一种抗氧化铁制工艺品制作工艺的制作方法
1.本发明涉及制作工艺领域,尤其涉及一种抗氧化铁制工艺品制作工艺。
背景技术:
2.铁在自然界中分布极为广泛,但人类发现和利用铁却比黄金和铜要迟。由于天然的单质状态的铁在地球上非常稀少,而且它容易氧化生锈,加上它的熔点(1812k)又比铜(1356k)高得多,就使得它比铜难于熔炼。人类最早发现的铁是从天空落下来的陨石,陨石中含铁的百分比很高,是铁和镍、钴等金属的混合物,在融化铁矿石的方法尚未问世,人类不可能大量获得生铁的时候,铁一直被视为一种带有神秘性的最珍贵的金属。随着时间的发展人们发现了用铁做成各种各样的工艺品真的很美丽,可以做装饰品和家居摆件。
3.但是现有技术中的铁制品采用一体式抗氧化制作工艺,抗氧化涂料附着力差,容易脱落影响使用舒适度,造成成品抗氧化能力差,铁制工艺品抗氧化的周期短。
技术实现要素:
4.为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种抗氧化铁制工艺品制作工艺,通过改善抗氧化铁制工艺品制作工艺的流程,提高抗氧化涂料的附着能力,使得铁制工艺品抗氧化的周期增加。
5.为达此目的,本发明采用以下技术方案:
6.本发明提供的一种抗氧化铁制工艺品制作工艺,包括以下步骤:
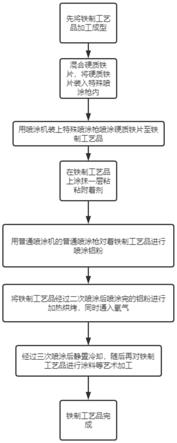
7.s01成型:先将铁制工艺品加工成型;
8.s02准备:混合硬质铁片,将所述硬质铁片装入特殊喷涂枪(3)内;
9.s03首次喷涂:用喷涂机装上特殊喷涂枪(3)喷涂所述铁制工艺品,使得铁制工艺品的表面由于硬质铁片的冲击而形成若干个不规则的凹槽;
10.s04涂层:在所述铁制工艺品上涂抹一层粘粘附着剂;
11.s05二次喷涂:用普通喷涂机的普通喷涂枪对着所述铁制工艺品进行喷涂铝粉,使得铝粉通过所述粘粘附着剂附着在所述铁制工艺品上,同时填补由于硬质铁片冲击而形成的凹槽;
12.s06烘烤:将所述铁制工艺品经过二次喷涂后喷涂完的铝粉进行加热烘烤,同时通入氧气,使得所述铁制工艺品表面的铝粉与氧气反应快速形成氧化铝;
13.s07冷却加工:经过三次喷涂后静置冷却,随后再对所述铁制工艺品进行涂料等艺术加工;
14.s08完成:所述铁制工艺品完成。
15.本发明优选地技术方案在于,所述s02准备过程中的所述硬质铁片的直径不超过0.7
㎜
。
16.本发明优选地技术方案在于,所述s03首次喷涂过程中的所述喷涂机的喷涂口与所述铁制工艺品之间形成不小于20
°
的夹角,进行对所述铁制工艺品的斜向喷涂,同时喷涂
的过程中所述铁制工艺品旋转。
17.本发明优选地技术方案在于,所述s06烘烤过程中的温度不超过60℃。
18.本发明优选地技术方案在于,所述s05二次喷涂的过程中,所述喷涂机的喷涂口在喷涂的过程中同步旋转。
19.本发明优选地技术方案在于,所述s03首次喷涂过程中的所述喷涂机的所述喷涂枪的枪头为圆形切面,且所述圆形切面上设置有若干个出料孔。
20.本发明优选地技术方案在于,所述出料孔的直径大于所述硬质铁片的直径。
21.本发明的有益效果为:
22.本发明提供的一种抗氧化铁制工艺品制作工艺,包括以下步骤:
23.s01成型:先将铁制工艺品加工成型;
24.s02准备:混合硬质铁片,将所述硬质铁片装入特殊喷涂枪(3)内;
25.s03首次喷涂:用喷涂机装上特殊喷涂枪(3)喷涂所述铁制工艺品,使得铁制工艺品的表面由于硬质铁片的冲击而形成若干个不规则的凹槽;
26.s04涂层:在所述铁制工艺品上涂抹一层粘粘附着剂;
27.s05二次喷涂:用普通喷涂机的普通喷涂枪对着所述铁制工艺品进行喷涂铝粉,使得铝粉通过所述粘粘附着剂附着在所述铁制工艺品上,同时填补由于硬质铁片冲击而形成的凹槽;
28.s06烘烤:将所述铁制工艺品经过二次喷涂后喷涂完的铝粉进行加热烘烤,同时通入氧气,使得所述铁制工艺品表面的铝粉与氧气反应快速形成氧化铝;
29.s07冷却加工:经过三次喷涂后静置冷却,随后再对所述铁制工艺品进行涂料等艺术加工;
30.s08完成:所述铁制工艺品完成;
31.通过改善抗氧化铁制工艺品制作工艺的流程,提高抗氧化涂料的附着能力,使得铁制工艺品抗氧化的周期增加。
附图说明
32.图1是本发明具体实施方式中提供的一种抗氧化铁制工艺品制作工艺整体流程示意图;
33.图2是本发明具体实施方式中提供的一种抗氧化铁制工艺品制作工艺特制喷涂枪示意图;
34.图中:
35.1、出料孔;2、圆形切面;3、喷涂枪;
具体实施方式
36.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
37.本发明提供的一种抗氧化铁制工艺品制作工艺,包括本发明提供的一种抗氧化铁制工艺品制作工艺,包括以下步骤:
38.包括以下步骤:
39.s01成型:先将铁制工艺品加工成型;
40.s02准备:混合硬质铁片,将硬质铁片装入特殊喷涂枪3内;
41.s03首次喷涂:用喷涂机装上特殊喷涂枪3喷涂铁制工艺品,使得铁制工艺品的表面由于硬质铁片的冲击而形成若干个不规则的凹槽;
42.s04涂层:在铁制工艺品上涂抹一层粘粘附着剂;
43.s05二次喷涂:用普通喷涂机的普通喷涂枪对着铁制工艺品进行喷涂铝粉,使得铝粉通过粘粘附着剂附着在铁制工艺品上,同时填补由于硬质铁片冲击而形成的凹槽;
44.s06烘烤:将铁制工艺品经过二次喷涂后喷涂完的铝粉进行加热烘烤,同时通入氧气,使得铁制工艺品表面的铝粉与氧气反应快速形成氧化铝;
45.s07冷却加工:经过三次喷涂后静置冷却,随后再对铁制工艺品进行涂料等艺术加工;
46.s08完成:铁制工艺品完成。
47.优选地,s02准备过程中的硬质铁片的直径不超过0.7
㎜
,防止硬质铁片直径太大而破坏铁制工艺品的外表面。
48.优选地,s03首次喷涂过程中的喷涂机的喷涂口与铁制工艺品之间形成不小于20
°
的夹角,进行对铁制工艺品的斜向喷涂,同时喷涂的过程中铁制工艺品旋转,通过旋转且形成夹角进行喷涂,使得不会破坏铁制工艺品的表层的同时,还能全方位喷涂到铁制工艺品,防止有遗漏的地方,通过硬质铁片,例如小铁球,在铁制工艺品上打出凹槽。
49.优选地,s06烘烤过程中的温度不超过60℃,由于铝很活泼容易和氧气反应生成致密的氧化铝薄膜,所以加热为了加速其反应,同时温度不能太高。
50.优选地,s05二次喷涂的过程中,喷涂机的喷涂口在喷涂的过程中同步旋转,全方位喷涂,使得铝粉附着的更加完整的黏在粘粘附着剂上,整体的抗氧化效果更全面。
51.优选地,s03首次喷涂过程中的喷涂机的喷涂枪3的枪头为圆形切面2,且圆形切面2上设置有若干个出料孔1,由于是含硬质铁片的特殊喷料,且现有技术的喷涂枪仅有一个喷口,使得喷涂效果不好,且只有一个出口力度会过大而导致破坏了铁制工艺品,所以使用特制的喷涂枪喷涂,硬质铁片通过出料孔1多方位喷出,控制硬质铁片出枪力度,保护铁制工艺品在加工过程中不会受到破坏。
52.本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本技术的权利要求内的实施例都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1