一种丙烯酸酯类工作模制备方法与流程
本发明属于纳米压印,具体涉及一种丙烯酸酯类工作模制备方法。
背景技术:
1、现有纳米压印制程所使用的工作模胶水多为聚二甲基硅氧烷(pdms)的衍生物,其常用规格型号为瓦克601ab,以及道康宁184这两种。因聚二甲基硅氧烷(pdms)主题材质为硅油,通过固化剂的填充使其缓慢反应固化形成硅胶。因此就决定了pdms的硬度会比较软,其常规硬度为邵氏a45左右,因此在压印完成,脱模后就会导致透镜的形貌结构(面型pv和矢高—镜头高度)不稳定,且pdms固化的时间比较长,常规固化条件为常温静置,时间>8h,比较影响设备产能。
2、如附图1所示,现有采用聚二甲基硅氧烷(pdms)胶水进行工作模制作方法包括以下步骤:
3、s1、点胶:将pdms胶水滴在金属模具上;
4、s2、压印:通过压印设备调节玻璃基底与金属模具之间的距离,使pdms胶水均匀平铺在整个模具上;
5、s3、固化:将完成压印工作模在设备上常温静置,静置时间>8h,使pdms能够完全固化;
6、s4、脱模:将固化完成的工作模进行脱模得到所需要的印章。
7、由于现有采用聚二甲基硅氧烷(pdms)胶水的工作模制作方法中pdms的硬度比较软,因此在压印完成,脱模后就会导致透镜的形貌结构(面型pv和矢高—镜头高度)不稳定,且pdms固化的时间比较长,比较影响设备产能。
技术实现思路
1、本发明的目的在于提供一种丙烯酸酯类工作模制备方法,以克服现有技术的纳米压印制作时间长,影响设备产能,且压印脱模后透镜的形貌结构不稳定的技术问题。
2、为解决上述技术问题,本发明采用如下技术方案:
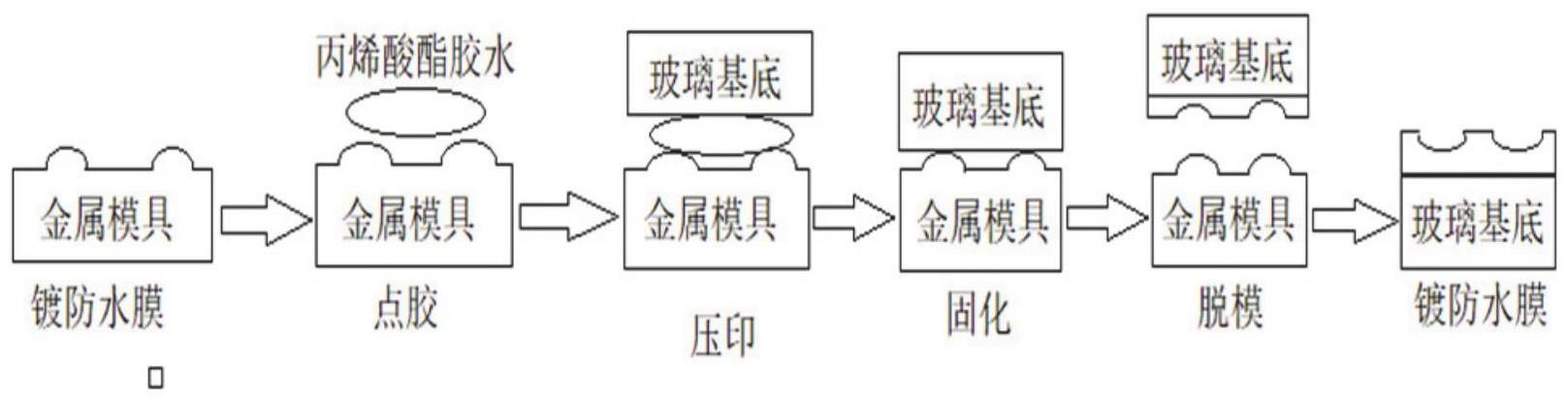
3、一种丙烯酸酯类工作模制备方法,包括以下步骤:
4、s1、通过镀膜工艺在模具上镀设定厚度的防水膜;
5、s2、通过点胶工艺将丙烯酸酯胶水点在已完成镀防水膜的模具上;
6、s3、通过压印设备调节玻璃基底与模具间的距离,使丙烯酸酯胶水均匀平铺在整个模具上;
7、s4、对完成平铺的工作模进行固化;
8、s5、固化完成后进行脱模,形成丙烯酸酯工作模;
9、s6、在丙烯酸酯工作模表面镀设定厚度防水膜。
10、优选的,镀膜时,不开加热功能,只对防水膜膜料进行加热。
11、优选的,在镀防水膜同时,同步监控镀膜腔体温度,如果镀膜腔体温度接近胶水的tg点-10℃,则停止镀膜,但不对镀膜设备进行放真空动作,让镀膜腔体降温,预计降温2h,再继续开始镀膜,循环上述过程直到镀膜程序走完。
12、优选的,s1中防水膜的厚度大于120μm。
13、优选的,s1中所镀防水膜的水滴角>105°。
14、优选的,s1中的模具为金属模具。
15、优选的,s4固化条件为200mw/cm2。
16、优选的,s6中所镀防水膜厚度为>20μm,防水膜的水滴角>100°。
17、与现有技术相比,本发明具有以下有益的技术效果:
18、本发明一种丙烯酸酯类工作模制备方法,通过镀膜工艺在模具上镀设定厚度的防水膜;再通过点胶工艺将丙烯酸酯胶水点在已完成镀防水膜的模具上;通过压印设备调节玻璃基底与模具间的距离,使丙烯酸酯胶水均匀平铺在整个模具上后对完成平铺的工作模进行固化;固化完成后进行脱模,形成丙烯酸酯工作模;最后在丙烯酸酯工作模表面镀设定厚度防水膜,通过该方法制作得到的丙烯酸酯工作模相对于常规采用聚二甲基硅氧烷(pdms)制备工作模,制备时间大大降低,设备占有率降低,可以提高设备制作产品产能。并且采用本发明方法制备的工作模制备透镜,透镜pv和透镜矢高都更加稳定。
19、优选的,镀膜时,不开加热功能,只对防水膜膜料进行加热。在镀防水膜同时,同步监控镀膜腔体温度,如果镀膜腔体温度接近胶水的tg点-10℃,则停止镀膜,但不对镀膜设备进行放真空动作,让镀膜腔体降温,预计降温2h,再继续开始镀膜,循环上述过程直到镀膜程序走完,可以保证在丙烯酸酯表面镀防水膜无褶皱现象,且可以达到使用要求。
技术特征:
1.一种丙烯酸酯类工作模制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,镀膜时,不开加热功能,只对防水膜膜料进行加热。
3.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,在镀防水膜同时,同步监控镀膜腔体温度,如果镀膜腔体温度接近胶水的tg点-10℃,则停止镀膜,但不对镀膜设备进行放真空动作,让镀膜腔体降温,预计降温2h,再继续开始镀膜,循环上述过程直到镀膜程序走完。
4.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,s1中防水膜的厚度大于120μm。
5.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,s1中所镀防水膜的水滴角>105°。
6.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,s1中的模具为金属模具。
7.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,s4固化条件为200mw/cm2。
8.根据权利要求1所述的一种丙烯酸酯类工作模制备方法,其特征在于,s6中所镀防水膜厚度为>20μm,防水膜的水滴角>100°。
技术总结
本发明一种丙烯酸酯类工作模制备方法,通过镀膜工艺在模具上镀设定厚度的防水膜;再通过点胶工艺将丙烯酸酯胶水点在已完成镀防水膜的模具上;通过压印设备调节玻璃基底与模具间的距离,使丙烯酸酯胶水均匀平铺在整个模具上后对完成平铺的工作模进行固化;固化完成后进行脱模,形成丙烯酸酯工作模;最后在丙烯酸酯工作模表面镀设定厚度防水膜,通过该方法制作得到的丙烯酸酯工作模相对于常规采用聚二甲基硅氧烷(PDMS)制备工作模,制备时间大大降低,设备占有率降低,可以提高设备制作产品产能。并且采用本发明方法制备的工作模制备透镜,透镜PV和透镜矢高都更加稳定。
技术研发人员:刘守航,侯洋昆,崔户丹
受保护的技术使用者:华天慧创科技(西安)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!