一种机动车号牌压字结构的制作方法
:本技术涉及号牌制作领域,尤其涉及一种机动车号牌压字结构。
背景技术
0、
背景技术:
1、机动车号牌是用于识别车辆信息的重要标识,目前生产机动车号牌的流程为:首先,将铝卷经平直机整平后,再由覆膜机给铝卷覆膜,之后经冲孔和落料后,将铝材冲压为统一尺寸的半成品的号牌,再经压字机压出指定号码的凸字,最后由擦字机将凸字上的油墨擦掉,即可得到成品号牌。
2、由于各个环节都需要由单独的设备来完成,不仅需要消耗大量的人力,且目前的压字机多为由人工操作来拿取对应的字模放置于压字机的压字模框内,再由压字机完成压字工作。但是,人工操作难免出错,在实际的操作过程中,经常会出现字模拿取错误或顺序出错的情况,导致生产出来的车牌无法使用而作废;而且,由于经常会出现一个车牌中出现相同数字或字模的情况,因此,数字字模和字母字模通常都会放置多组,人工在从众多的字模中挑选出指定字模,而且压字完成后,字模需要放回原位,整个操作会花费较长的时间,而且容易产生疲劳,严重影响工作效率。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种机动车号牌压字结构。
2、本实用新型由如下技术方案实施:
3、一种机动车号牌压字结构,包括机架、字模存取机构以及压字机构;
4、所述字模存取机构和所述压字机构均设于所述机架上;
5、所述字模存取机构用于存放号牌压字用的若干字模,自动选出待生产号牌所需的字模并将选出的字模送至所述压字机构,待压字结束后,自动将选出的字模复位;
6、所述压字机构可以对号牌完成压字工序。
7、进一步的,所述字模存取机构包括字模库、推模杆以及推模气缸;
8、所述字模库包括并排设置的至少6组字模架和与所述字模架数量相等的竖直导轨,所述竖直导轨固定设于所述机架上;每组所述字模架均滑动设于相应的所述竖直导轨内,且每组所述字模架均由相应的选字模电机驱动;
9、每组所述字模架均包括若干相互固定连接的字模存放框,每个所述字模存放框包括上下设置的上字模存放格和下字模存放格;
10、所述字模存放框的两侧相通,且在远离所述压字机构的所述字模存放框的一侧均设有限位板;
11、在远离所述压字机构的所述字模存放框的一侧还设有水平设置的推模气缸,所述推模气缸的缸体与所述机架固定连接,所述推模气缸的活塞杆与所述推模杆固定连接,所述推模杆的数量与所述字模架的数量相等,所述推模杆可以沿水平方向自由穿过位置对应的所述字模存放框并将字模存放框内存放的字模推送至所述压字机构内;
12、在所述推模杆的自由端还设有电磁铁。
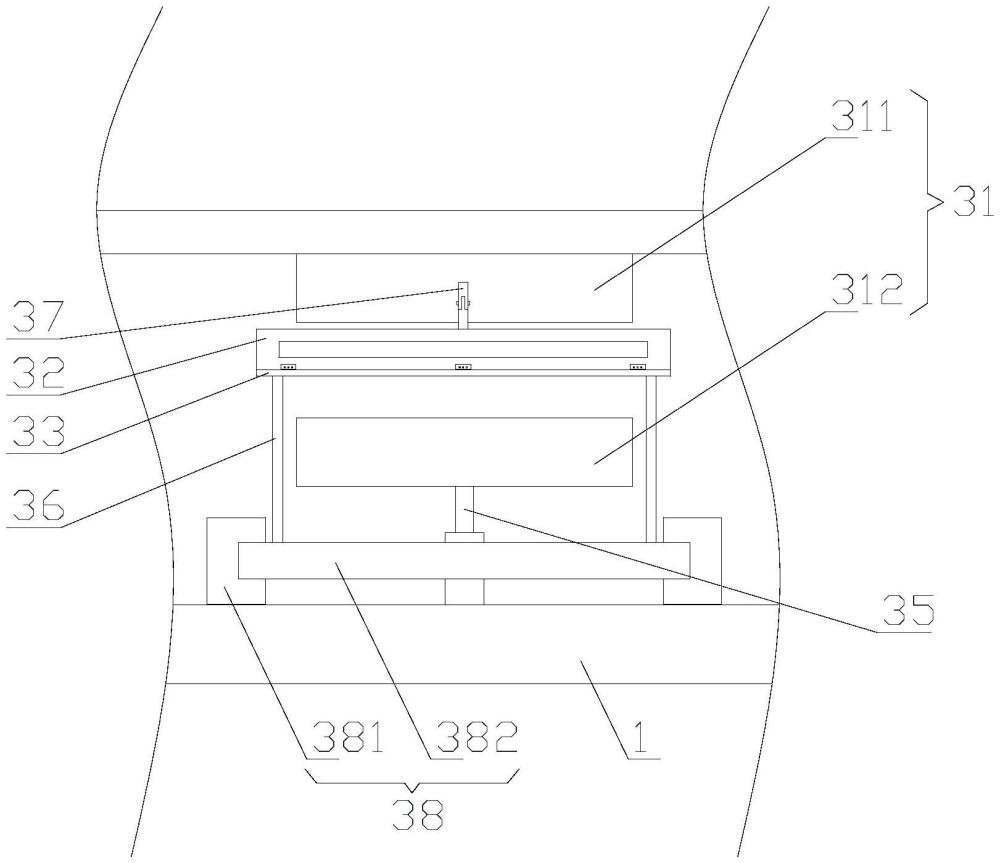
13、进一步的,所述压字机构包括压字架、上框架、下框架、压字气缸以及移动机构;
14、所述移动机构包括滑轨和滑块,所述滑轨固定设于所述机架上,所述滑块滑动设于所述滑轨上,且所述滑块由移动电机驱动;
15、所述压字架包括上压块和下压块,所述压字气缸的缸体与所述机架固定连接,所述压字气缸的活塞杆的顶端与所述下压块固定连接;所述上压块位于所述下压块的正上方并与所述机架固定连接;在所述上压块和所述下压块远离所述字模存取机构的一侧均设有挡板;
16、所述上框架和所述下框架均为水平设置的长方形框架结构,在所述上框架和所述下框架的相对内侧的框架上均开设有与号牌尺寸相匹配的放置槽,且所述上框架和所述下框架的所述放置槽的深度之和与所述号牌的厚度一致;
17、所述上框架与所述下框架靠近所述字模存取机构的一侧铰接,所述下框架通过固定杆与所述号牌输送机构的滑块固定连接,所述上框架远离所述字模存取机构的一侧通过开合连杆与所述上压块连接;所述下框架的高度处于所述上压块和所述下压块之间的间隙内。
18、进一步的,在所述机架上还设有触摸屏,所述触摸屏的信号输出端与控制器的信号输入端信号连接。
19、本实用新型的优点:
20、本实用新型可以实现自动压字的功能,不仅省事省力,可以提高生产效率,还可以避免人工失误造成的产品合格率下降的问题。同时,各个字模单独进行选取,不仅能同时选取多个字模,避免等待时间,而且也能避免字模不够用的情况,即便出现多个连号的号牌,也能准确、快速的选出字模。
技术特征:
1.一种机动车号牌压字结构,其特征在于,包括机架、字模存取机构以及压字机构;
2.根据权利要求1所述的一种机动车号牌压字结构,其特征在于,所述字模存取机构包括字模库、推模杆以及推模气缸;
3.根据权利要求1所述的一种机动车号牌压字结构,其特征在于,所述压字机构包括压字架、上框架、下框架、压字气缸以及移动机构;
4.根据权利要求1所述的一种机动车号牌压字结构,其特征在于,在所述机架上还设有触摸屏,所述触摸屏的信号输出端与控制器的信号输入端信号连接。
技术总结
本技术公开了一种机动车号牌压字结构,包括机架、字模存取机构以及压字机构;所述字模存取机构和所述压字机构均设于所述机架上;所述字模存取机构用于存放号牌压字用的若干字模,自动选出待生产号牌所需的字模并将选出的字模送至所述压字机构,待压字结束后,自动将选出的字模复位;所述压字机构可以对号牌完成压字工序。优点在于:本技术可以实现自动压字的功能,不仅省事省力,可以提高生产效率,还可以避免人工失误造成的产品合格率下降的问题。同时,各个字模单独进行选取,不仅能同时选取多个字模,避免等待时间,而且也能避免字模不够用的情况,即便出现多个连号的号牌,也能准确、快速的选出字模。
技术研发人员:赵文如,瑞凤,吴聚峰,王惠军
受保护的技术使用者:内蒙古警通科技有限公司
技术研发日:20230808
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!