一种汽车上饰条穿胶条的组立专机的制作方法
本发明属于上饰条组立工装技术领域,涉及一种汽车上饰条穿胶条的组立专机。
背景技术:
现有带有弧度的不锈钢汽车上饰条里面一般穿设有胶条,由于整个汽车上饰条长度约为1.1米,整体弧度太长,且要保证胶条在饰条里面的相对位置精度,现有的方式要么采用人工的方式的进行组立,这种方式操作麻烦,费时费力,并且市场上也没有相应的自动组立专机来实现该工序。
技术实现要素:
本发明所要解决的技术问题,是针对现有技术的现状,而提供一种操作简单,提高工作效率,保证精度精确的汽车上饰条穿胶条的组立专机。
本发明解决上述技术问题所采用的技术方案为:一种汽车上饰条穿胶条的组立专机,其特征在于,包括多个间隔排列的产品固定组件以及穿胶引导组件,所述的穿胶引导组件位于产品固定组件待组立的一侧,待组立的上饰条固定在产品固定组件上,胶条位于穿胶引导组件上,所述的穿胶引导组件给予胶条一个恒定向前的力,胶条以上饰条弧度为导向,使胶条缓慢穿入到上饰条里面。
在上述的一种汽车上饰条穿胶条的组立专机中,所述的穿胶引导组件包括有主滚动轮装置和副滚动轮装置,所述的主滚动轮装置包括有伺服电机以及与伺服电机连接的主滚动轮,副滚动轮装置包括有浮动气缸以及与其连接的副滚动轮,所述的副滚动轮能够上下浮动压在胶条上,主滚动轮和副滚动轮夹紧胶条,并由伺服电机带主滚动轮滚动时给予胶条一个恒定向前的力。
在上述的一种汽车上饰条穿胶条的组立专机中,所述的主滚动轮上具有防滑夹紧齿面。
在上述的一种汽车上饰条穿胶条的组立专机中,所述的主滚动轮装置旁设置有引出件,在引出件旁设置有引导模,引导模的输出端设置有位置对准模,位置对准模的出口处设置有压料导杆。
在上述的一种汽车上饰条穿胶条的组立专机中,所述的穿胶引导组件左侧还设置有顶料组件,所述的顶料组件包括顶料气缸、顶料头以及顶料滑轨,所述的顶料头套在顶料滑轨上,顶料气缸与顶料头连接并带动顶料头沿顶料滑轨运动。
在上述的一种汽车上饰条穿胶条的组立专机中,所述的压料导杆位置处设计有胶条感应器。
与现有技术相比,本发明的优点在于该专机自动实现了将一根直的塑料胶条穿入c型口且带有弧度的不锈钢汽车上饰条里面,整个过程操作简单,且可以保证胶条在饰条里面的相对位置精度,提高工作效率。
附图说明
图1是本胶条穿入上饰条的结构示意图;
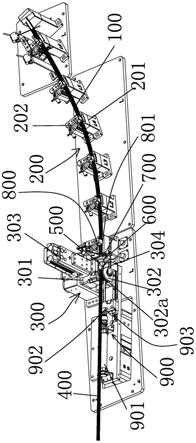
图2是本汽车上饰条穿胶条的组立专机结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
图中,上饰条100;c型口101;产品固定组件200;固定座201;固定气动件202;穿胶引导组件300;伺服电机301;主滚动轮302;防滑夹紧齿面302a;浮动气缸303;副滚动轮304;胶条400;引出件500;引导模600;位置对准模700;压料导杆800;胶条感应器801;顶料组件900;顶料气缸901;顶料头902;顶料滑轨903。
如图1和图2所示,本汽车上饰条穿胶条的组立专机,主要是用来自动完成如图1的组立胶条400后的上饰条100,这里可以看出上饰条100是具有c型口101,需要将胶条400自动对准并塞入上饰条100的c型口101内,这里其中上饰条100为金属件,胶条400为塑料件。
具体来说,本汽车上饰条穿胶条的组立专机主要包括多个间隔排列的产品固定组件200以及穿胶引导组件300,穿胶引导组件300位于产品固定组件200待组立的一侧,待组立的上饰条100固定在产品固定组件200上,这里上饰条100是具有一定弧度的,产品固定组件200包括固定座201以及固定气动件202,利用多个固定座201排成弧形状,将上饰条100放置在固定座201上后并利用固定气动件202压牢即可,为穿胶条400做准备。
胶条400位于穿胶引导组件300上,穿胶引导组件300包括有主滚动轮装置和副滚动轮装置,主滚动轮302装置包括有伺服电机301以及与伺服电机301连接的主滚动轮302,副滚动轮装置包括有浮动气缸303以及与其连接的副滚动轮304,副滚动轮304能够上下浮动压在胶条400上,主滚动轮302和副滚动轮304就夹紧胶条400,并由伺服电机301带主滚动轮302滚动时给予胶条400一个恒定向前的力,胶条400以上饰条100弧度为导向,使胶条400缓慢穿入到上饰条100里面,这里主滚动轮302作为主带动驱动力,副滚动轮304可以上下浮动调节,并控制夹紧力大小,一方面可以夹住胶条400向前推动,另一方面防止夹坏胶条400,作为进一步优化,主滚动轮302上具有防滑夹紧齿面302a,这样增大与胶条400接触的摩擦力,从而带动胶条400向前运动。
为了方便胶条400可以精确的穿入上饰条100内,主滚动轮302装置旁设置有引出件500,在引出件500旁设置有引导模600,引导模600的输出端设置有位置对准模700,位置对准模700的出口处设置有压料导杆800,压料导杆800位置处设计有胶条感应器801,利用胶条感应器801可以感测到胶条400是否穿设到位,这里利用引出件500可以首先将胶条400顺利引出,再经引导模600和对准模可以调节胶条400的对准位置,最后利用压料导杆800可以对端部进行压牢,使得胶条400可以顺利的穿入上饰条100的c型口101内,为了将胶条400顶到准确位置,穿胶引导组件300左侧还设置有顶料组件900,顶料组件900包括顶料气缸901、顶料头902以及顶料滑轨903,顶料头902套在顶料滑轨903上,顶料气缸901与顶料头902连接并带动顶料头902沿顶料滑轨903运动,这样利用顶料头902就可以在大部分胶条400穿入后再顶一下胶条400的端部,就可以将胶条400完全装入上饰条100的c型口101内,整个过程,方便快捷,且可以保证胶条400在上饰条100里面的相对位置精度,提高工作效率。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神所定义的范围。
技术特征:
1.一种汽车上饰条穿胶条的组立专机,其特征在于,包括多个间隔排列的产品固定组件以及穿胶引导组件,所述的穿胶引导组件位于产品固定组件待组立的一侧,待组立的上饰条固定在产品固定组件上,胶条位于穿胶引导组件上,所述的穿胶引导组件给予胶条一个恒定向前的力,胶条以上饰条弧度为导向,使胶条缓慢穿入到上饰条里面。
2.根据权利要求1所述的一种汽车上饰条穿胶条的组立专机,其特征在于,所述的穿胶引导组件包括有主滚动轮装置和副滚动轮装置,所述的主滚动轮装置包括有伺服电机以及与伺服电机连接的主滚动轮,副滚动轮装置包括有浮动气缸以及与其连接的副滚动轮,所述的副滚动轮能够上下浮动压在胶条上,主滚动轮和副滚动轮夹紧胶条,并由伺服电机带主滚动轮滚动时给予胶条一个恒定向前的力。
3.根据权利要求2所述的一种汽车上饰条穿胶条的组立专机,其特征在于,所述的主滚动轮上具有防滑夹紧齿面。
4.根据权利要求2或3所述的一种汽车上饰条穿胶条的组立专机,其特征在于,所述的主滚动轮装置旁设置有引出件,在引出件旁设置有引导模,引导模的输出端设置有位置对准模,位置对准模的出口处设置有压料导杆。
5.根据权利要求1所述的一种汽车上饰条穿胶条的组立专机,其特征在于,所述的穿胶引导组件左侧还设置有顶料组件,所述的顶料组件包括顶料气缸、顶料头以及顶料滑轨,所述的顶料头套在顶料滑轨上,顶料气缸与顶料头连接并带动顶料头沿顶料滑轨运动。
6.根据权利要求4所述的一种汽车上饰条穿胶条的组立专机,其特征在于,所述的压料导杆位置处设计有胶条感应器。
技术总结
本发明属于上饰条组立工装技术领域,提供了一种汽车上饰条穿胶条的组立专机,包括多个间隔排列的产品固定组件以及穿胶引导组件,穿胶引导组件位于产品固定组件待组立的一侧,待组立的上饰条固定在产品固定组件上,胶条位于穿胶引导组件上,穿胶引导组件给予胶条一个恒定向前的力,胶条以上饰条弧度为导向,使胶条缓慢穿入到上饰条里面。本发明的优点在于该专机自动实现了将一根直的塑料胶条穿入C型口且带有弧度的不锈钢汽车上饰条里面,整个过程操作简单,且可以保证胶条在饰条里面的相对位置精度,提高工作效率。
技术研发人员:鲁国超;许雷坤;范曙光
受保护的技术使用者:宁波敏实汽车零部件技术研发有限公司
技术研发日:2020.12.30
技术公布日:2021.06.01
- 还没有人留言评论。精彩留言会获得点赞!