一种易装配车灯冲压件的制作方法
本技术属于车灯冲压件,具体涉及一种易装配车灯冲压件。
背景技术:
1、汽车冲压件生产中采用了大量的冷冲压工艺适合汽车冲压件工业多品种、大批量生产的需要。组合前照灯在汽车的前部,它主要起照明和信号作用;
2、目前车灯冲压件技术中,用的灯光杯通过冲压成型,通常灯光杯为一层结构,在使用时会易出现硬度不够等导致冲压件变形的现象,且在卡扣位置会出现弹片受力断裂的情况,因此,需要设计一种易装配车灯冲压件解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种易装配车灯冲压件,以解决上述背景技术中提出的问题。
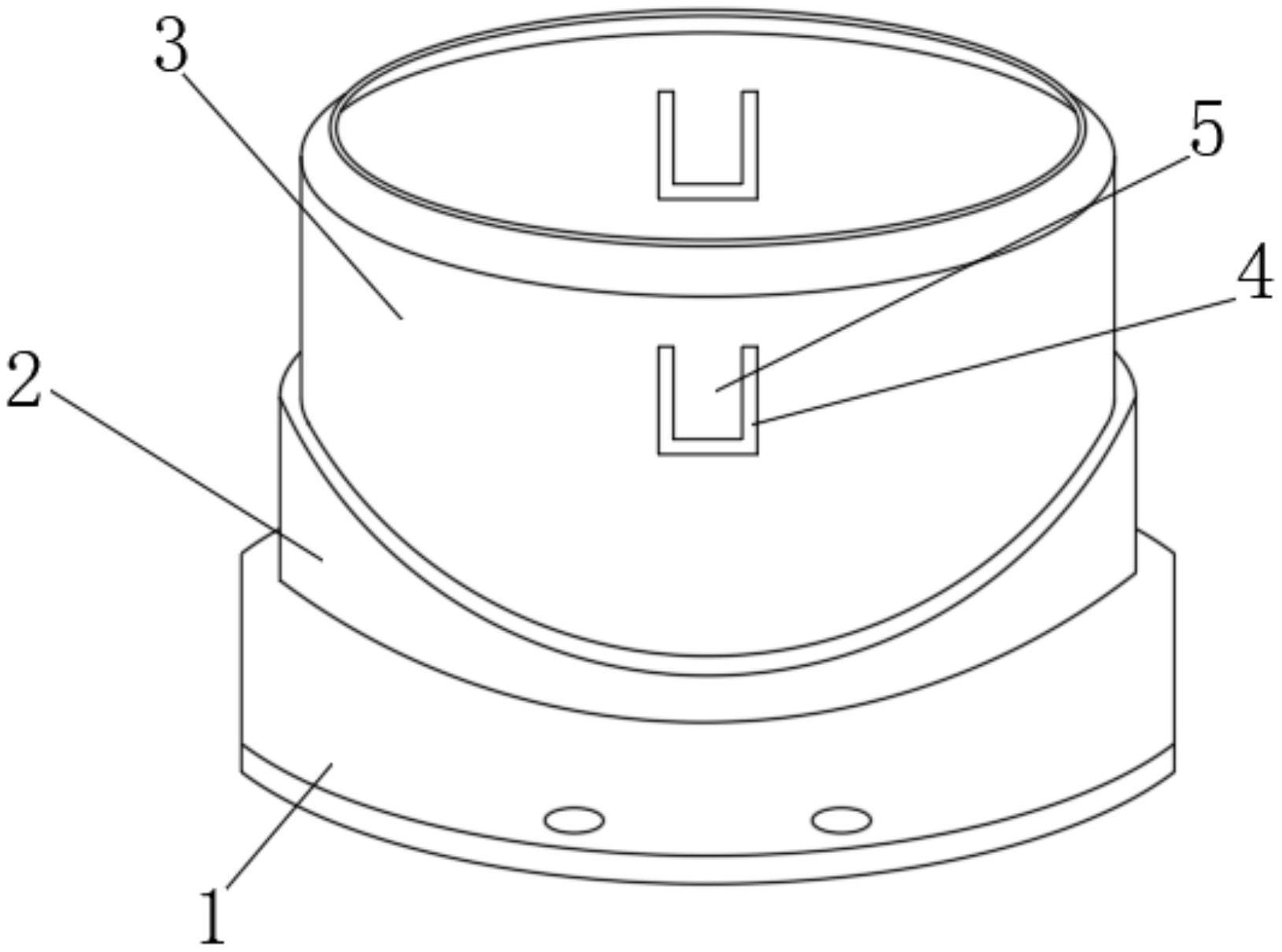
2、为实现上述目的,本实用新型提供如下技术方案:一种易装配车灯冲压件,包括安装筒,所述安装筒包括外壳,所述外壳的内侧设置有加强网片,所述加强网片的内侧设置有加强架,所述安装筒的一端设置有限位筒,所述限位筒的一端设置有底座。
3、优选的,所述限位筒与安装筒的连接处设置有限位凸起。
4、优选的,所述加强网片包裹在加强架的外部,所述外壳紧贴在加强网片的外侧,所述限位筒的结构与安装筒的结构相同。
5、优选的,所述安装筒的两侧表面开设有卡合槽,所述卡合槽的内侧设置有卡合弹片。
6、优选的,所述卡合弹片的内侧设置有加强筋,所述加强筋的一端插入安装筒的内侧。
7、优选的,所述加强网板的一端包裹有加强网板,所述加强网板位于卡合弹片与安装筒连接处。
8、与现有技术相比,本实用新型的有益效果是:
9、1.通过设计的加强网片和加强架,在使用时加强网片和加强架叠加安装在外壳内侧,从而使安装筒和限位筒的强度更高,从而减少安装筒和限位筒出现受力变形而损坏的现象。
10、2.通过设计的加强筋和加强网板,在使用时通过卡合槽和卡合弹片进行快速拆装,通过加强筋和加强网板对于卡合弹片进行加强,从而在使用时减少出现卡合弹片因为来回弯折而出现断裂损坏的现象。
技术特征:
1.一种易装配车灯冲压件,包括安装筒(3),其特征在于:所述安装筒(3)包括外壳(8),所述外壳(8)的内侧设置有加强网片(9),所述加强网片(9)的内侧设置有加强架(10),所述安装筒(3)的一端设置有限位筒(2),所述限位筒(2)的一端设置有底座(1)。
2.根据权利要求1所述的一种易装配车灯冲压件,其特征在于:所述限位筒(2)与安装筒(3)的连接处设置有限位凸起。
3.根据权利要求1所述的一种易装配车灯冲压件,其特征在于:所述加强网片(9)包裹在加强架(10)的外部,所述外壳(8)紧贴在加强网片(9)的外侧,所述限位筒(2)的结构与安装筒(3)的结构相同。
4.根据权利要求1所述的一种易装配车灯冲压件,其特征在于:所述安装筒(3)的两侧表面开设有卡合槽(4),所述卡合槽(4)的内侧设置有卡合弹片(5)。
5.根据权利要求4所述的一种易装配车灯冲压件,其特征在于:所述卡合弹片(5)的内侧设置有加强筋(6),所述加强筋(6)的一端插入安装筒(3)的内侧。
6.根据权利要求5所述的一种易装配车灯冲压件,其特征在于:所述加强筋(6)的一端包裹有加强网板(7),所述加强网板(7)位于卡合弹片(5)与安装筒(3)连接处。
技术总结
本技术属于车灯冲压件技术领域,公开了一种易装配车灯冲压件,包括安装筒,所述安装筒包括外壳,所述外壳的内侧设置有加强网片,所述加强网片的内侧设置有加强架,所述安装筒的一端设置有限位筒,所述限位筒的一端设置有底座;所述限位筒与安装筒的连接处设置有限位凸起;所述加强网片包裹在加强架的外部,所述外壳紧贴在加强网片的外侧,所述限位筒的结构与安装筒的结构相同;通过设计的加强网片和加强架,在使用时加强网片和加强架叠加安装在外壳内侧,从而使安装筒和限位筒的强度更高,从而减少安装筒和限位筒出现受力变形而损坏的现象。
技术研发人员:许波勇
受保护的技术使用者:苏州市荣威模具有限公司
技术研发日:20230518
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!