的形状尺寸局部相吻合。
4、优选的,所述定位柱的直径尺寸与胶管本体内部的直径尺寸相吻合。
5、优选的,所述定位压板通过电动推杆实现在固定架的内部上下移动。
6、优选的,所述定位压板呈弧形状结构,且定位压板的弧度与胶管本体的外表面弧度相吻合。
7、与现有技术相比,本实用新型提供了一种胶管装配定位标识点移印用定位工装,具备以下有益效果:该胶管装配定位标识点移印用定位工装,通过设置定位槽和定位柱对胶管本体进行定位,以及通过电动推杆和定位压板对胶管本体进行压制固定,以便于对胶管本体进行精准标识点移印,方便胶管本体后续与快插接头装配对齐,不需要调整快插接头的装配方向,节省了人力、物力、时间、提高了工作效率。
技术特征:
1.一种胶管装配定位标识点移印用定位工装,其特征在于,包括:
2.根据权利要求1所述的一种胶管装配定位标识点移印用定位工装,其特征在于,所述定位槽(4)内部的形状尺寸与胶管本体(3)的形状尺寸局部相吻合。
3.根据权利要求1所述的一种胶管装配定位标识点移印用定位工装,其特征在于,所述定位柱(9)的直径尺寸与胶管本体(3)内部的直径尺寸相吻合。
4.根据权利要求1所述的一种胶管装配定位标识点移印用定位工装,其特征在于,所述定位压板(5)通过电动推杆(7)实现在固定架(6)的内部上下移动。
5.根据权利要求1所述的一种胶管装配定位标识点移印用定位工装,其特征在于,所述定位压板(5)呈弧形状结构,且定位压板(5)的弧度与胶管本体(3)的外表面弧度相吻合。
技术总结
本技术公开了一种胶管装配定位标识点移印用定位工装,包括安装底板,所述安装底板的上方一体式固定安装有定位块,所述定位块的内部开设有定位槽,所述定位槽的内部安装有胶管本体,所述胶管本体的上表面设置有移印标识点,所述定位块的上方一体式固定安装有固定架,所述固定架的上方安装有电动推杆,所述电动推杆的输出端安装有定位压板。该胶管装配定位标识点移印用定位工装,通过设置定位槽和定位柱对胶管本体进行定位,以及通过电动推杆和定位压板对胶管本体进行压制固定,以便于对胶管本体进行精准标识点移印,方便胶管本体后续与快插接头装配对齐,不需要调整快插接头的装配方向,节省了人力、物力、时间、提高了工作效率。
技术研发人员:郭志强,郭飞飞,郭文龙,史文斌,袁慧娴,王开
受保护的技术使用者:瑞和汽车系统有限公司
技术研发日:20240531
技术公布日:2025/3/18
- 还没有人留言评论。精彩留言会获得点赞!