大尺寸LCD卧式液晶灌注装置及工艺的制作方法
本发明属于液晶灌装,具体而言,涉及大尺寸lcd卧式液晶灌注装置及工艺。
背景技术:
1、成盒工艺是使阵列基板和彩膜基板精确对合形成液晶盒的过程。在成盒工艺的清洗、取向层涂敷和摩擦取向处理等步骤完成后,需要在阵列基板或彩膜基板(一般为彩膜基板)上lcd的显示区域内滴注适量的液晶分子(该操作也称之为液晶灌注操作),再在另一块基板上对应的显示边界区域涂布封边框胶,然后在真空环境中把两个基板一上一下精确对合在一起。
2、但是上述液晶灌注方式在进行时,不适用于大尺寸lcd的制造,主要在于垂直放置基板时,重力会对涂布的封边框胶产生影响,并且需要分别在两个基板上滴注液晶分子和涂布封边框胶,另外,在使上方涂布有封边框胶的基板对应下方滴注有液晶分子的基板的过程中,需要精确对合两个位置,难度系数较大,对装置的精准性有较高的需求,增加了工艺的复杂程度。
技术实现思路
1、本发明的目的是为了克服上述现有技术的缺点,提供在同一基板上涂布封边框胶并灌注液晶,并且两种操作集成于同一位置,减少工艺复杂程度的大尺寸lcd卧式液晶灌注装置及工艺。
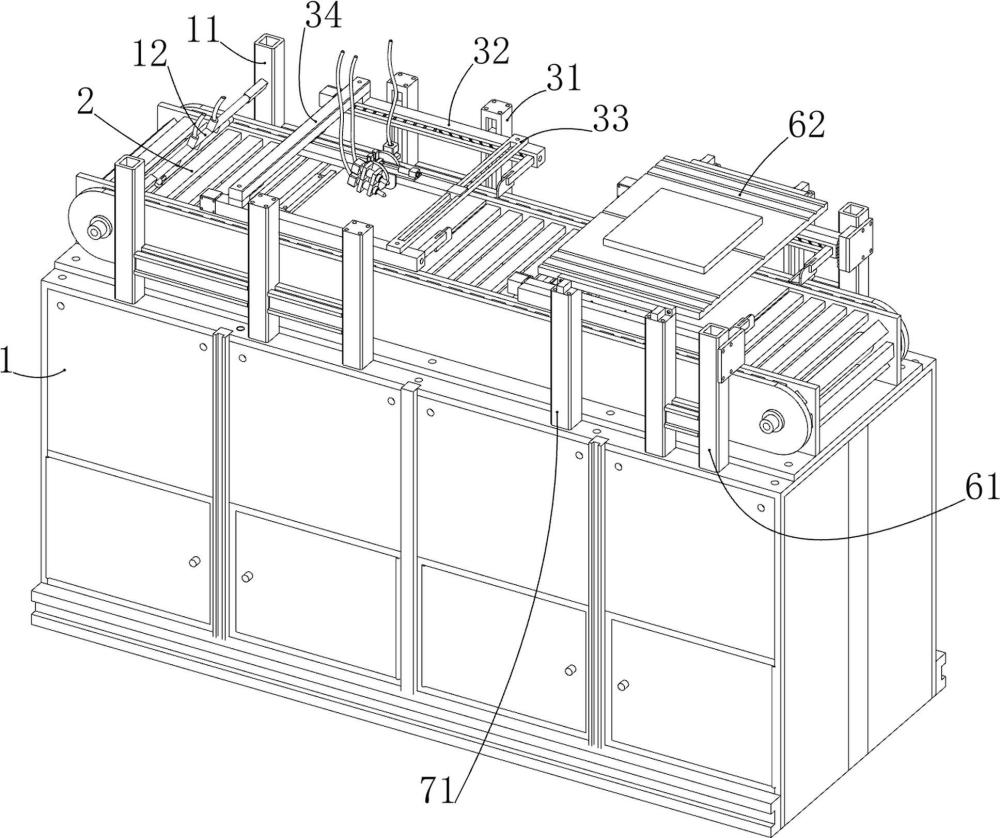
2、为了解决上述技术问题,本发明提供了这样大尺寸lcd卧式液晶灌注装置,包括有机架、输送机、电动导轨一、升降框一、支撑导轨、电动导轨二、电动导轨三、滑动框、转盘、封胶喷头、液晶喷头和驱动组件,机架的上侧安装有用于输送彩膜基板的输送机,机架的左部上侧安装有竖向设置的电动导轨一,电动导轨一的滑块连接有升降框一,升降框一的左右两侧分别安装有支撑导轨和电动导轨二,电动导轨二的滑块上安装有滑动在支撑导轨上的电动导轨三,电动导轨三垂直于电动导轨二,电动导轨三的滑块连接有滑动框,滑动框上转动有两个前后相对的转盘,两个转盘上分别安装有封胶喷头和两个的液晶喷头,液晶喷头的喷口朝向与封胶喷头的喷口朝向交错设置,滑动框上设有用于驱动两个转盘旋转的驱动组件。
3、优选地,驱动组件包括有抵触杆、气缸和推拉框,两个转盘相互靠近的一侧均连接有抵触杆,抵触杆位于转盘的偏心处,滑动框的一侧安装有气缸,气缸的活塞上连接有围绕于两个抵触杆的推拉框,推拉框上开有供抵触杆滑动的竖槽。
4、优选地,还包括有电动丝杆一和限位板,升降框一上安装有电动丝杆一,电动丝杆一中的丝杆为双向丝杆,电动丝杆一上螺纹连接有两个左右相对的限位板。
5、优选地,还包括有支架和加热器,机架的右部上侧连接有两个前后相对的支架,两个支架的上侧之间安装有位于输送机正上方的加热器,由加热器对彩膜基板上涂布的封边框胶和灌注的液晶进行加热。
6、优选地,还包括有电动导轨四、升降框二、电动丝杆二和限位铲,加热器与输送机之间留有预定距离,机架的右部上侧安装有两个前后相对的电动导轨四,前后两个电动导轨四分别位于输送机的前后两侧,电动导轨四的滑块连接有升降框二,升降框二上设有安装框,安装框上安装有电动丝杆二,电动丝杆二中的丝杆为双向丝杆,电动丝杆二上螺纹连接有两个左右相对的限位铲。
7、优选地,还包括有弹簧、抵触块和挤压板,安装框滑动设在升降框二上,安装框与升降框二之间连接有位于升降框内的两个左右相对的弹簧,安装框的右端部连接有抵触块,支架的一侧连接有适于挤压抵触块的挤压板,挤压板上具有多个凸块。
8、优选地,还包括有定位推板,输送机的传送带上连接有至少两个定位推板,定位推板用于推动彩膜基板,当一个定位推板将待灌注液晶的彩膜基板推送至位于封胶喷头的下方,则另一个定位推板将灌注好液晶的彩膜基板推动至位于加热器的下方。
9、优选地,还包括有支柱和喷吹管,机架的左部上侧连接有两个前后相对的支柱,两个支柱之间安装有位于输送机上方的喷吹管,喷吹管喷口背向封胶喷头,封胶喷头位于喷吹管和加热器之间。
10、本发明还提供了这样一种根据上述大尺寸lcd卧式液晶灌注装置的灌注工艺,包括有:
11、s1)使输送机将彩膜基板从左往右输送至封胶喷头下方,分别控制电动导轨一、电动导轨二和电动导轨三以调节滑动框的位置,从而调节封胶喷头移动对彩膜基板涂布封边框胶;
12、s2)封胶喷头涂布完封边框胶后,使用液晶喷头对彩膜基板上的封边框胶内灌注液晶,而液晶喷头和封胶喷头均通过转盘转动设在滑动框上;
13、s3)控制驱动组件驱动两个转盘分别带动液晶喷头和封胶喷头旋转,以自动地交替使用液晶喷头和封胶喷头旋转。
14、本发明在克服现有技术缺点的基础上,所能够达到的有益效果有:
15、1、在滑动框上自动化地交替使用封胶喷头和液晶喷头,以此将封胶涂布和灌注液晶的功能集成于一处,既减少了结构的复杂程度,也省去了多余的工艺步骤,进而提高工作效率。
16、2、使封胶喷头靠近彩膜基板时,两个限位板也随之分别下移至彩膜基板的两侧,此时驱动两个限位板相互靠近,以此既能够稳定住彩膜基板,又能够对彩膜基板进行对中,保证封胶喷头和液晶喷头的工作效果。
17、3、在彩膜基板上移脱离输送机、靠近加热器进行加热时,利用抵触块和挤压板的作用自动且同步地抖动彩膜基板,加速封边框胶的固化过程,便于后续阵列基板与彩膜基板的对合,也使彩膜基板上的液晶分子能够更加快速地整齐排列开,提高了自动化和同步性。
技术特征:
1.大尺寸lcd卧式液晶灌注装置,其特征在于,包括有机架(1)、输送机(2)、电动导轨一(31)、升降框一(32)、支撑导轨(33)、电动导轨二(34)、电动导轨三(35)、滑动框(36)、转盘(37)、封胶喷头(38)、液晶喷头(39)和驱动组件(4),机架(1)上安装有用于输送彩膜基板的输送机(2),机架(1)上安装有电动导轨一(31),电动导轨一(31)的滑块连接有升降框一(32),升降框一(32)的两侧分别安装有支撑导轨(33)和电动导轨二(34),电动导轨二(34)的滑块上安装有滑动在支撑导轨(33)上的电动导轨三(35),电动导轨三(35)垂直于电动导轨二(34),电动导轨三(35)的滑块连接有滑动框(36),滑动框(36)上转动有两个相对的转盘(37),两个转盘(37)上分别安装有封胶喷头(38)和的液晶喷头(39),液晶喷头(39)的喷口朝向与封胶喷头(38)的喷口朝向交错设置,滑动框(36)上设有用于驱动两个转盘(37)旋转的驱动组件(4)。
2.根据权利要求1所述的大尺寸lcd卧式液晶灌注装置,其特征在于,驱动组件(4)包括有抵触杆(41)、气缸(42)和推拉框(43),两个转盘(37)相互靠近的一侧均连接有抵触杆(41),抵触杆(41)位于转盘(37)的偏心处,滑动框(36)的一侧安装有气缸(42),气缸(42)的活塞上连接有围绕于两个抵触杆(41)的推拉框(43),推拉框(43)上开有供抵触杆(41)滑动的竖槽。
3.根据权利要求1所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有电动丝杆一(51)和限位板(52),升降框一(32)上安装有电动丝杆一(51),电动丝杆一(51)中的丝杆为双向丝杆,电动丝杆一(51)上螺纹连接有两个相对的限位板(52)。
4.根据权利要求1所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有支架(61)和加热器(62),机架(1)上连接有支架(61),支架(61)上安装有位于输送机(2)正上方的加热器(62),由加热器(62)对彩膜基板上涂布的封边框胶和灌注的液晶进行加热。
5.根据权利要求4所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有电动导轨四(71)、升降框二(72)、电动丝杆二(74)和限位铲(75),加热器(62)与输送机(2)之间留有预定距离,机架(1)的右部上侧安装有两个相对的电动导轨四(71),两个电动导轨四(71)分别位于输送机(2)的两侧,电动导轨四(71)的滑块连接有升降框二(72),升降框二(72)上设有安装框(73),安装框(73)上安装有电动丝杆二(74),电动丝杆二(74)中的丝杆为双向丝杆,电动丝杆二(74)上螺纹连接有两个相对的限位铲(75)。
6.根据权利要求5所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有弹簧(81)、抵触块(82)和挤压板(83),安装框(73)滑动设在升降框二(72)上,安装框(73)与升降框二(72)之间连接有位于升降框内的弹簧(81),安装框(73)的端部连接有抵触块(82),支架(61)的一侧连接有适于挤压抵触块(82)的挤压板(83),挤压板(83)上具有多个凸块。
7.根据权利要求4所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有定位推板(21),输送机(2)的传送带上连接有至少两个定位推板(21),定位推板(21)用于推动彩膜基板,当一个定位推板(21)将待灌注液晶的彩膜基板推送至位于封胶喷头(38)的下方,则另一个定位推板(21)将灌注好液晶的彩膜基板推动至位于加热器(62)的下方。
8.根据权利要求1所述的大尺寸lcd卧式液晶灌注装置,其特征在于,还包括有支柱(11)和喷吹管(12),机架(1)的左部上侧连接有支柱(11),支柱(11)安装有位于输送机(2)上方的喷吹管(12),喷吹管(12)喷口背向封胶喷头(38),封胶喷头(38)位于喷吹管(12)和加热器(62)之间。
9.一种根据权利要求1-权利要求8任意一项所述的大尺寸lcd卧式液晶灌注装置的灌注工艺,其特征在于,包括有:
技术总结
本发明属于液晶灌装技术领域,涉及大尺寸LCD卧式液晶灌注装置及工艺,包括有机架,机架上安装有电动导轨一,电动导轨一的滑块连接有升降框一,升降框一的两侧分别安装有支撑导轨和电动导轨二,电动导轨二的滑块上安装有滑动在支撑导轨上的电动导轨三,电动导轨三的滑块连接有滑动框,滑动框上转动有两个相对的转盘,两个转盘上分别安装有封胶喷头和的液晶喷头,液晶喷头的喷口朝向与封胶喷头的喷口朝向交错设置,滑动框上设有用于驱动两个转盘旋转的驱动组件。在滑动框上自动化地交替使用封胶喷头和液晶喷头,以此将封胶涂布和灌注液晶的功能集成于一处,既减少了结构的复杂程度,也省去了多余的工艺步骤,进而提高工作效率。
技术研发人员:江枫
受保护的技术使用者:江西富视兴电子科技有限公司
技术研发日:
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!