一种眼镜腿及其制备方法、眼镜框以及眼镜与流程
本发明涉及眼镜,具体涉及一种眼镜腿及其制备方法、眼镜框以及眼镜。
背景技术:
1、21世纪以来,随着电子产品的兴起及各种因素影响,我国近视率呈明显上升趋势,近视已经成为我国国民尤其是青少年眼睛健康的首要问题。目前近视手术仍然存在一定弊端,大多数人近视依旧选择佩戴眼镜。由于眼镜佩戴的长期性,眼镜腿的舒适度和耐久性就显得尤其重要。
2、眼镜腿的材质主要有金属材质、板材材质、普通塑料材质、复合材质、木材材质、tr90材质、碳纤维材质等。金属材质眼镜腿耐撞耐磨、韧性好、摩擦系数低、易更换,但是容易引起皮肤过敏。板材是一种新型塑料,板材眼镜腿强度高、坚固、质量好、经久耐用,但是外表容易遭到汗液的腐蚀,板材会产生老化发白。普通塑料材质眼镜腿价格低廉,生产速度快,款式颜色多样,但结构耐性差,时间久了易老化断裂。复合材质眼镜腿稳固牢靠,但制作复杂,加工难度大,成本高。木制眼镜腿重量较轻,花纹纹路美观,但佩戴舒适度低,木材柔韧感差,易磨损腐蚀断裂。tr90材质眼镜腿具有重量轻、超韧性、耐撞耐磨、色彩鲜艳、摩擦系数低等特点,能有效防止镜腿断裂,但是表面进行喷漆处理,不环保,漆层不持久易剥落,镜腿不能调整。碳纤维材质眼镜腿相对于其他材质眼镜腿有更多的优势,它质地轻、耐腐蚀、不易变型,兼具碳纤维强抗拉力和纤维柔软可加工性两大特征,坚固耐用,色泽牢固,但是碳纤维材料有一个缺点是比较脆,所以碳纤维眼镜腿在折弯到一定程度之后会发生断裂,不如金属材质眼镜腿的韧性大,碳纤维材料贵而且加工工序比较复杂,碳纤维眼镜腿一旦受损,难以进行修复。
技术实现思路
1、本发明的主要目的是提出一种眼镜腿及其制备方法、眼镜框以及眼镜,旨在提高碳纤维材质眼镜腿的韧性。
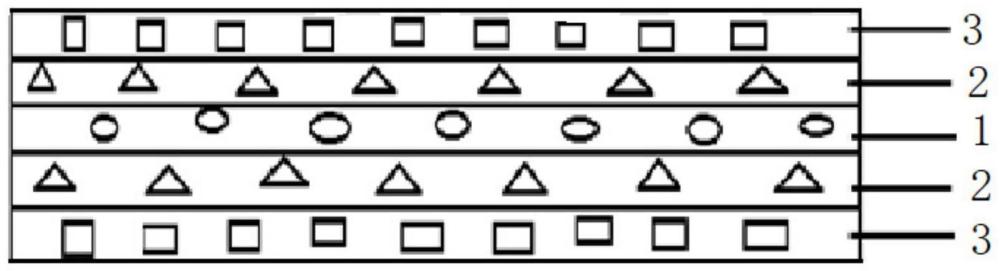
2、为实现上述目的,本发明提出一种眼镜腿,所述眼镜腿包括由内到外依次设置的骨架层、支撑层以及强度层,所述骨架层的材质包括高韧性有机纤维,所述支撑层的材质包括高模量碳纤维和第一热固性树脂,所述强度层的材质包括高强度碳纤维和第二热固性树脂。
3、可选地,所述高韧性有机纤维包括尼龙纤维、芳纶纤维、超高分子量聚乙烯纤维中的任意一种。
4、可选地,所述骨架层由所述高韧性有机纤维编织而成的网状结构构成;和/或,
5、所述骨架层的厚度为0.5~1mm。
6、可选地,所述网状结构的网眼直径为0.5~2mm。
7、可选地,所述高模量碳纤维包括型号为m40、m55、m60的碳纤维中的任意一种;和/或,
8、所述第一热固性树脂包括环氧树脂、酚醛树脂、不饱和聚酯树脂、脲醛树脂中的任意一种;和/或,
9、所述第一热固性树脂占所述高模量碳纤维和第一热固性树脂总质量的40~60%。
10、可选地,所述支撑层由所述高模量碳纤维以二维平面编织结构的形式与所述第一热固性树脂复合构成;和/或,
11、所述支撑层的厚度为0.2~0.6mm。
12、可选地,所述高强度碳纤维包括型号为t300、t700、t800、t1000的碳纤维中的任意一种;和/或,
13、所述高强度碳纤维的规格包括3k、6k、12k、24k、36k中的任意一种;和/或,
14、所述第二热固性树脂包括环氧树脂、酚醛树脂、不饱和聚酯树脂、脲醛树脂中的任意一种;和/或,
15、所述第二热固性树脂占所述高模量碳纤维和第二热固性树脂总质量的40~60%。
16、可选地,所述强度层由所述高强度碳纤维以二维平面编织结构的形式与所述第二热固性树脂复合构成;和/或,
17、所述强度层的厚度为0.2~0.5mm。
18、可选地,所述二维平面编织结构包括平纹编织结构、斜纹编织结构、缎纹编织结构中的任意一种。
19、可选地,所述眼镜腿的厚度为0.5~2mm;和/或,
20、构成所述眼镜腿的材料中,树脂的总质量分数为40~60%。
21、可选地,所述眼镜腿的腿长为135~145mm;和/或,
22、所述眼镜腿的前端宽度为0.5~1.5cm;和/或,
23、所述眼镜腿的高度为0.2~0.6cm。
24、可选地,所述眼镜腿具有用以朝向人脸的第一侧以及与所述第一侧相对设置的第二侧,所述第二侧开设有沿所述眼镜腿的长度方向延伸的凹槽。
25、可选地,所述凹槽的内侧设有两个支撑条,每一所述支撑条均连接所述凹槽的内侧壁和底壁。
26、可选地,所述支撑条的材质包括热塑性树脂和高强短接碳纤维,所述热塑性树脂占所述热塑性树脂和高强短接碳纤维总质量的20~40%;和/或,
27、所述支撑条的厚度为0.5~1mm。
28、可选地,所述高强短接碳纤维包括型号为t300、t700、t800、t1000的碳纤维中的任意一种;和/或,
29、所述高强度碳纤维的规格包括3k、6k、12k、24k、36k中的任意一种;和/或,
30、所述热塑性树脂包括聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯中的任意一种。
31、为实现上述目的,本发明还提出一种如上所述的眼镜腿的制备方法,包括以下步骤:
32、将用于构成眼镜腿的各层结构层叠铺设,然后置于模压机中进行热压固化成型,制得眼镜腿。
33、可选地,所述热压固化成型的热压温度为130~180℃、压强为0.5~2mpa、加压时间为20~60min,且停止加热后保持加压40~60min。
34、进一步地,本发明还提出一种眼镜框,所述眼镜框包括两个眼镜腿以及镜框,所述眼镜腿为如上所述的眼镜腿。
35、更进一步地,本发明还提出一种眼镜,所述眼镜包括如上所述的眼镜框以及安装于所述镜框内的眼镜片。
36、本发明提供的技术方案中,所述眼镜腿包括由内到外依次设置的骨架层、支撑层以及强度层,所述骨架层的材质包括高韧性有机纤维,所述支撑层的材质包括高模量碳纤维和第一热固性树脂,所述强度层的材质包括高强度碳纤维和第二热固性树脂;如此,通过三层结构设计组合,以及高强度碳纤维和高模量碳纤维配合,有效提高了眼镜腿的刚性、韧性、耐摩擦性以及耐腐蚀性,从而可以有效提高眼镜腿的使用稳定性和使用寿命。
技术特征:
1.一种眼镜腿,其特征在于,所述眼镜腿包括由内到外依次设置的骨架层、支撑层以及强度层,所述骨架层的材质包括高韧性有机纤维,所述支撑层的材质包括高模量碳纤维和第一热固性树脂,所述强度层的材质包括高强度碳纤维和第二热固性树脂。
2.如权利要求1所述的眼镜腿,其特征在于,所述高韧性有机纤维包括尼龙纤维、芳纶纤维、超高分子量聚乙烯纤维中的任意一种。
3.如权利要求1所述的眼镜腿,其特征在于,所述骨架层由所述高韧性有机纤维编织而成的网状结构构成;和/或,
4.如权利要求3所述的眼镜腿,其特征在于,所述网状结构的网眼直径为0.5~2mm。
5.如权利要求1所述的眼镜腿,其特征在于,所述高模量碳纤维包括型号为m40、m55、m60的碳纤维中的任意一种;和/或,
6.如权利要求1所述的眼镜腿,其特征在于,所述支撑层由所述高模量碳纤维以二维平面编织结构的形式与所述第一热固性树脂复合构成;和/或,
7.如权利要求1所述的眼镜腿,其特征在于,所述高强度碳纤维包括型号为t300、t700、t800、t1000的碳纤维中的任意一种;和/或,
8.如权利要求1所述的眼镜腿,其特征在于,所述强度层由所述高强度碳纤维以二维平面编织结构的形式与所述第二热固性树脂复合构成;和/或,
9.如权利要求6或8所述的眼镜腿,其特征在于,所述二维平面编织结构包括平纹编织结构、斜纹编织结构、缎纹编织结构中的任意一种。
10.如权利要求1所述的眼镜腿,其特征在于,所述眼镜腿的厚度为0.5~2mm;和/或,
11.如权利要求1所述的眼镜腿,其特征在于,所述眼镜腿的腿长为135~145mm;和/或,
12.如权利要求1所述的眼镜腿,其特征在于,所述眼镜腿具有用以朝向人脸的第一侧以及与所述第一侧相对设置的第二侧,所述第二侧开设有沿所述眼镜腿的长度方向延伸的凹槽。
13.如权利要求12所述的眼镜腿,其特征在于,所述凹槽的内侧设有两个支撑条,每一所述支撑条均连接所述凹槽的内侧壁和底壁。
14.如权利要求13所述的眼镜腿,其特征在于,所述支撑条的材质包括热塑性树脂和高强短接碳纤维,所述热塑性树脂占所述热塑性树脂和高强短接碳纤维总质量的20~40%;和/或,
15.如权利要求13所述的眼镜腿,其特征在于,所述高强短接碳纤维包括型号为t300、t700、t800、t1000的碳纤维中的任意一种;和/或,
16.一种如权利要求1至15中任意一项所述的眼镜腿的制备方法,其特征在于,包括以下步骤:
17.如权利要求16所述的眼镜腿的制备方法,其特征在于,所述热压固化成型的热压温度为130~180℃、压强为0.5~2mpa、加压时间为20~60min,且停止加热后保持加压40~60min。
18.一种眼镜框,其特征在于,所述眼镜框包括两个眼镜腿以及镜框,所述眼镜腿为如权利要求1至15中任意一项所述的眼镜腿。
19.一种眼镜,其特征在于,所述眼镜包括如权利要求18所述的眼镜框以及安装于所述镜框内的眼镜片。
技术总结
本发明公开一种眼镜腿及其制备方法、眼镜框以及眼镜,所述眼镜腿包括由内到外依次设置的骨架层、支撑层以及强度层,所述骨架层的材质包括高韧性有机纤维,所述支撑层的材质包括高模量碳纤维和第一热固性树脂,所述强度层的材质包括高强度碳纤维和第二热固性树脂。本发明通过三层结构设计组合,以及高强度碳纤维和高模量碳纤维配合,有效提高了眼镜腿的刚性、韧性、耐摩擦性以及耐腐蚀性,从而可以有效提高眼镜腿的使用稳定性和使用寿命。
技术研发人员:王世超,曹伟伟,刘朝红,王永伟,金毅,乔琨,任红恩,袁晓敏,范亮,周亮,朱波
受保护的技术使用者:歌尔股份有限公司
技术研发日:
技术公布日:2024/12/12
- 还没有人留言评论。精彩留言会获得点赞!