一种闸瓦追溯标识与磨耗限时标志打印装置的制作方法
本技术涉及一种闸瓦追溯标识与磨耗限时标志打印装置,具体属于合成闸瓦。
背景技术:
1、合成闸瓦是铁路车辆专用配件之一,列车在运行制动时闸瓦与车轮摩擦使列车停止运行,属于制动装置。目前,合成闸瓦在热压出模后会产生内应力,有部分闸瓦圆弧达不到铁标tb/t3104.1-2020的规定要求,而且合成闸瓦追溯标识与磨耗限时标志在制作时,需要多名员工合作才能完成闸瓦整形、追溯标识与磨耗限时标志,劳动强度高,生产效率低。针对上述问题,本实用新型提供了一种闸瓦追溯标识与磨耗限时标志打印装置,该装置结构简单、使用方便,采用该装置能够提高闸瓦圆弧标准,提高追溯标识与磨耗限时标志尺寸精度,自动化程度高,能保证产品质量,提高生产效率,降低劳动强度,并有利于降低生产成本。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种闸瓦追溯标识与磨耗限时标志打印装置,该装置结构简单、使用方便,采用该装置能够提高闸瓦圆弧标准,提高追溯标识与磨耗限时标志尺寸精度,自动化程度高,能保证产品质量,提高生产效率,降低劳动强度,并有利于降低生产成本。
2、为解决上述问题,本实用新型所采取的技术方案是:
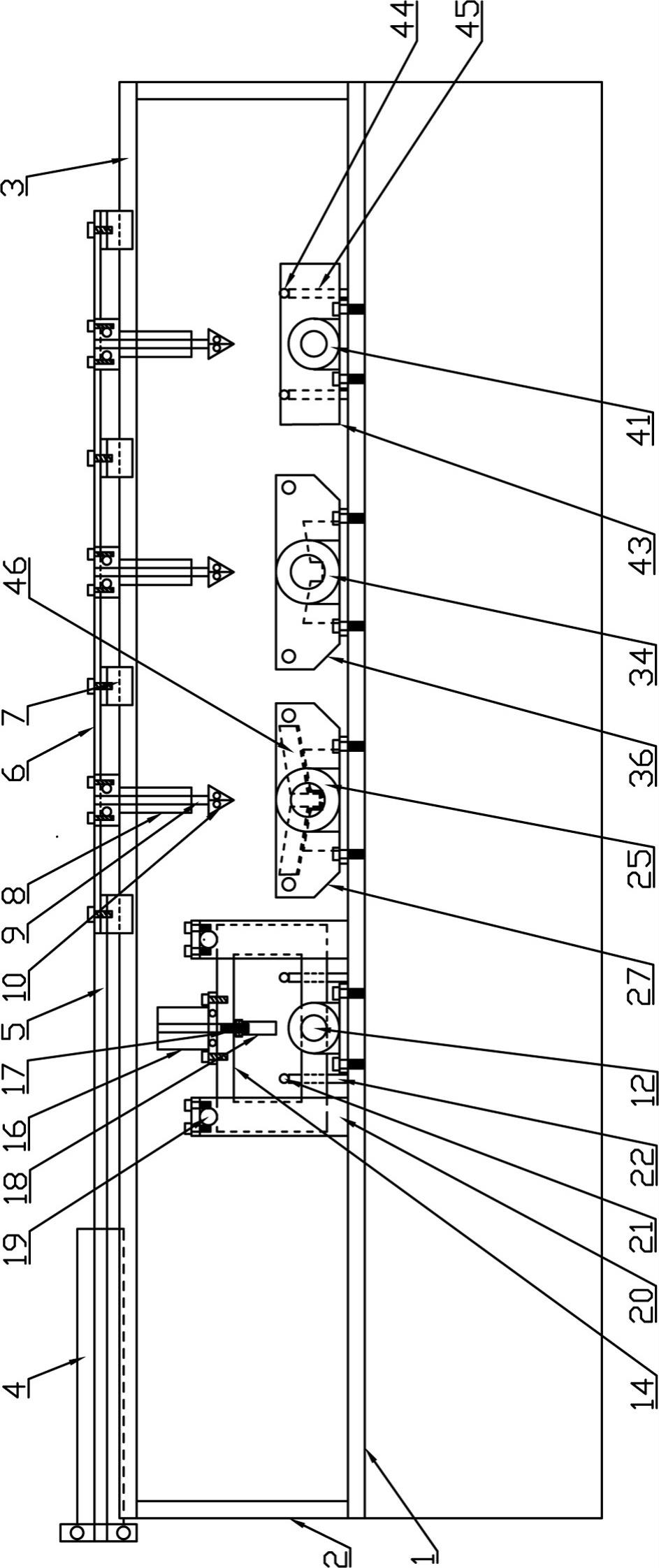
3、一种闸瓦追溯标识与磨耗限时标志打印装置,其包括工作台和设于工作台上方的直线滑轨架,所述工作台上从左往右依次设有圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置,所述圆弧整形装置包括设于工作台前端的圆弧整形推动气缸,所述圆弧整形推动气缸的圆弧整形推动气缸杆自由端连接有活动架,所述活动架顶部竖直设有圆弧整形气缸,所述圆弧整形气缸的圆弧整形气缸杆自由端固设有整形压头,所述工作台上在活动架后部设有两个定位挡板且两个定位挡板之间设有闸瓦圆弧调整螺栓;
4、所述追溯标识装置包括设于工作台前端的追溯标识压印气缸,所述追溯标识压印气缸的追溯标识压印气缸杆自由端固设有追溯标识压印活动板,所述工作台上固设有与所述追溯标识压印活动板相对应的追溯标识压印固定板,所述追溯标识压印固定板的前部设有追溯字头,所述工作台上在所述追溯标识压印固定板的前部设有两个闸瓦定位模板一;
5、所述磨耗限时标志装置包括设于工作台前端的磨耗限时标志压印气缸,所述磨耗限时标志压印气缸的磨耗限时标志压印气缸杆自由端固设有磨耗限时标志压印活动板,所述工作台上固设有与所述磨耗限时标志压印活动板相对应的磨耗限时标志压印固定板,所述磨耗限时标志压印固定板的前部设有磨耗限时标志压印刀,所述工作台上在所述磨耗限时标志压印固定板的前部设有两个闸瓦定位模板二;
6、所述闸瓦出料装置包括设于工作台前端的出料气缸 ,所述出料气缸的出料气缸杆自由端固设有出料推动板;
7、所述直线滑轨架设有多个直线滑轨轴承一,所述直线滑轨轴承一与推动架相连,所述推动架左端与固设于直线滑轨架上的推动气缸的推动气缸杆自由端相连,所述推动架上竖直设有多个闸瓦取放气缸,所述闸瓦取放气缸的闸瓦取放气缸杆自由端固设有气动机械手指。
8、作为本实用新型的一种实施方式,所述圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置等间距设置,所述闸瓦取放气缸等间距的设有三个,且所述圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置之间的间距与相邻闸瓦取放气缸之间的间距相等。
9、作为本实用新型的一种实施方式,所述工作台的后部相对所述活动架设有两条沿前后方向设置的直线滑轨二,所述直线滑轨二通过固定架一设置在所述工作台上,所述活动架四角处设有与所述直线滑轨二相适配的直线滑轨轴承二。
10、作为本实用新型的一种实施方式,所述活动架呈l型,所述圆弧整形气缸设置在活动架顶部的横板上,所述圆弧整形推动气缸杆与所述活动架的竖板相连。
11、作为本实用新型的一种实施方式,所述工作台后部在两个所述直线滑轨二之间设有两个直线滑轨三,所述直线滑轨三通过固定架二设置在所述工作台上。
12、作为本实用新型的一种实施方式,所述追溯标识压印固定板前端设有两个直线滑轨四,所述直线滑轨四从所述追溯标识压印活动板上穿过;所述磨耗限时标志压印固定板前端设有两个直线滑轨五,所述直线滑轨五从所述磨耗限时标志压印活动板上穿过。
13、作为本实用新型的一种实施方式,所述追溯标识压印活动板上设有与所述直线滑轨四相对应的过孔,所述磨耗限时标志压印活动板上设有与所述直线滑轨五相对应的过孔,所述追溯标识压印活动板和磨耗限时标志压印活动板顶部设有与所述过孔相连通的油杯。
14、作为本实用新型的一种实施方式,所述工作台的后部相对所述出料推动板设置有两条直线滑轨六,所述直线滑轨六通过固定架三设置在所述工作台上。
15、作为本实用新型的一种实施方式,所述磨耗限时标志压印刀设有两个,且所述磨耗限时标志压印刀上设有两个水平设置的刀刃。
16、作为本实用新型的一种实施方式,所述闸瓦定位模板一和闸瓦定位模板二上表面均与闸瓦下表面轮廓相适配。
17、采用上述技术方案所产生的有益效果在于:
18、本实用新型提供的闸瓦追溯标识与磨耗限时标志打印装置结构简单、使用方便,依次设置有圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置,通过闸瓦取放气缸和气动机械手指进行闸瓦在工位间的转移,同时进行四工位的生产,采用该装置能够提高闸瓦圆弧标准,提高追溯标识与磨耗限时标志尺寸精度,自动化程度高,能保证产品质量,提高生产效率,降低劳动强度,并有利于降低生产成本。
技术特征:
1.一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:其包括工作台和设于工作台上方的直线滑轨架,所述工作台上从左往右依次设有圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置,所述圆弧整形装置包括设于工作台前端的圆弧整形推动气缸,所述圆弧整形推动气缸的圆弧整形推动气缸杆自由端连接有活动架,所述活动架顶部竖直设有圆弧整形气缸,所述圆弧整形气缸的圆弧整形气缸杆自由端固设有整形压头,所述工作台上在活动架后部设有两个定位挡板且两个定位挡板之间设有闸瓦圆弧调整螺栓;
2.根据权利要求1所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置等间距设置,所述闸瓦取放气缸等间距的设有三个,且所述圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置之间的间距与相邻闸瓦取放气缸之间的间距相等。
3.根据权利要求1所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述工作台的后部相对所述活动架设有两条沿前后方向设置的直线滑轨二,所述直线滑轨二通过固定架一设置在所述工作台上,所述活动架四角处设有与所述直线滑轨二相适配的直线滑轨轴承二。
4.根据权利要求3所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述活动架呈l型,所述圆弧整形气缸设置在活动架顶部的横板上,所述圆弧整形推动气缸杆与所述活动架的竖板相连。
5.根据权利要求3所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述工作台后部在两个所述直线滑轨二之间设有两个直线滑轨三,所述直线滑轨三通过固定架二设置在所述工作台上。
6.根据权利要求1所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述追溯标识压印固定板前端设有两个直线滑轨四,所述直线滑轨四从所述追溯标识压印活动板上穿过;所述磨耗限时标志压印固定板前端设有两个直线滑轨五,所述直线滑轨五从所述磨耗限时标志压印活动板上穿过。
7.根据权利要求6所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述追溯标识压印活动板上设有与所述直线滑轨四相对应的过孔,所述磨耗限时标志压印活动板上设有与所述直线滑轨五相对应的过孔,所述追溯标识压印活动板和磨耗限时标志压印活动板顶部设有与所述过孔相连通的油杯。
8.根据权利要求1所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述工作台的后部相对所述出料推动板设置有两条直线滑轨六,所述直线滑轨六通过固定架三设置在所述工作台上。
9.根据权利要求1所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述磨耗限时标志压印刀设有两个,且所述磨耗限时标志压印刀上设有两个水平设置的刀刃。
10.根据权利要求8所述的一种闸瓦追溯标识与磨耗限时标志打印装置,其特征在于:所述闸瓦定位模板一和闸瓦定位模板二上表面均与闸瓦下表面轮廓相适配。
技术总结
本技术涉及一种闸瓦追溯标识与磨耗限时标志打印装置,其包括工作台和设于工作台上方的直线滑轨架,所述工作台上从左往右依次设有圆弧整形装置、追溯标识装置、磨耗限时标志装置和闸瓦出料装置,所述圆弧整形装置包括设于工作台前端的圆弧整形推动气缸,所述圆弧整形推动气缸的圆弧整形推动气缸杆自由端连接有活动架,所述活动架顶部竖直设有圆弧整形气缸。其结构简单、使用方便,通过闸瓦取放气缸和气动机械手指进行闸瓦在工位间的转移,同时进行四工位的生产,采用该装置能够提高闸瓦圆弧标准,提高追溯标识与磨耗限时标志尺寸精度,自动化程度高,能保证产品质量,提高生产效率,降低劳动强度,并有利于降低生产成本。
技术研发人员:许全起,方永智,满伟,段仕媚,张闪
受保护的技术使用者:河北腾跃铁路车辆配件科技有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!