用于帽形横截面部件的制造装置和制造方法与流程
[0001]
本发明涉及用于帽形横截面部件(具有帽形横截面的部件)的制造装置和制造方法。
背景技术:
[0002]
当制造用作车辆的框架构件或其它构件的帽形横截面部件时,通常通过包括金属模具(诸如冲模)、垫块、冲头和保持件的制造装置将金属板工件挤压成(拉拔成)帽形横截面。
[0003]
更具体地,制备了一种制造装置,该制造装置包括:冲模,该冲模具有向下敞开的开口;垫块,该垫块被设置在冲模上,以便克服向下推压力而被压迫到开口中,并且该垫块能够向上相对移动;冲头,该冲头被布置成在上下方向上面向垫块;和保持件,该保持件被设置在冲头周围,以便在上下方向上面向冲模,并且该保持件能够克服向上推压力而向下移动。将工件安装在保持件和冲头上,并且使冲模和垫块朝向保持件和冲头向下移动,以用于合模。然后,在上下方向上夹持工件中的顶部形成部的垫块和冲头以及在上下方向上夹持在顶部形成部的宽度方向上的两侧上的工件中的凸缘形成部的冲模和保持件在上下方向上相对移动,并且在向上推动垫块的同时,冲头进入到冲模的开口中。结果是,在顶部和每一个凸缘之间形成竖直壁。
[0004]
然而,该制造装置具有以下不便。在脱模时(在开模时),当使冲模向上移动时,冲头从冲模的开口移动出来,并且,同时,垫块通过推压力而在冲模开口内向下相对移动,而保持件通过推压力而在冲头周围向上移动。然后,随着冲头从顶部的下表面离开,垫块的挤压力从上侧作用在已经失去冲头从下侧的支撑的顶部上,并且保持件的挤压力从下侧作用在凸缘上。因此,帽形横截面部件由垫块的挤压力和保持件的挤压力从上下方向上的两侧挤压,所以帽形横截面部件可能在使得竖直壁屈曲的模式中变形。
[0005]
例如,wo2015/046023描述了一种制造装置。该制造装置包括保持件侧约束部或者垫块侧约束部。在脱模期间,通过将保持件侧约束部附接到冲头以便延伸穿过防皱保持件,保持件侧约束部将防皱保持件固定到冲头。当脱模时,通过将垫块侧约束部附接到垫块以便延伸穿过冲模,垫块侧约束部将垫块固定到冲模。因而,制造装置限制保持件或垫块的挤压力。
技术实现要素:
[0006]
然而,利用wo2015/046023中所述的制造装置,在制造装置中设置了约束部,该约束部通过规制保持件相对于冲头的移动或者垫块相对于冲模的移动来限制挤压力。因此,需要大量的加工设备等,并且金属模结构被复杂化,所以制造成本增加。
[0007]
本发明提供了一种技术,该技术用于当制造帽形横截面部件时,利用简单的构造在脱模期间抑制帽形横截面部件的变形。
[0008]
根据本发明的用于帽形横截面部件的制造装置和制造方法利用金属模的特有形
状等使得工件本身或者帽形横截面部件本身难以变形。
[0009]
本发明的第一方面提供了一种用于帽形横截面部件的制造装置。该制造装置包括:冲模,该冲模具有在板工件中的顶部形成部的宽度方向上的两侧上的第一成型表面,该第一成型表面朝向第一挤压方向,所述顶部形成部在成型后将成为顶部,该冲模在第一成型表面之间具有开口,该开口在第一挤压方向上敞开;垫块,该垫块具有第二成型表面,该第二成型表面朝向第一挤压方向,该垫块被设置在冲模中,以便能够在第二挤压方向上相对移动并且从第二成型表面和第一成型表面彼此大致齐平的位置克服在第一挤压方向上的推压力而被推动到开口中;冲头,该冲头具有第三成型表面,该第三成型表面朝向第二挤压方向并且面向第二成型表面;保持件,该保持件具有第四成型表面,该第四成型表面朝向第二挤压方向并且面向第一成型表面,该保持件被设置在冲头周围,以便能够从第四成型表面和第三成型表面彼此大致齐平的位置克服在第二挤压方向上的推压力而在第一挤压方向上移动;和第一约束部。垫块和冲头被构造成夹持并且挤压顶部形成部。冲模和保持件被构造成夹持并且挤压在顶部形成部的宽度方向上的两侧上的工件中的凸缘形成部,该凸缘形成部在成型后将成为凸缘。通过使垫块和冲头相对于冲模和保持件在第二挤压方向上移动或者使冲模和保持件相对于垫块和冲头在第一挤压方向上移动,在顶部和每一个凸缘之间成型竖直壁。第一约束部被构造成:在从顶部形成部由第二成型表面和第三成型表面夹持时到成型了竖直壁时的时间段期间,第一约束部抑制顶部形成部相对于第二成型表面和第三成型表面在顶部形成部的纵向方向上的移位。
[0010]
顺带地,当制造帽形横截面部件时,需要垫块的相对大的挤压力的原因是为了利用约束力(下文中,也被称为“垫块约束力”)抑制顶部形成部在顶部形成部的纵向方向上的移位(滑动),因为如果在拉伸凸缘成形工序中出现顶部形成部在纵向方向上的移位,则会在顶部出现裂纹。为此,如果即使在没有相对大的垫块约束力的情况下也难以出现顶部形成部在纵向方向上的移位,则不应需要垫块的相对大的挤压力。
[0011]
根据第一方面,因为在拉伸凸缘成形工序中设置了第一约束部,该第一约束部用于抑制顶部形成部在纵向方向上相对于第二成型表面和第三成型表面的移位(在从顶部形成部由垫块的第二成型表面和冲头的第三成型表面夹持时到成型了竖直壁时的时间段期间),所以即使在相对小的垫块约束力的情况下,也能够减少顶部中裂纹的出现。因此,可以相对减小垫块约束力(换言之,在第一挤压方向上作用在垫块上的推压力)。因此,可以相对减小在脱模期间作用在顶部上的垫块的挤压力,所以利用简单的构造抑制了帽形横截面部件的变形。
[0012]
在第一方面中,制造装置可以包括多个第一约束部,第一约束部可以是接触部,该接触部分别被设置在冲头中的第三成型表面的在第三成型表面的纵向方向上的两个外侧上,并且接触部可以被构造成与顶部形成部的在顶部形成部的纵向方向上的两端接触。
[0013]
在以上构造的情况下,顶部形成部的在纵向方向上的两端与分别设置在冲头中的第三成型表面的在纵向方向上的两个外侧上的接触部接触,换言之,约束了顶部形成部在纵向方向上的两端,所以在拉伸凸缘形成工序中,顶部形成部在纵向方向上没有空间伸展。结果是,不会出现顶部形成部相对于第二成型表面和第三成型表面在纵向方向上的移位。因此,从抑制顶部形成部在纵向方向上的移位的角度而言,垫块约束力可以大致为零,所以利用将接触部设置在冲头中的简单构造,在脱模期间抑制了帽形横截面部件的变形。
[0014]
在以上方面中,第一约束部可以是凹凸不平部,该凹凸不平部被设置在第二成型表面和第三成型表面中的至少一个上。
[0015]
在以上构造的情况下,当顶部形成部由垫块的第二成型表面和冲头的第三成型表面夹持时,顶部形成部的表面(和/或背表面)与设置在第二成型表面和第三成型表面中的至少一个上的凹凸不平部接合。因此,增大了第二成型表面或第三成型表面与顶部形成部之间的摩擦系数。换言之,即使当不相对增大垫块约束力时,也抑制了顶部形成部在纵向方向上的移位,并且抑制了顶部中裂纹的出现。因此,相对减小了垫块约束力,所以利用将凹凸不平部设置在第二成型表面和第三成型表面中的至少一个上的简单构造,在脱模期间抑制了帽形横截面部件的变形。
[0016]
在以上方面中,可以在顶部形成部的至少一部分中设置不均匀部,并且制造装置可以包括多个第一约束部,该第一约束部可以是接合部,该接合部被设置在第二成型表面和第三成型表面上并且被构造成与不均匀部接合。
[0017]
在以上构造的情况下,当分别设置在第二成型表面和第三成型表面上的接合部与设置在顶部形成部的至少一部分中的不均匀部接合时,抑制了顶部形成部相对于第二成型表面和第三成型表面在纵向方向上的移位。因此,相对减小了垫块约束力。结果是,在脱模期间抑制了帽形横截面部件的变形。
[0018]
顺带地,上述制造装置采用如下技术,该技术用于通过利用冲头或垫块的特有形状使工件(顶部形成部)本身难以在纵向方向上变形,抑制了脱模期间帽形横截面部件的变形,并且因而相对减小了垫块约束力(垫块的挤压力);然而,技术不限于此。可以使得帽形横截面部件本身难以在脱模期间变形。
[0019]
本发明的第二方面提供了一种用于帽形横截面部件的制造装置。该制造装置包括:冲模,该冲模具有在板工件中的顶部形成部的宽度方向上的两侧上的第一成型表面,该第一成型表面朝向第一挤压方向,所述顶部形成部在成型后将成为顶部,该冲模在第一成型表面之间具有开口,该开口在第一挤压方向上敞开;垫块,该垫块具有第二成型表面,该第二成型表面朝向第一挤压方向,该垫块被设置在冲模中,以便能够在第二挤压方向上相对移动并且从第二成型表面和第一成型表面彼此大致齐平的位置克服在第一挤压方向上的推压力而被推动到开口中;冲头,该冲头具有第三成型表面,该第三成型表面朝向第二挤压方向并且面向第二成型表面;保持件,该保持件具有第四成型表面,该第四成型表面朝向第二挤压方向并且面向第一成型表面,保持件被设置在冲头周围,以便能够从第四成型表面和第三成型表面彼此大致齐平的位置克服在第二挤压方向上的推压力而在第一挤压方向上移动;和第二约束部。垫块和冲头被构造成夹持并且挤压顶部形成部。冲模和保持件被构造成夹持并且挤压在顶部形成部的宽度方向上的两侧上的工件中的凸缘形成部,该凸缘形成部在成型后将成为凸缘。通过使垫块和冲头相对于冲模和保持件在第二挤压方向上移动或者使冲模和保持件相对于垫块和冲头在第一挤压方向上移动,在顶部和每一个凸缘之间成型竖直壁。第二约束部被构造成:在第二成型表面与顶部接触的同时使夹持凸缘的冲模和保持件在第二挤压方向上移动以便脱模的时间段期间,该第二约束部抑制竖直壁和凸缘在宽度方向上的展开。
[0020]
根据本发明的第二方面,通过第二约束部抑制了竖直壁和凸缘在宽度方向上的展开,所以维持了帽形横截面,换言之,竖直壁被维持笔直。因此,难以出现翘曲(弯曲)。因此,
即使当垫块的挤压力(该垫块的挤压力生成垫块约束力,以抑制顶部形成部在纵向方向上的移位)在脱模期间作用在顶部上时,利用这样的简单构造也抑制了帽形横截面部件的变形,所述简单构造通过第二约束部抑制竖直壁和凸缘在宽度方向上的展开。
[0021]
在第二方面中,制造装置包括多个第二约束部,该第二约束部可以是接触构件,该接触构件从第一成型表面或第四成型表面以凸缘的厚度突出,并且该接触构件被构造成与凸缘的在凸缘的宽度方向上两个端部接触。
[0022]
在以上构造的情况下,凸缘的在宽度方向上的两个端部与从第一或第四成型表面突出的接触构件接触,所以抑制了竖直壁和凸缘的展开。另外,接触构件以凸缘的厚度突出,所以凸缘能够由冲模的第一成型表面和保持件的第四成型表面夹持,如在未设置这样的接触构件的情形中一样。因此,利用将接触构件设置在第一成型表面或第四成型表面上的这样的简单构造,抑制了竖直壁和凸缘在宽度方向上的展开,并且在不削弱夹持凸缘的功能的情况下在脱模期间抑制了帽形横截面部件的变形。
[0023]
本发明也适用于一种用于帽形横截面部件的制造方法。
[0024]
本发明的第三方面提供了一种制造装置中的帽形横截面部件的制造方法。该制造装置包括:冲模,该冲模具有在板工件中的顶部形成部的宽度方向上的两侧上的第一成型表面,该第一成型表面朝向第一挤压方向,所述顶部形成部在成型后将成为顶部,该冲模在第一成型表面之间具有开口,该开口在第一挤压方向上敞开;垫块,该垫块具有第二成型表面,该第二成型表面朝向第一挤压方向,该垫块被设置在冲模中,以便能够在第二挤压方向上相对移动并且从第二成型表面和第一成型表面彼此大致齐平的位置克服在第一挤压方向上的推压力而被推动到开口中;冲头,该冲头具有第三成型表面,该第三成型表面朝向第二挤压方向并且面向第二成型表面;保持件,该保持件具有第四成型表面,该第四成型表面朝向第二挤压方向并且面向第一成型表面,该保持件被设置在冲头周围,以便能够从第四成型表面和第三成型表面彼此大致齐平的位置克服在第二挤压方向上的推压力而在第一挤压方向上移动。该制造方法包括:合模步骤:通过使第二成型表面和第三成型表面相对于第一成型表面和第四成型表面在第二挤压方向上移动或者使第一成型表面和第四成型表面相对于第二成型表面和第三成型表面在第一挤压方向上移动,来在顶部和每一个凸缘之间成型竖直壁,其中,第二成型表面和第三成型表面夹持并且挤压顶部形成部,第一成型表面和第四成型表面夹持并且挤压顶部形成部的在顶部形成部的宽度方向上的两侧上的工件中的在成型后将成为凸缘的凸缘形成部。在合模步骤中,在抑制顶部形成部相对于第二成型表面和第三成型表面在顶部形成部的纵向方向上的移位的同时,使第二成型表面和第三成型表面在第二挤压方向上相对移动并且使第一成型表面和第四成型表面在第一挤压方向上相对移动。
[0025]
根据第三方面,如在制造装置的情形中那样,可以相对减小由在脱模期间作用在顶部上的推压力引起的垫块的挤压力,所以利用简单构造抑制了帽形横截面部件的变形。
[0026]
在第三方面中,在合模步骤中,顶部形成部的在纵向方向上的两端可以与接触部接触,所述接触部分别被设置在冲头中的第三成型表面的在第三成型表面的纵向方向上的两个外侧上。
[0027]
在以上构造的情况下,利用使顶部形成部的在纵向方向上的两端与设置在冲头中的接触部接触的简单构造,相对减小了垫块的挤压力,所以在脱模期间抑制了帽形横截面
部件的变形。
[0028]
在以上方面中,在合模步骤中,顶部形成部可以与凹凸不平部接合,该凹凸不平部被设置在第二成型表面和第三成型表面中的至少一个上。
[0029]
在以上构造的情况下,利用使顶部形成部与设置在第二成型表面和第三成型表面中的至少一个上的凹凸不平部接合的简单构造,相对减小了垫块的挤压力,所以在脱模期间抑制了帽形横截面部件的变形。
[0030]
在以上方面中,制造方法可以进一步包括准备步骤:在合模步骤之前,在顶部形成部的至少一部分中设置不均匀部。在合模步骤中,分别设置在第二成型表面和第三成型表面上的一对接合部可以与不均匀部接合。
[0031]
在以上构造的情况下,利用使分别设置在第二成型表面和第三成型表面上的接合部与在准备步骤中设置的不均匀部接合的简单构造,相对减小了垫块的挤压力,所以抑制了在脱模期间帽形横截面部件的变形。
[0032]
本发明的第四方面提供了一种制造装置中的帽形横截面部件的制造方法。该制造装置包括:冲模,该冲模具有在板工件中的顶部形成部的宽度方向上的两侧上的第一成型表面,该第一成型表面朝向第一挤压方向,所述顶部形成部在成型后将成为顶部,该冲模在第一成型表面之间具有开口,该开口在第一挤压方向上敞开;垫块,该垫块具有第二成型表面,该第二成型表面朝向第一挤压方向,该垫块被设置在冲模中,以便能够在第二挤压方向上相对移动并且从第二成型表面和第一成型表面彼此大致齐平的位置克服在第一挤压方向上的推压力而被推动到开口中;冲头,该冲头具有第三成型表面,该第三成型表面朝向第二挤压方向并且面向第二成型表面;保持件,该保持件具有第四成型表面,该第四成型表面朝向第二挤压方向并且面向第一成型表面,该保持件被设置在冲头周围,以便能够从第四成型表面和第三成型表面彼此大致齐平的位置克服在第二挤压方向上的推压力而在第一挤压方向上移动。该制造方法包括:合模步骤:通过使第二成型表面和第三成型表面相对于第一成型表面和第四成型表面在第二挤压方向上相对移动或者使第一成型表面和第四成型表面相对于第二成型表面和第三成型表面在第一挤压方向上移动,来在顶部和每一个凸缘之间成型竖直壁,其中,第二成型表面和第三成型表面夹持并且挤压顶部形成部,第一成型表面和第四成型表面夹持并且挤压顶部形成部的在顶部形成部的宽度方向上的两侧上的工件中的在成型后将成为凸缘的凸缘形成部;和开模步骤:在合模步骤之后,在第二成型表面与顶部接触的同时,使夹持凸缘的冲模和保持件在第二挤压方向上移动以便脱模。在开模步骤中,在抑制竖直壁和凸缘在宽度方向上的展开的同时,使冲模和保持件在第二挤压方向上移动。
[0033]
根据第四方面,如在制造装置的情形中那样,利用在抑制竖直壁和凸缘在宽度方向上的展开的同时进行脱模的简单构造抑制了脱模期间帽形横截面部件的变形。
[0034]
在第四方面中,在合模步骤中,凸缘的在凸缘宽度方向上的两个端部可以与接触构件接触,该接触构件从第一成型表面或第四成型表面以凸缘的厚度突出。
[0035]
在以上构造的情况下,利用使凸缘的在宽度方向上的两个端部与设置在第一成型表面或第四成型表面上的接触构件接触的简单构造,抑制了竖直壁和凸缘在宽度方向上的展开,并且抑制了帽形横截面部件的变形。
[0036]
在以上方面中,帽形横截面部件可以具有弯曲凸部,该弯曲凸部在帽形横截面部
件的纵向方向上弯曲并且在第二挤压方向上突出。
[0037]
在以上构造的情况下,当帽形横截面部件具有弯曲凸部时,在拉伸凸缘成形工序中容易在顶部中出现裂纹,所以需要相对大的垫块约束力。然而,能够通过减小垫块约束力或维持垫块形横截面来抑制脱模期间帽形横截面部件的变形的本发明的制造装置和制造方法适用于具有弯曲凸部的帽形横截面部件。
[0038]
在以上方面中,工件可以由高强度钢制成。
[0039]
在以上构造的情况下,用于在拉伸凸缘成形工序中抑制顶部中裂纹的出现的垫块约束力与工件的原材料的强度和厚度成比例增大。然而,能够通过减小垫块约束力或维持垫块形横截面来抑制脱模期间帽形横截面部件的变形的本发明的制造装置和制造方法适用于由高强度钢制成的工件。
[0040]
如上所述,根据本发明的方面,利用简单构造在脱模期间抑制了帽形横截面部件的变形。
附图说明
[0041]
以下将参考附图描述本发明的示例性实施例的特征、优点以及技术和工业意义,在附图中,类似的附图标记指示类似的元件,并且其中:
[0042]
图1是示意性示出利用根据本发明的第一实施例的制造装置和制造方法制造的帽形横截面部件的透视图;
[0043]
图2是示意性示出用于帽形横截面部件的制造步骤1的横截面视图;
[0044]
图3是示意性示出用于帽形横截面部件的制造步骤2的横截面视图;
[0045]
图4是示意性示出用于帽形横截面部件的制造步骤3的横截面视图;
[0046]
图5是示意性示出用于帽形横截面部件的制造步骤4的横截面视图;
[0047]
图6是示意性示出用于帽形横截面部件的制造步骤5的横截面视图;
[0048]
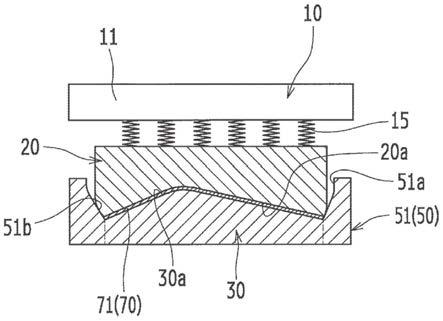
图7是示意性示出第一约束部的纵截面视图;
[0049]
图8是示意性示出第一约束部的纵截面视图;
[0050]
图9是示意性示出根据第一变型的第一约束部的纵截面视图;
[0051]
图10是图9中的部分a或部分b的局部放大视图;
[0052]
图11是示意性示出根据第二变型的第一约束部的纵截面视图;
[0053]
图12是示意性示出根据第二实施例的抑制帽形横截面部件的变形的原理的视图;
[0054]
图13是示意性示出用于帽形横截面部件的制造步骤1的横截面视图;
[0055]
图14是示意性示出用于帽形横截面部件的制造步骤2的横截面视图;
[0056]
图15是示意性示出用于帽形横截面部件的制造步骤3的横截面视图;
[0057]
图16是图15的局部放大视图;
[0058]
图17是示意性示出在顶部中出现裂纹的机制的视图;并且
[0059]
图18是示意性示出现有制造装置的横截面视图。
具体实施方式
[0060]
下文中,将参考附图描述本发明的实施例。
[0061]
第一实施例
[0062]
图1是示意性示出由根据本实施例的制造装置和制造方法制造的帽形横截面部件80的透视图。利用制造装置1(稍后描述)通过挤压(拉拔)由具有例如490mpa以上(期望的是980mpa以上)的拉伸强度的高强度钢(高强度材料)制成的板工件70(见图2)来制造帽形横截面部件80。
[0063]
如图1中所示,帽形横截面部件80具有顶部81、一对竖直壁83和一对凸缘85。顶部81具有在纵向方向上弯曲且向上突出的弯曲凸部87。竖直壁83从顶部81的宽度方向(与纵向方向垂直的方向)上的两个端部竖直向下延伸。凸缘85从竖直壁83的下端部在宽度方向上向外延伸。帽形横截面部件80具有帽形横截面,并且向下敞开,并且整体上沿着纵向方向以大致倒v形弯曲。在将一对凸缘85通过点焊等结合时,该帽形横截面部件80和相反的向上敞开的帽形横截面部件(未示出)组成具有闭合截面的长构件。该具有闭合截面的长构件被用作例如车辆的框架构件,诸如前侧构件。下文中,将参考附图详细描述根据本实施例的用于这样的帽形横截面部件80的制造装置1和制造方法。
[0064]
制造装置的基本构造
[0065]
图2至图6是示意性示出用于帽形横截面部件80的制造步骤1至5的横截面视图。在图2至图6中,为了可视化,仅冲模件13、垫块20、冲头30、保持件40、工件70和帽形横截面部件80在横截面视图中由阴影线示出。
[0066]
如图2等中所示,制造装置1包括冲模10、垫块20、冲头30和保持件40。如图2中所示,制造装置1通过挤压安装在冲头30和保持件40上的板工件70来制造帽形横截面部件80。
[0067]
冲模10具有在宽度方向上的两侧处的一对朝向下(朝向第一挤压方向)的第一成型表面13a,并且具有在第一成型表面13a之间的开口17。开口17向下(在第一挤压方向上)敞开。
[0068]
更具体地,冲模10整体上具有大致长方体形状。冲模10被固定到挤压机(未示出)的滑块。冲模10具有向下敞开的开口17。换言之,冲模10具有向下敞开的大致盒子形状。如图2等中所示,冲模10包括冲模主体11、冲模件13和多个氮气缸15。
[0069]
尽管在图2至图6中未示出,但冲模主体11的下端表面11a沿着纵向方向以大致倒v形弯曲(在纵向方向上弯曲并且向上凹入)。冲模件13被附接到冲模主体11的下端部。如图2中所示,冲模件13的下端表面13a从冲模主体11的下端表面11a向下突出。冲模件13的下端表面13a沿着纵向方向以大致倒v形弯曲,并且组成一对第一成型表面13a,所述一对第一成型表面13a在挤压时挤压位于工件70的两侧部分处的凸缘形成部75(成型后将成为凸缘85的部分)。如图2等中所示,氮气缸15被连接到开口17的顶部表面,并且每一个氮气缸15的杆15a在氮气的压力下不断地向下突出。可以设置弹性构件来替代氮气缸15,杆15a由该弹性构件不断地向下推动。
[0070]
垫块20具有朝向下的第二成型表面20a。垫块20被设置在冲模10中,以便能够向上(在第二挤压方向上)相对移动并且从第二成型表面20a和第一成型表面13a彼此大致齐平的位置克服向下推压力而被推动到开口17中。
[0071]
更具体地,垫块20具有大致长方体形状。如图2等中所示,垫块20被设置在冲模10的开口17中,并且垫块20的上端被连接到氮气缸15的杆15a的下端。因而,垫块20由氮气缸15不断地向下推压,并且垫块20被构造成:当施加向上推动垫块20的力时,该垫块20能够克服氮气缸15的推压力而相对于冲模10向上移动。
[0072]
垫块20的下表面20a沿着纵向方向以大致倒v形弯曲(在纵向方向上弯曲并且向上凹入),并且组成第二成型表面20a,该第二成型表面20a在挤压时挤压位于工件70的中心处的顶部形成部71(成型后将成为顶部81的部分)。垫块20被布置在开口17中,使得第二成型表面20a和第一成型表面13a在垫块20由氮气缸15的向下推压力降低到最低(杆15a被完全伸展)的位置中彼此齐平,如图2中所示。
[0073]
冲头30具有朝向上(朝向第二挤压方向)的第三成型表面30a,该第三成型表面30a面向第二成型表面20a。
[0074]
更具体地,如图2等中所示,冲头30被连接到下模31,该下模31被固定到挤压机的枕梁。下模31具有向上敞开的大致盒子形状,并且具有冲头保持件33,该冲头保持件33在下模31的中心处向上延伸。当冲头30被附接到冲头保持件33的上端部时,冲头30被布置在冲头30的上表面30a和垫块20的第二成型表面20a在上下方向上对向的位置中。如垫块20的第二成型表面20a的情形那样,冲头30的上表面30a沿着纵向方向以大致倒v形弯曲(在纵向方向上弯曲并且向上突出),并且组成第三成型表面30a,该第三成型表面30a在挤压时挤压工件70的顶部形成部71。
[0075]
保持件40具有朝向上的第四成型表面40a,该第四成型表面40a面向第一成型表面13a。保持件40被设置在冲头30周围,以便能够从第四成型表面40a和第三成型表面30a彼此齐平的位置克服向上推压力而向下移动。
[0076]
更具体地,保持件40具有在宽度方向上的中心处的开口41,该开口41在纵向方向上的整个长度上在上下方向上延伸贯穿。因而,保持件40具有大致矩形环形状。如冲模件13的第一成型表面13a的情形那样,保持件40的上表面40a沿着纵向方向以大致倒v形弯曲(在纵向方向上弯曲并且向上突出),并且组成第四成型表面40a,该第四成型表面40a在挤压时挤压工件70的凸缘形成部75。
[0077]
当如此构造的保持件40被布置在下模31上,使得冲头30被插在开口41中时,保持件40位于冲头30周围。如图2等中所示,多个氮气缸35被设置在下模31中的冲头保持件33周围,并且每一个氮气缸35的杆35a在氮气的压力下不断地向下突出。保持件40的下端被连接到氮气缸35的杆35a的上端。因而,保持件40被氮气缸35不断地向上推压,并且保持件40被构造成:当施加向下推动保持件40的力时,保持件40能够克服氮气缸35的推压力而向下移动。保持件40被布置在下模31上,使得保持件40的第四成型表面40a和冲头30的第三成型表面30a在保持件40由氮气缸35的向上推压力升高到最高(杆35a被完全伸展)的位置中彼此齐平。可以设置弹性构件来替代氮气缸35,杆35a由该弹性构件不断地向上推动。
[0078]
以此方式,当下模31(在该下模31上,保持件40被布置在冲头30周围)被固定到挤压机的枕梁,并且冲模10被固定到挤压机的滑块时,冲模件13的第一成型表面13a和保持件40的第四成型表面40a在上下方向上对向,并且垫块20的第二成型表面20a和冲头30的第三成型表面30a在上下方向上对向。
[0079]
制造方法
[0080]
当通过如此构造的制造装置1来制造帽形横截面部件80时,首先,将板工件70安装在冲头30和保持件40上,如图2中所示。更具体地,将工件70中的顶部形成部71安装在第三成型表面30a上,并且将工件70中的凸缘形成部75安装在第四成型表面40a上。在该状态中,没有施加向下推动保持件40的力,并且杆35a被完全伸展,所以第三成型表面30a和第四成
型表面40a彼此齐平(工件安装步骤)。
[0081]
随后,当通过驱动挤压机的滑块使冲模10下降时,顶部形成部71由第二成型表面20a和第三成型表面30a在上下方向上夹持,并且凸缘形成部75由第一成型表面13a和第四成型表面40a在上下方向上夹持,如图3中所示。从该状态,通过使冲模10进一步下降,在上下方向上夹持顶部形成部71的垫块20和冲头30以及夹持凸缘形成部75的冲模10和保持件40在上下方向上相对移动。具体地,当使冲模10进一步下降时,由冲模件13向下推动的保持件40克服氮气缸35的推压力而向下移动,并且由冲头30向上相对推动的垫块20克服氮气缸15的推压力而相对向上移动,以便被推动到开口17中,如图4中所示。当在以此方式推动垫块20的同时冲头30进入到开口17中时,成型了帽形横截面部件80,该帽形横截面部件80具有作为顶部81的顶部形成部71、作为凸缘85的凸缘形成部75和作为竖直壁83的均形成在部71、75之间的部73(合模步骤)。
[0082]
随后,当通过驱动挤压机的滑块使冲模10升高时,在第二成型表面20a与顶部81接触的同时,冲头30从顶部81的下表面离开并且从冲模10的开口17移动出来,并且在凸缘85由保持件40和第一成型表面13a夹持的同时,保持件40由氮气缸35的推压力升高,如图5中所示。然后,当保持件40被升高到最高时,即,当保持件40的第四成型表面40a与冲头30的第三成型表面30a齐平时,垫块20的第二成型表面20a从顶部81的上表面离开,并且帽形横截面部件80的移除完成,如图6中所示(开模步骤)。
[0083]
第一约束部
[0084]
顺带地,当制造具有弯曲凸部87的帽形横截面部件80时,已知的是,如果顶部形成部71未由垫块20所保持,则在拉伸凸缘成形(在顶部81和每一个凸缘85之间形成竖直壁83)工序中,在顶部81中出现裂纹。更具体地,如果没有防止顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位(滑动)的垫块20的约束力(下文中,也被称为“垫块约束力”),则如图17中的箭头所指示的那样,在纵向方向上出现顶部形成部71的移位,并且在移位大的弯曲凸部87处在顶部81中出现裂纹。也已知的是,用于在拉伸凸缘成形工序中抑制顶部81中裂纹的出现的垫块约束力与工件70的原材料的强度和厚度成比例增大。
[0085]
由于这些原因,当如本实施例的情形中的那样制造具有弯曲凸部87且由高强度材料制成的帽形横截面部件80时,需要相对大的垫块约束力,以抑制顶部81中裂纹的出现,并且需要垫块20的相对大的挤压力,即,氮气缸15的相对大的推压力,以实现这样的垫块约束力。
[0086]
图18是示意性示出现有制造装置101的横截面视图。现有制造装置101与本实施例的制造装置1的相似之处在于,如图18中所示,通过使在上下方向上夹持工件的顶部形成部的垫块120和冲头130以及在上下方向上夹持工件的凸缘形成部的冲模110和保持件140在上下方向上相对移动,形成了帽形横截面部件180。
[0087]
然而,当通过现有制造装置101来制造具有弯曲凸部且由高强度材料制成的帽形横截面部件180时,存在以下不便。在脱模时(在开模时),当使冲模110向上移动时,冲头130从冲模110的开口117移动出来,并且,同时,垫块120通过推压力在冲模110的开口117内向下相对移动,而保持件140通过推压力在冲头130周围向上移动。然后,冲头130从顶部181的下表面离开,生成用于抑制顶部形成部在纵向方向上的移位的垫块约束力的垫块120的相
对大的挤压力从上侧作用在已经失去冲头130从下侧的支撑的顶部181上,并且保持件140的挤压力从下侧作用在凸缘185上。因此,垫块120和保持件140的挤压力从上下方向上的两侧压缩帽形横截面部件180,所以,如在图18中所示,存在的问题是,帽形横截面部件180以使得竖直壁182屈曲的模式变形。
[0088]
为了抑制帽形横截面部件180的这种变形,可以设想一种用于提供限制部的技术,该限制部用于通过规制制造装置101内的保持件140相对于冲头130的移动或者垫块120相对于冲模110的移动来限制挤压力。然而,利用这样的技术,存在的不便在于,需要大量的加工设备等,并且金属模具结构被复杂化,所以制造成本增加。
[0089]
根据本实施例的制造装置1利用金属模具的特有形状使得工件70本身难以在纵向方向上变形。具体地,本实施例的制造装置1包括第一约束部50,该第一约束部50用于:在从顶部形成部71由第二成型表面20a和第三成型表面30a夹持时到成型了竖直壁83时的时间段期间,该第一约束部50抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0090]
图7和图8是示意性示出根据本实施例的第一约束部50的纵截面视图。在本实施例中,如图7和图8中所示,采用一对接触部51作为第一约束部50,用于抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位,所述一对接触部51被设置在冲头30中的第三成型表面30a的在纵向方向上的两个外侧上,以便与顶部形成部71的在纵向方向上的两端接触。
[0091]
接触部51是冲头30的一部分,并且被设置在冲头30的在纵向方向上的两个端部处。接触部51的在纵向方向上的内表面(接触部51的对向表面)均由设置在上表面上的竖直表面51a和设置在下表面上的倾斜表面51b组成,以便延伸使得纵向方向上的向内倾斜朝向下侧增大。接触部51中的竖直表面51a之间的距离被设置成稍长于工件70在纵向方向上的长度,而接触部51中的倾斜表面51b的下端与第三成型表面30a的在纵向方向上的两端一致。
[0092]
在通过如此构造的制造装置1来制造帽形横截面部件80的情形中,首先,如图7中所示,板工件70经过竖直表面51a之间,该竖直表面51a之间的距离稍长于工件70在纵向方向上的长度,顶部形成部71被安装在第三成型表面30a上,并且图7中未示出的凸缘形成部75被安装在第四成型表面40a上。
[0093]
随后,当通过驱动挤压机的滑块使冲模10下降时,如图8中所示,顶部形成部71由第二成型表面20a和第三成型表面30a在上下方向上夹持,并且凸缘形成部75由图8中未示出的第一成型表面13a和第四成型表面40a在上下方向上夹持。此时,顶部形成部71的在纵向方向上的两端与接触部51中的倾斜表面51b的下端接触,并且顶部形成部71在纵向方向上被约束。
[0094]
从该状态,通过使冲模10进一步下降,在上下方向上夹持顶部形成部71的垫块20和冲头30以及夹持凸缘形成部75的冲模10和保持件40在上下方向上相对移动。因而,成型了帽形横截面部件80。在此期间,通过使顶部形成部71的两端与接触部51的倾斜表面51b的下端接触,在抑制了顶部形成部71的相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位的同时,使第二成型表面20a和第三成型表面30a以及第一成型表面13a和第四成型表面40a在上下方向上相对移动。
[0095]
以此方式,在本实施例中,在从顶部形成部71由第二成型表面20a和第三成型表面30a夹持时到成型了竖直壁83时的时间段期间,换言之,在拉伸凸缘成形工序中,即使当相对减小垫块20的挤压力(即,氮气缸15的推压力)时,也在拉伸凸缘成形工序中抑制了顶部81中裂纹的出现,这是因为设置了接触部51,用于抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0096]
另外,顶部形成部71的在纵向方向上的两端与接触部51接触,换言之,顶部形成部71的在纵向方向上的两端被约束,使得在拉伸凸缘形成工序中,顶部形成部71在纵向方向上没有空间延伸。结果是,不会出现顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。因此,仅当能够在板工件70由第二成型表面20a和第三成型表面30a夹持的同时成型具有弯曲凸部87的顶部81时,从抑制顶部形成部71在纵向方向上的移位的角度而言,可以减小垫块约束力。
[0097]
因此,可以相对减小基于在脱模期间从上侧作用在顶部81上的氮气缸15的推压力的垫块20的挤压力,所以利用冲头30具有接触部51的这样的简单构造,在脱模期间抑制帽形横截面部件80的变形。
[0098]
第一变型
[0099]
本变型与第一实施例的区别在于,通过增大第二成型表面20a和顶部形成部71之间的摩擦力来抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。下文中,将主要描述与第一实施例的区别。
[0100]
图9是示意性示出根据本变型的第一约束部50的纵截面视图。图10是图9中的部分a或部分b的局部放大视图。在本变型中,如图9和图10中所示,采用设置在第二成型表面20a上的凹凸不平部53作为第一约束部50,用于抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0101]
例如,如图10中所示,可以采用设置在第二成型表面20a上且在宽度方向上延伸的具有半圆形横截面的沟槽作为凹凸不平部53。设置凹凸不平部53的范围可以是与第二成型表面20a上的弯曲凸部87(在该处,纵向方向上的移位将是最大,如图9中的部分a所示)对应的弯曲部分,可以是夹持与如图9中的部分b处所示的第二成型表面20a上的弯曲凸部87对应的部分的平坦部分,或者可以是整个第二成型表面20a。
[0102]
当具有1mm半径的半圆形横截面的沟槽被以2mm的间隔l设置在在纵向方向上夹持与如图9中的部分b处所示的第二成型表面20a上的弯曲凸部87对应的部分的平坦部分上时,通过实验发现,第二成型表面20a和顶部形成部71之间的摩擦系数约为当未设置沟槽时的摩擦系数的两倍。
[0103]
在通过如此构造的制造装置1来制造帽形横截面部件80的情形中,当顶部形成部71由如图9中所示的第二成型表面20a和第三成型表面30a在上下方向上夹持时,顶部形成部71的表面与设置在第二成型表面20a上的凹凸不平部53接合,所以抑制了顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0104]
以此方式,当顶部形成部71的表面与设置在第二成型表面20a上的凹凸不平部53接合时,增大了第二成型表面20a和顶部形成部71之间的摩擦系数。因此,即使当不相对增大垫块约束力时,也抑制了顶部形成部71在纵向方向上的移位,由此抑制了顶部81中裂纹的出现。因而,可以相对减小垫块约束力,即,氮气缸15的推压力。因此,利用将凹凸不平部
53设置在第二成型表面20a上的这样的简单构造,在脱模期间抑制了帽形横截面部件80的变形。
[0105]
第二变型
[0106]
本变型与第一实施例的区别在于,通过增大第二成型表面20a和第三成型表面30a与顶部形成部71之间的接合力来抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。下文中,将主要描述与第一实施例的区别。
[0107]
图11是示意性示出根据本变型的第一约束部50的纵截面视图。在本变型中,如图11中所示,采用分别被设置在第二成型表面20a和第三成型表面30a上的接合部作为第一约束部50,以便与设置在顶部形成部71中的不均匀部79接合,用于抑制顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0108]
根据本变型的制造方法包括在合模步骤之前的准备步骤(具体是作为主要步骤(工件安装步骤、合模步骤和开模步骤)之前的步骤):将不均匀部79设置在工件70中的顶部形成部71的至少一部分中。除了如图11中所示的设置在顶部形成部71中的台阶部外,不均匀部79可以是弯曲部、凹凸部等。
[0109]
在另一方面,与不均匀部79的形状匹配的上接合部55被设置在垫块20的第二成型表面20a上,并且与不均匀部79的形状匹配的下接合部57被设置在冲头30的第三成型表面30a上。当顶部形成部71由第二成型表面20a和第三成型表面30a夹持时,上接合部55和下接合部57与不均匀部79啮合(接合)。
[0110]
在通过如此构造的制造装置1来制造帽形横截面部件80的情形中,当如图11中所示地由第二成型表面20a和第三成型表面30a在上下方向上夹持顶部形成部71时,设置在第二成型表面20a和第三成型表面30a上的上接合部55和下接合部57与不均匀部79接合,由此抑制了顶部形成部71相对于第二成型表面20a和第三成型表面30a在纵向方向上的移位。
[0111]
以此方式,即使当不相对增大垫块约束力时,当上接合部55和下接合部57与不均匀部79接合时,也通过抑制顶部形成部71在纵向方向上的移位抑制了顶部81中裂纹的出现。因而,可以相对减小氮气缸15的推压力。因此,利用将上接合部55和下接合部57设置在第二成型表面20a和第三成型表面30a上的这样的简单构造,抑制了在脱模期间帽形横截面部件80的变形。
[0112]
第二实施例
[0113]
本实施例与第一实施例的区别在于,通过相对减小了垫块20的挤压力,在脱模期间帽形横截面部件80的变形未被抑制,但是使得帽形横截面部件80本身难以变形。在下文中,将主要描述与第一实施例的区别。
[0114]
图12是示意性示出根据本实施例的抑制帽形横截面部件80的变形的原理的视图。例如,即使在脱模期间,但当维持竖直壁83笔直时,换言之,当仅轴向力作用在竖直壁83上时,大的挤压力可以由竖直壁83一定程度地支撑。
[0115]
当在脱模期间,帽形横截面部件80由垫块20和保持件40的挤压力在上下方向上压缩时(见图12中的轮廓箭头和实心箭头),竖直壁83和凸缘85在如图12中的虚线表示的宽度方向上展开,并且容易出现翘曲(弯曲)。结果是,当制造具有弯曲凸部87且由高强度材料制成的帽形横截面部件80时,帽形横截面部件80以使得竖直壁83由于垫块20的相对大的挤压力而屈曲的模式变形。
[0116]
因此,如图12中所示,如果设置了抑制竖直壁83和凸缘85在宽度方向上的展开的部分60,则竖直壁83被维持笔直,所以在脱模期间帽形横截面部件80的变形会被抑制。
[0117]
本实施例的制造装置1包括第二约束部60,该第二约束部60用于:在开模步骤中,在直到在第二成型表面20a与顶部81接触的同时夹持凸缘85的冲模10和保持件40被向上移动以被脱模为止的时间段期间,抑制竖直壁83和凸缘85在宽度方向上的展开。
[0118]
图13至图15分别是示意性示出用于帽形横截面部件80的制造步骤1至3的横截面视图。图16是图15的局部放大视图。在图13至图15中,为了可视化,与图2至图6相比,简化了制造装置1。在本实施例中,如图13至图15中所示,采用接触构件61作为第二约束部60,用于抑制竖直壁83和凸缘85在宽度方向上的展开,该接触构件61从第四成型表面40a以凸缘85的厚度向上突出,并且与凸缘85的在宽度方向上的两个端部接触。
[0119]
更具体地,如图16中所示,凹槽43被设置在保持件40的每一个第四成型表面40a上,该凹槽43在纵向方向上延伸并且向上敞开。台阶表面43a被设置在凹槽43中且在比其底表面43b高的高度处。由例如弹簧组成的推压装置63被固定到凹槽43的底表面43b。接触构件61具有在纵向方向上延伸的矩形杆形状。接触构件61均被设置在保持件40上,以便能够从接触构件61从第四成型表面40a以凸缘85的厚度向上突出的位置克服推压装置63的向上推压力而向下移动并且被配合到凹槽43。
[0120]
当通过如此构造的制造装置1来制造帽形横截面部件80时,首先,将凸缘形成部75安装在从第四成型表面40a向上突出的接触构件61的上表面上,如图13中所示。此时,顶部形成部71位于与第四成型表面40a大致齐平的第三成型表面30a的上方。
[0121]
随后,当通过驱动挤压机的滑块使冲模10下降时,顶部形成部71由第二成型表面20a和第三成型表面30a在上下方向上夹持,并且凸缘形成部75由第一成型表面13a和接触构件61在上下方向上夹持。当将冲模10从该状态进一步降低时,由冲头30相对向上推动的垫块20相对向上移动,以便被推动到开口17中,如图14中所示。此时,因为向下推动凸缘形成部75的第一成型表面13a的力经由接触构件61被推压装置63吸收,所以由第一成型表面13a和接触构件61的上表面在上下方向上夹持凸缘形成部75的力相对小,因此随着垫块20被推动到开口17中,凸缘形成部75在接触构件61的上表面上在宽度方向上向内滑动。
[0122]
然后,当凸缘形成部75的在宽度方向上的两端到达接触构件61的在宽度方向上的内侧时,凸缘形成部75由第一成型表面13a和第四成型表面40a夹持,如图14中所示。当接触构件61由第一成型表面13a向下推动时,接触构件61下降,除非接触构件61与台阶表面43a接触。因此,如在未设置这样的接触构件61的情形中那样,凸缘形成部75可以由第一成型表面13a和第四成型表面40a稳固夹持。
[0123]
从该状态,当通过使冲模10进一步下降使在上下方向上夹持顶部形成部71的垫块20和冲头30以及夹持凸缘形成部75的冲模10和保持件40在上下方向上相对移动时,在顶部81和每一个凸缘85之间形成了竖直壁83(合模步骤)。
[0124]
在合模步骤之后,在第二成型表面20a与顶部81接触的同时,夹持凸缘85的冲模10和保持件40被向上移动,以便脱模(开模步骤)。此时,如图15中所示,凸缘85的在宽度方向上的两个端部与从第四成型表面40a以凸缘85的厚度突出的接触构件61接触,所以抑制了竖直壁83和凸缘85在宽度方向上的展开。
[0125]
以此方式,通过用作第二约束部60的接触构件61,抑制了竖直壁83和凸缘85在宽
度方向上的展开,所以帽形横截面被维持,换言之,竖直壁83被维持笔直。因此,难以出现翘曲(弯曲)。因此,即使当垫块的挤压力(该垫块的挤压力生成用于抑制顶部形成部71在纵向方向上的移位的这样的约束力)在脱模期间从上侧作用在顶部81上时,也利用这样的简单构造抑制了帽形横截面部件80的变形,所述简单构造通过接触构件61抑制了竖直壁83和凸缘85在宽度方向上的展开。
[0126]
其它实施例
[0127]
本发明不限于上述实施例,并且可以在不偏离本发明的精神和主要特征的情况下,以其它各种形式实施本发明。
[0128]
在第一实施例的第一变型中,凹凸不平部53被设置在第二成型表面20a上来作为第一约束部50;然而,构造不限于此。例如,凹凸不平部53可以被设置在第三成型表面30a上,或者凹凸不平部53可以被设置在第二成型表面20a和第三成型表面30a中的每一个上。
[0129]
在第一实施例的第二变型中,不均匀部79在准备步骤中被设置在工件70的顶部形成部71中;然而,构造不限于此。例如,当顶部形成部71在主要步骤中由第二成型表面20a和第三成型表面30a夹持时,可以通过利用上接合部55和下接合部57挤压顶部形成部71来设置与上接合部55和下接合部57接合的不均匀部79。
[0130]
在第二实施例中,从第四成型表面40a以凸缘85的厚度向上突出的接触构件61被设置为第二约束部60;然而,构造不限于此。例如,可以设置从第一成型表面13a以凸缘85的厚度向下突出的接触构件。
[0131]
在上述实施例中,利用氮气缸15将推压力施加到垫块20和保持件40;然而,构造不限于此。例如,可以利用弹性构件(诸如弹簧(未示出))将推压力施加到垫块20和保持件40来替代气缸。
[0132]
以此方式,上述实施例在所有方面均仅是示例性的,并且不应被限制性地解释。本发明也涵盖与所附权利要求等同的变型和修改。
[0133]
根据本发明,利用简单的构造,在脱模期间抑制了帽形横截面部件的移位,所以它在应用于帽形横截面部件的制造装置和制造方法时非常有用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1