嵌入绞合式光缆及其制备方法与流程
本发明涉及线缆,特别是涉及一种嵌入绞合式光缆及其制备方法。
背景技术:
1、光缆按其绞合方式可分为中心管式光缆和层绞式光缆。
2、层绞式光缆生产时:先进行缆芯绞合,同时缆芯间隙内填充阻水缆膏,再护套形成成品光缆,其中缆芯由中心加强件、松套管和可能有的填充绳组成,缆芯绞合时在绞合的缆芯外扎纱以达到固定缆芯的作用。
3、扎纱好的缆芯在进行后续护套工序挤制护套时,如果出现断纱则会导致挤制护套时出现鼓包的现象,严重的则导致断缆,出现非标段长的光缆,影响光缆的合格率。
4、此外,现有技术为了保证光缆的阻水性能,缆芯内一般填充阻水缆膏,缆膏是一种非常难以分解的物质,如果光缆使用缆膏阻水,在野外施工开剥时,非常难以清理,必须使用固体物质(如纸或布等)蘸上其它的溶剂(如酒精或丙酮溶液等)才能将光缆缆芯上的缆膏清理干净,如现场不能处理好且清理不干净现场遗留的污染物就非常容易造成对周围环境的污染(包括水或土壤);在工厂中的生产过程中缆膏同样也会对工厂的环境造成污染,同时清理缆膏后的污染物也是难以回收并处理的。
技术实现思路
1、本发明主要解决的技术问题是提供一种嵌入绞合式光缆及其制备方法,采用嵌入式结构,不需其它填充原构件形成无扎纱式结构设计,避免护套工序扎纱断纱导致的光缆表面鼓包和断缆事故的发生;不需要填充绳也可保证光缆结构的圆整性,护套直接挤制在中心加强件和松套管表面以及可能有的间隙内,保证光缆结构的紧凑性与圆整性,同时可节省一定的填充绳材料,光缆结构中不需要缆膏的填充,避免缆膏对施工现场和生产环境的污染,具有一定的环保性能。
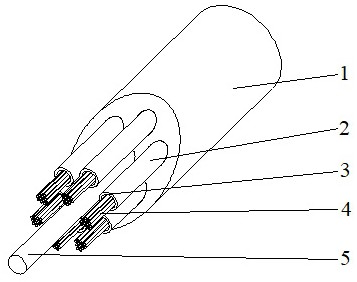
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种嵌入绞合式光缆,包括:
3、中心加强件,所述中心加强件位于光缆的中心位置;
4、松套管,多根所述松套管以均匀分布方式嵌入绞合在中心加强件外周;
5、护套,多根所述松套管直接嵌入在护套中,所述护套由护套料挤制并紧压形成在中心加强件和松套管表面,所述护套直接嵌入填充在松套管和中心加强件的间隙和周围,以保持光缆外表面的圆整度。
6、在本发明一个较佳实施例中,所述中心加强件为高模量钢丝、钢绞线或玻璃纤维增强塑料杆。
7、在本发明一个较佳实施例中,多根所述松套管围绕中心加强件以sz绞合方式嵌入在护套中。
8、在本发明一个较佳实施例中,多根所述松套管围绕中心加强件以螺旋绞合方式嵌入在护套中。
9、在本发明一个较佳实施例中,所述松套管内部包含多根同轴布置的光纤,光纤之间设置有光纤填充物。
10、在本发明一个较佳实施例中,所述光纤填充物为阻水填充物,所述阻水填充物采用阻水纤膏、阻水纱或阻水粉中的一种。
11、在本发明一个较佳实施例中,所述护套为聚乙烯、聚氯乙烯、聚氨酯或低烟无卤阻燃聚烯烃中的一种。
12、为解决上述技术问题,本发明采用的一个技术方案是:提供一种嵌入绞合式光缆的制备方法,用于制备所述的嵌入绞合式光缆,包括如下步骤:
13、s1、将挤塑模具安装在挤塑机的机头上,将中心加强件穿入挤塑模具模芯的中心孔内,将多根松套管穿入中心孔外周的周向孔内;
14、s2、控制模芯旋转,将多根松套管以sz绞合方式或螺旋绞合方式绞合在中心加强件外周;
15、s3、护套料在挤塑机上依次经过加料阶段、塑化阶段、均化阶段和定型阶段,最后护套料被直接填充在松套管及中心加强件的间隙和周围,与中心加强件和松套管完成无间隙紧密结合,形成嵌入绞合式光缆;
16、s4、最后再对成品嵌入绞合式光缆逐级降温冷却。
17、在本发明一个较佳实施例中,所述步骤s3中各阶段的成型温度为:加料阶段130-190℃,塑化阶段150-220℃,均化阶段170-250℃和定型阶段200-280℃。
18、在本发明一个较佳实施例中,所述嵌入绞合式光缆的生产速度为20-100m/min,所述嵌入绞合式光缆的外径为5-20mm。
19、本发明的有益效果是:
20、在满足机械性能的前提下,取消了填充绳,不需要填充绳也可保证光缆结构的圆整性;护套直接挤制在中心加强件和松套管表面以及可能有的间隙内,保证光缆结构的紧凑性与圆整性,同时可节省一定的填充绳材料;采用嵌入式结构,不需其它填充原构件,无扎纱式结构设计,避免护套工序扎纱断纱导致的光缆表面鼓包和断缆事故的发生;嵌入绞合光缆为半干式或全干式结构光缆,没有缆膏的填充也可保证光缆的阻水性能,避免缆膏对施工现场和生产环境的污染,具有一定的环保性。
技术特征:
1.一种嵌入绞合式光缆,其特征在于,包括:
2.根据权利要求1所述的嵌入绞合式光缆,其特征在于,所述中心加强件为高模量钢丝、钢绞线或玻璃纤维增强塑料杆。
3.根据权利要求1所述的嵌入绞合式光缆,其特征在于,多根所述松套管围绕中心加强件以sz绞合方式嵌入在护套中。
4.根据权利要求1所述的嵌入绞合式光缆,其特征在于,多根所述松套管围绕中心加强件以螺旋绞合方式嵌入在护套中。
5.根据权利要求1所述的嵌入绞合式光缆,其特征在于,所述松套管内部包含多根同轴布置的光纤,光纤之间设置有光纤填充物。
6.根据权利要求5所述的嵌入绞合式光缆,其特征在于,所述光纤填充物为阻水填充物,所述阻水填充物采用阻水纤膏、阻水纱或阻水粉中的一种。
7.根据权利要求1所述的嵌入绞合式光缆,其特征在于,所述护套为聚乙烯、聚氯乙烯、聚氨酯或低烟无卤阻燃聚烯烃中的一种。
8.一种嵌入绞合式光缆的制备方法,用于制备如权利要求1-7任一项所述的嵌入绞合式光缆,其特征在于,包括如下步骤:
9.根据权利要求8所述的嵌入绞合式光缆的制备方法,其特征在于,所述步骤s3中各阶段的成型温度为:加料阶段130-190℃,塑化阶段150-220℃,均化阶段170-250℃和定型阶段200-280℃。
10.根据权利要求9所述的嵌入绞合式光缆的制备方法,其特征在于,所述嵌入绞合式光缆的生产速度为20-100m/min,所述嵌入绞合式光缆的外径为5-20mm。
技术总结
本发明公开了一种嵌入绞合式光缆及其制备方法,嵌入绞合式光缆包括中心加强件、松套管和护套,中心加强件位于光缆中心,多根松套管均匀分布嵌入绞合在中心加强件外周,护套紧压形成在中心加强件和松套管表面以保持光缆外表面的圆整度,制备时依次经过穿入中心加强件和松套管并绞合,直接挤塑外护套和冷却。通过上述方式,本发明嵌入绞合式光缆及其制备方法采用了嵌入式结构,护套直接挤制在中心加强件和松套管表面以及可能有的间隙内,保证光缆紧凑性与圆整性,同时可节省一定填充绳材料,不需其它填充原构件形成无扎纱式结构设计,避免护套工序扎纱断纱导致的光缆表面鼓包和断缆事故的发生,无需缆膏填充,避免缆膏对环境污染,具有环保性。
技术研发人员:石明,华金婷,黄正欧
受保护的技术使用者:江苏南方通信科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!