门框铰链压印模的制作方法
本技术涉及门扇生产设备,特别涉及一种门框铰链压印模。
背景技术:
1、目前关于门框明铰链生产加工工艺,一般都是采用先压印后冲孔的方式,压印的作用是可以将装配后的铰链很好的隐藏在门框里面,压印时需要根据工艺尺寸调整好定位工装,然后进行压印工序。
2、压印时需对工件进行定位,否则工件在压印过程产生滑移则会导致工件变形,直接导致产品废品率增加。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种门框铰链压印模,通过设置压紧定位滑块利用楔形块结构在成型压台下行的同时带动压紧定位滑块自动对工件进行固定,可避免工件在压印时发生滑移,进而避免由于工件滑移导致的工件变形,有效保证工件压印合格率。
2、本实用新型的目的是通过以下技术方案来实现的:
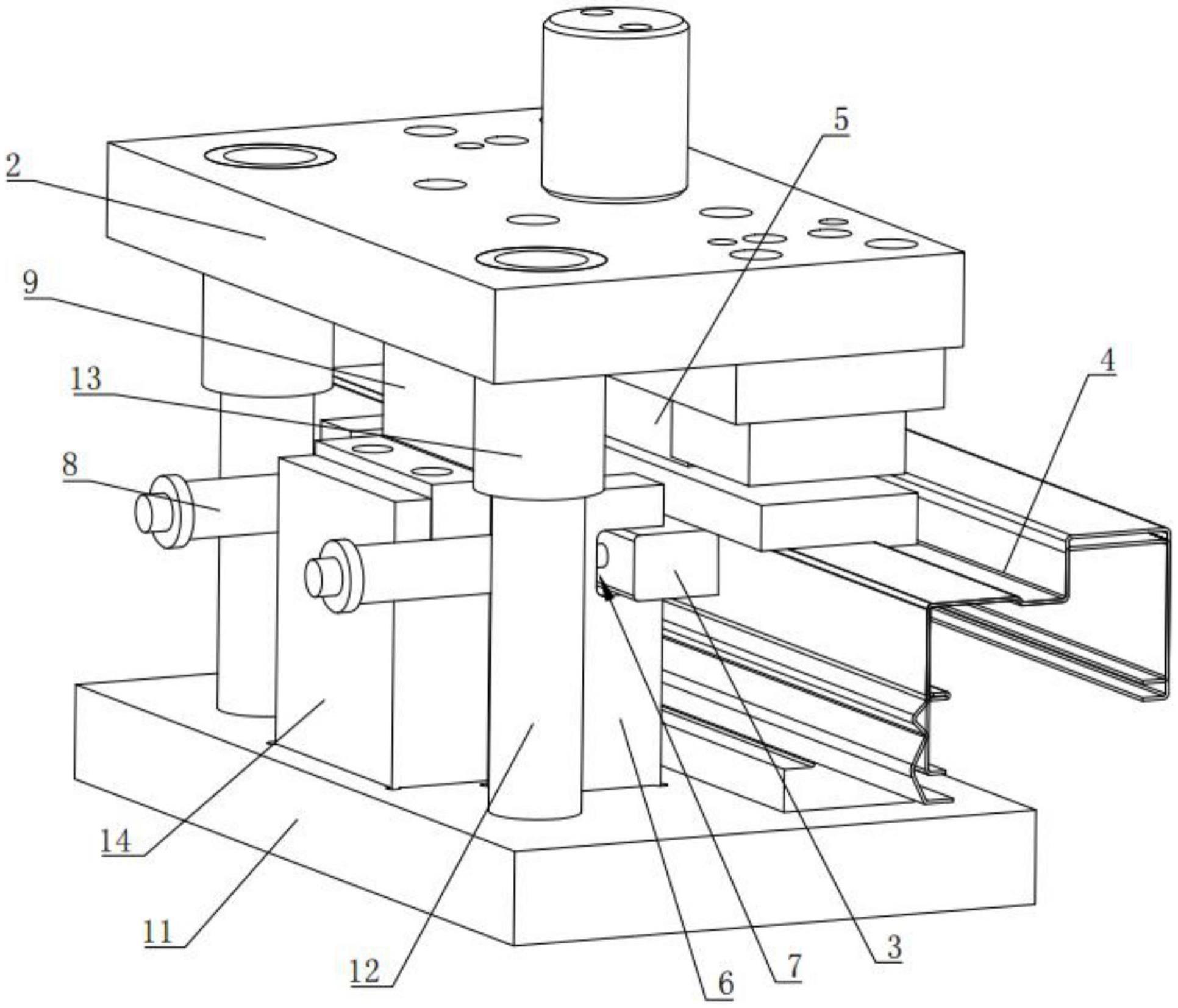
3、一种门框铰链压印模,包括支撑台、动力板和压紧定位滑块,所述动力板由驱动件带动沿竖向做实现运动,所述动力板的下表面设有成型压台,工件在所述成型压台和支撑台之间成型;
4、所述动力板下行时,驱动压紧定位滑块朝向支撑台方向运动压紧工件。
5、进一步地,还包括两个导向块,所述导向块上设置有水平的导向槽,两个导向块分别设置在所述压紧定位滑块的两端,所述压紧定位滑块的两端设置在导向槽内,所述压紧定位滑块通过复位件与所述导向块相连接;
6、所述动力板下表面设有驱动块,所述驱动块的底部为楔形结构;
7、所述压紧定位滑块中部设有于所述驱动块的底部适配的斜槽。
8、进一步地,还包括底座,所述支撑台、导向块均设置在底座上。
9、进一步地,所述底座上设有滑动柱,所述动力板上设有滑动导套,所述滑动导套滑动套设在所述滑动柱外部。
10、进一步地,所述底座上设有安装块,所述安装块上设有安装槽,所述安装槽内设有方形的导向部,所述导向部内转动连接有至少一根导向圆柱,所述导向圆柱的靠近驱动块的一侧与所述驱动块接触。
11、进一步地,所述成型压台的中部设有先压凸块。
12、进一步地,所述支撑台靠近导向块的一侧面设有定位槽。
13、本实用新型的有益效果是:
14、本实用新型通过设置压紧定位滑块利用楔形块结构在成型压台下行的同时带动压紧定位滑块自动对工件进行固定,可避免工件在压印时发生滑移,进而避免了由于工件滑移导致的工件变形,有效保证了工件压印合格率。
技术特征:
1.一种门框铰链压印模,其特征在于:包括支撑台、动力板和压紧定位滑块,所述动力板由驱动件带动沿竖向做实现运动,所述动力板的下表面设有成型压台,工件在所述成型压台和支撑台之间成型;
2.根据权利要求1所述门框铰链压印模,其特征在于:还包括两个导向块,所述导向块上设置有水平的导向槽,两个导向块分别设置在所述压紧定位滑块的两端,所述压紧定位滑块的两端设置在导向槽内,所述压紧定位滑块通过复位件与所述导向块相连接;
3.根据权利要求2所述门框铰链压印模,其特征在于:还包括底座,所述支撑台、导向块均设置在底座上。
4.根据权利要求3所述门框铰链压印模,其特征在于:所述底座上设有滑动柱,所述动力板上设有滑动导套,所述滑动导套滑动套设在所述滑动柱外部。
5.根据权利要求3所述门框铰链压印模,其特征在于:所述底座上设有安装块,所述安装块上设有安装槽,所述安装槽内设有方形的导向部,所述导向部内转动连接有至少一根导向圆柱,所述导向圆柱的靠近驱动块的一侧与所述驱动块接触。
6.根据权利要求1所述门框铰链压印模,其特征在于:所述成型压台的中部设有先压凸块。
7.根据权利要求2所述门框铰链压印模,其特征在于:所述支撑台靠近导向块的一侧面设有定位槽。
技术总结
本技术公开了一种门框铰链压印模,包括支撑台、动力板和压紧定位滑块,所述动力板由驱动件带动沿竖向做实现运动,所述动力板的下表面设有成型压台,工件在所述成型压台和支撑台之间成型;所述动力板下行时,驱动压紧定位滑块朝向支撑台方向运动压紧工件。本技术通过设置压紧定位滑块利用楔形块结构在成型压台下行的同时带动压紧定位滑块自动对工件进行固定,可避免工件在压印时发生滑移,进而避免了由于工件滑移导致的工件变形,有效保证了工件压印合格率。
技术研发人员:汪志川,敬萧,谢风浪
受保护的技术使用者:湖北合扬科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!