一种异形多管光纤复合架空地线及制造方法与流程
本发明属于光缆,涉及异形多管光纤复合架空地线及制造方法。
背景技术:
1、光纤复合架空地线(opgw)是高压输电线路中的保护地线和光纤通信线路,架设在铁塔的顶端。
2、随着智能电网功能增长以及与移动通信、物联网的融合,使得输电线路上架设的光纤数量急速增加。作为高压输电线路中承载光纤的光纤复合架空地线(简写为opgw),一方面,受铁塔上的架空敷设方式、气象条件以及机械和电气性能的限制,使得opgw直径和重量增加受到很大限制,这给大芯数光纤的opgw结构设计带来很大困难;另一方面,受限于现有制造技术,不锈钢管保护的光纤单元都是圆形的,opgw中光纤单元数量以及每个光纤单元中光纤数量也都受到限制。因这几个方面的原因,目前实际应用的opgw中光纤芯数,大规格opgw很少超过96芯,小规格opgw更难以达到增加光纤数量。
3、为此,在满足设计寿命30年内仍能保持机械和电气性能的前提下,如何设计合理的特大光纤芯数光纤复合架空地线的结构,研究新的制造方法和工艺,成为行业研究的最前沿的技术课题之一。
技术实现思路
1、本发明的目的在于提供一种异形多管光纤复合架空地线及制造方法,能解决上述的问题。
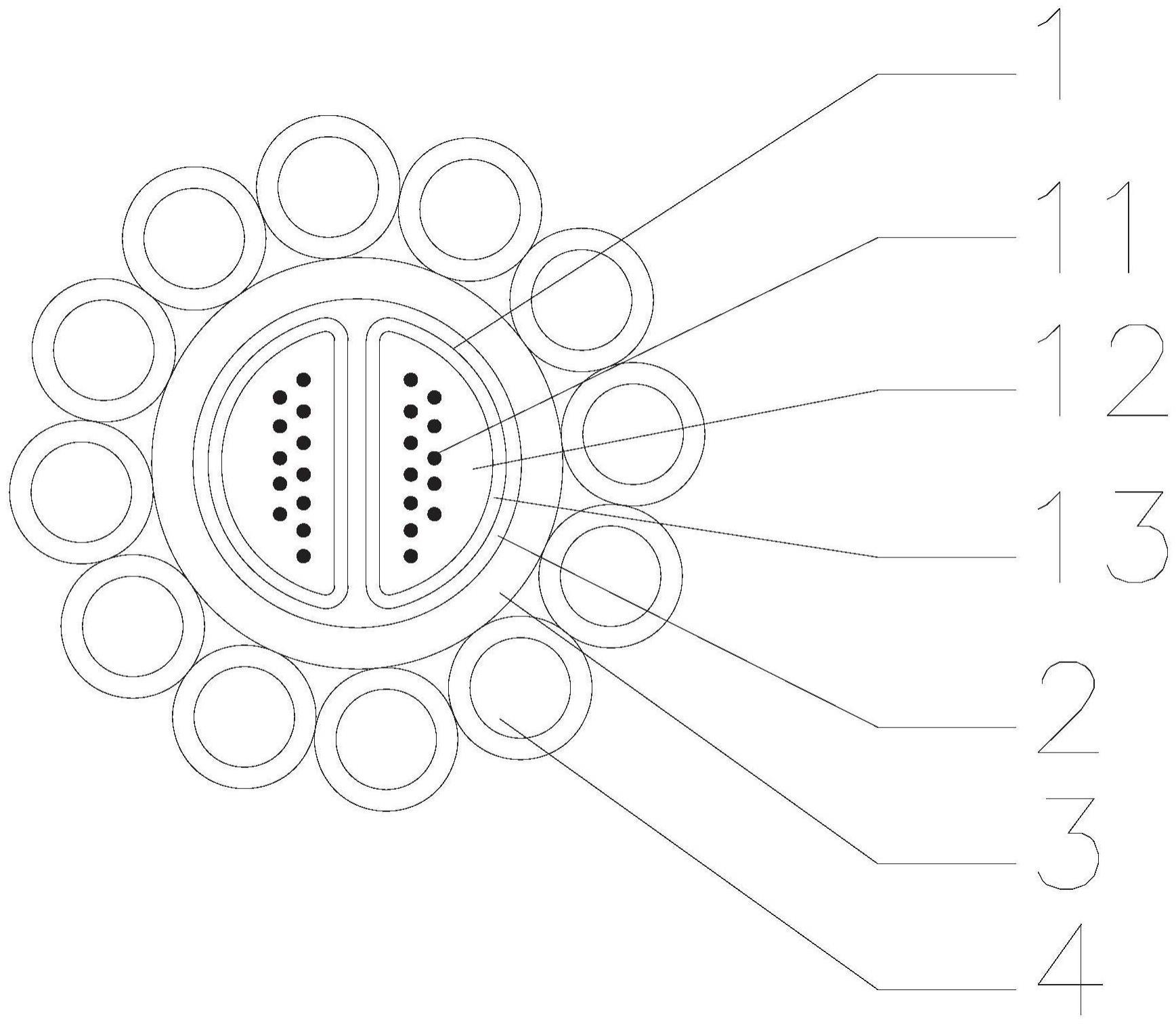
2、按照本发明提供的技术方案:一种异形多管光纤复合架空地线,包括内含多个异形光单元的金属管,金属管内周与异形光单元外周的间隙填充防腐膏,金属管外周以同心圆方式排列一层或多层导电加强件,异形光单元为含吸氢纤膏以及若干根光纤的不锈钢管,多个异形光单元拼成圆形结构。
3、作为本发明的进一步改进,不锈钢管采用半圆,两个半圆不锈钢管拼成圆形结构。
4、作为本发明的进一步改进,不锈钢管采用扇形,n个360°/n扇形的不锈钢管拼成圆形结构。
5、作为本发明的进一步改进,金属管采用不锈钢管或铝管或铝合金管。
6、作为本发明的进一步改进,导电加强件采用铝包钢线;或铝包钢线和铝合金线的组合。
7、一种异形多管光纤复合架空地线的制造方法,用于制造如上所述的光纤复合架空地线,包括如下步骤:
8、步骤一,异形光单元的制造;首先在圆形的不锈钢管中内置光纤、吸氢纤膏,接着将圆形的不锈钢管依次经过异型压滚轮组和异形拉拔模的组合,制成异形光单元;
9、步骤二,把金属带前端连接金属管牵引收线机,后端连接放带机,金属带在前移过程中弯成u形;
10、步骤三,在u形金属带内侧的底部中间位置喷置防腐膏;
11、步骤四,将多个异形光单元组成整体圆形并下压到u形金属带内侧的底部;
12、步骤五,在下一个工位把u形金属带进一步的弯成圆形金属带,圆形金属带两侧之间留有焊接间隙;
13、步骤六,将圆形金属带焊接为毛坯金属管;
14、步骤七,金属管拉拔定型;
15、步骤八,以金属管为中心,外周以螺旋的方式紧密绞合一层或多层导电加强件。
16、作为本发明的进一步改进,步骤一,加工前的圆形的不锈钢管与加工完成的不锈钢管内截面积比例为1.1-1.7。
17、作为本发明的进一步改进,步骤四,使用衡力摇摆压轮装置,衡力摇摆压轮装置包括摆杆,摆杆中部铰接生产线,摆杆一侧滑动安装重量调节块,重量调节块上连接重量锁紧螺栓;摆杆一侧铰接压轮框上端,压轮框下部转动连接压轮架两端,压轮架中部转动安装压轮,压轮外周设有弧形压槽;压轮把组成整体圆形的多个异形光单元下压到u形金属带内侧的底部;
18、步骤五,焊接间隙位于圆形金属带上方中间位置;
19、步骤六,用焊接设备将焊接间隙两侧的圆形金属带的母材质熔融,同时在焊接点横断面左右二侧挤压圆形金属带,使得圆形金属带和焊缝成为一体,然后一边走线一边自然冷却,焊缝固化后成为毛坯金属管;
20、步骤七,在毛坯金属管进入圆形拉拔模前从上方喷淋拉拔液进行冷即,然后毛坯金属管依次进入间隔一段距离的二个圆形拉拔模,并对二个圆形拉拔模以及之间的毛坯金属管采用拉拔液进行润滑和冷却,形成所需直径的金属管,同时在圆形拉拔模位置防腐膏受挤压流动并覆盖金属管内的间隙,将管内空气挤出。
21、如权利要求所述的异形多管光纤复合架空地线的制造方法,其特征在于,步骤七,拉拔前的毛坯金属管与拉拔后的金属管的直径比例为1.05-1.3之间。
22、作为本发明的进一步改进,压轮两侧设有限位螺栓,摆杆上设有刻度标;调节压轮的下压重量为0.1-2kg。
23、本申请的积极进步效果在于:
24、本发明的优点在于:本发明提供的一种异形多管光纤复合架空地线及制造方法,设计合理的产品结构,并采用新的工艺方法,具有以下几方面的特点:
25、(1)发明了一种异形多管中心管式的新结构,解决了异形多管、特大芯数光纤复合架空地线的结构设计问题。该种紧密结构,有效减少了大芯数缆的尺寸,既减轻了光纤复合架空地线重量及线路负载,又方便了输电线路中一缆多分支的分管接线。
26、(2)发明了不锈钢管的异形光单元制造技术,采用了异形滚压轮与异形拉拔模的组合成型技术工艺。
27、(3)发明了内含多个异形光单元1的金属管3的制造技术。设计了一个含有压轮架的衡力摇摆压轮装置以及压轮,精密控制生产过程中被拼成圆形的多个异形光单元1的位置及尺寸和上下、左右摆动幅度,使得金属管的缝隙始终处于焊接点的中心线上,保障了连续焊接金属管3的质量。
28、(4)异形光单元1外周及金属管3内的间隙使得在光缆弯曲时各异形单元1可以在金属管3内侧作微小位移,消除了不锈钢管13和金属管3之间的附加内应力,提高了光缆的弯曲性能、拉伸性能和长期运行的可靠性。
29、上述几方面的特点,一方面解决了特大光纤芯数、异形和多管光单元光纤复合架空地线的结构设计和制造方法,另一方面提高了opgw的防护功能和可靠性,使到产品结构尺寸小、重量轻,在减小线路运营负载的同时,提高了opgw及输电系统的安全性和可靠性,并且方便输电线路中一缆多分支的分管接线,适合大规模推广应用,具有产业上很高的利用价值。
技术特征:
1.一种异形多管光纤复合架空地线,包括内含多个异形光单元(1)的金属管(3),金属管(3)内周与异形光单元(1)外周的间隙填充防腐膏(2),金属管(3)外周以同心圆方式排列一层或多层导电加强件(4),其特征在于,异形光单元(1)为含吸氢纤膏(12)以及若干根光纤(11)的不锈钢管(13),多个异形光单元(1)拼成圆形结构。
2.如权利要求1所述的异形多管光纤复合架空地线,其特征在于,不锈钢管(13)采用半圆,两个半圆不锈钢管(13)拼成圆形结构。
3.如权利要求1所述的异形多管光纤复合架空地线,其特征在于,不锈钢管(13)采用扇形,n个360°/n扇形的不锈钢管(13)拼成圆形结构。
4.如权利要求1所述的异形多管光纤复合架空地线,其特征在于,金属管(3)采用不锈钢管或铝管或铝合金管。
5.如权利要求1所述的异形多管光纤复合架空地线,其特征在于,导电加强件(4)采用铝包钢线;或铝包钢线和铝合金线的组合。
6.一种异形多管光纤复合架空地线的制造方法,用于制造如权利要求1-5所述的光纤复合架空地线,其特征在于,包括如下步骤:
7.如权利要求6所述的异形多管光纤复合架空地线的制造方法,其特征在于,步骤一,加工前的圆形的不锈钢管(13)与加工完成的不锈钢管(13)内截面积比例为1.1-1.7。
8.如权利要求6所述的异形多管光纤复合架空地线的制造方法,其特征在于,步骤四,使用衡力摇摆压轮装置(7),衡力摇摆压轮装置(7)包括摆杆(75),摆杆(75)中部铰接生产线,摆杆(75)一侧滑动安装重量调节块(76),重量调节块(76)上连接重量锁紧螺栓(761);摆杆(75)一侧铰接压轮框(71)上端,压轮框(71)下部转动连接压轮架(73)两端,压轮架(73)中部转动安装压轮(74),压轮(74)外周设有弧形压槽;压轮(74)把组成整体圆形的多个异形光单元(1)下压到u形金属带(8)内侧的底部;
9.如权利要求8所述的异形多管光纤复合架空地线的制造方法,其特征在于,步骤七,拉拔前的毛坯金属管(9)与拉拔后的金属管(3)的直径比例为1.05-1.3之间。
10.如权利要求8所述的异形多管光纤复合架空地线的制造方法,其特征在于,压轮(74)两侧设有限位螺栓(72),摆杆(75)上设有刻度标(751);调节压轮(74)的下压重量为0.1-2kg。
技术总结
本发明涉及一种异形多管光纤复合架空地线,包括内含多个异形光单元的金属管,金属管内周与异形光单元外周的间隙填充防腐膏,金属管外周以同心圆方式排列一层或多层导电加强件,异形光单元为含吸氢纤膏以及若干根光纤的不锈钢管,多个异形光单元拼成圆形结构。本发明一方面解决了特大光纤芯数、异形和多管光单元光纤复合架空地线的结构设计和制造方法,另一方面提高了OPGW的防护功能和可靠性,使到产品结构尺寸小、重量轻,在减小线路运营负载的同时,提高了OPGW及输电系统的安全性和可靠性,并且方便输电线路中一缆多分支的分管接线,适合大规模推广应用,具有产业上很高的利用价值。
技术研发人员:毛文沛,周燕萍,李佳东,尹锋雷,黄勇
受保护的技术使用者:江苏巨量光电科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!