一种用于棒体的倒角装置的制作方法
1.本实用新型涉及倒角加工设备,尤其涉及一种用于棒体的倒角装置。
背景技术:
2.倒角指的是把工件的棱角切削成一定斜面的加工,倒角是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,一般在端部做出倒角。而在车床加工例如铜棒、铝棒等棒体时,由于现有采用的智能化车床采用自动上料、自动切割等自动化加工工序,然而由于原料棒体未进行倒角处理,在上料、定位切割时容易导致卡位或错位,继而影响加工稳定性和效率,故需要对棒体进行一定倒角处理,以便后续加工。
技术实现要素:
3.本实用新型的目的是提供一种方便加工的用于棒体的倒角装置。
4.为了实现本实用新型目的,本实用新型提供一种用于棒体的倒角装置,包括支撑台、滑台、转动把手、卡盘、驱动装置和倒角切削刀,卡盘设置有棒体定位孔,卡盘设置在滑台上,滑台设置在支撑台上并可沿棒体定位孔的轴向移动,滑台设置有驱动滑槽,转动把手铰接设置在支撑台上,转动把手上设置有驱动杆,驱动杆位于驱动滑槽内;驱动装置与倒角切削刀连接并驱动倒角切削刀转动,驱动杆的移动驱动滑台和卡盘朝向倒角切削刀移动,倒角切削刀设置有锥形定位槽,锥形定位槽内设置切削刀,锥形定位槽的轴线与棒体定位孔的轴线共线布置。
5.更进一步的方案是,滑台朝向转动把手设置有延伸板,转动把手设置有转盘和把手,转盘与把手连接,驱动滑槽设置在延伸板上,转盘铰接于支撑台上,驱动杆设置在转盘上。
6.更进一步的方案是,延伸板位于转盘的上方。
7.更进一步的方案是,转动把手还设置有铰轴,铰轴和驱动杆均偏心地设置在转盘上,铰轴连接在转盘和支撑台之间。
8.更进一步的方案是,棒体定位孔的轴向沿水平方向布置。
9.更进一步的方案是,倒角装置还包括保护罩,保护罩位于倒角切削刀的外周,保护罩设置有透视窗口。
10.更进一步的方案是,支撑台设置有漏口,漏口位于保护罩内且位于倒角切削刀的下方。
11.更进一步的方案是,滑台上设置有定位台,定位台设置有连通孔,卡盘设置在定位台上,棒体定位孔与连通孔同轴连通。
12.更进一步的方案是,支撑台设置有滑轨,滑台可滑动地设置在滑轨上,倒角装置还包括限位件,限位件设置在滑轨靠近倒角切削刀的一端上,限位件可与滑台邻接。
13.更进一步的方案是,倒角装置还包括尾端支撑台,尾端支撑台设置有支撑滚轮,倒角切削刀和支撑滚轮分别位于棒体定位孔的轴向两侧。
14.本实用新型的有益效果是,通过转动把手的转动驱动滑台和卡盘移动,当棒体安装在棒体定位孔内并被卡盘夹持,继而通过方便的转动操作带动棒体输入至倒角切削刀处,继而进行倒角加工,且由于通过转动的把手带动转盘转动,继而优化操作角度且省时省力,以及利用保护罩和透视窗口,在加工时可在观察棒体的加工情况的同时操作转动把手,废料可从漏口及时排除,以及通过限位件限制棒体的最大行程,在方便于定位加工精度且也起保护作用,尾端支撑台同于支撑棒体的尾端,并配合支撑滚轮辅助棒体的行进,继而提高加工精度。
附图说明
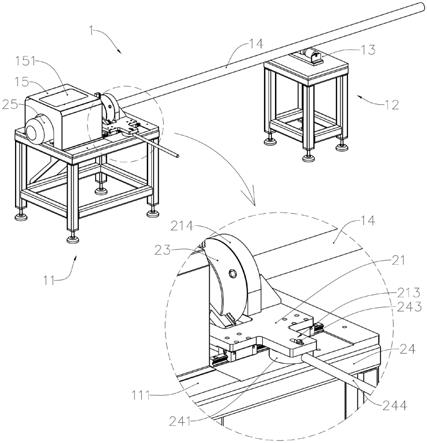
15.图1是本实用新型倒角装置实施例的结构图。
16.图2是本实用新型倒角装置实施例省略保护罩后的结构图。
17.图3是本实用新型倒角装置实施例在切割状态下的结构图。
18.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
19.参照图1至图3,倒角装置1包括支撑台111、滑台21、转动把手24、卡盘23、驱动装置25和倒角切削刀26,支撑台111呈平板布置且采用支撑架11支撑,支撑台111设置有滑轨22,滑台21可滑动地设置在滑轨22上,滑台21上设置有定位台214,定位台214设置有连通孔215,卡盘23设置在定位台214上,卡盘23设置有棒体定位孔231,棒体定位孔231与连通孔215同轴连通,随着滑台21的移动,卡盘23可沿棒体定位孔231的轴向移动,且棒体定位孔231的轴向沿水平方向布置。倒角装置1还包括限位件114,限位件114设置在滑轨22靠近倒角切削刀26的一端上,限位件114可与滑台21邻接
20.转动把手24设置有转盘241、把手244和铰轴242,转盘241与把手244连接,转盘241上设置有驱动杆243,铰轴242和驱动杆243均偏心地设置在转盘241上,铰轴242靠近滑台21,驱动杆243远离滑台21,铰轴242铰接在转盘241和支撑台111之间,继而实现转动把手24铰接设置在支撑台111上,滑台21朝向转动把手24设置有延伸板212,驱动滑槽213设置在延伸板212上,延伸板212位于转盘241的上方,驱动杆243位于驱动滑槽213内。
21.驱动装置25与倒角切削刀26连接并驱动倒角切削刀26转动,驱动装置25可采用电机驱动,倒角切削刀26设置有锥形定位槽,锥形定位槽内设置切削刀,锥形定位槽的轴线与棒体定位孔231的轴线共线布置。
22.随着转盘241和把手244的转动,驱动驱动杆243带动驱动滑槽213,继而实现驱动滑台21和卡盘23朝向倒角切削刀26移动,如铜棒或铝棒的棒体穿过棒体定位孔231与连通孔215,并被卡盘23夹持,继而棒体14的端部被倒角切削刀26实现倒角加工。
23.倒角装置1还包括保护罩15,保护罩15位于倒角切削刀26的外周,保护罩15设置有透视窗口151,且保护罩15位于靠近转动把手24的位置处,支撑台111设置有漏口112,漏口112位于保护罩15内且位于倒角切削刀26的下方,漏口112的下方还设置有排屑槽113。
24.倒角装置1还包括尾端支撑台12,尾端支撑台12设置有支撑滚轮13,倒角切削刀26和支撑滚轮13分别位于棒体定位孔231的轴向两侧,支撑滚轮13用于支撑棒体14。
25.由上可见,通过转动把手的转动驱动滑台和卡盘移动,当棒体安装在棒体定位孔
内并被卡盘夹持,继而通过方便的转动操作带动棒体输入至倒角切削刀处,继而进行倒角加工,且由于通过转动的把手带动转盘转动,继而优化操作角度且省时省力,以及利用保护罩和透视窗口,在加工时可在观察棒体的加工情况的同时操作转动把手,废料可从漏口及时排除,以及通过限位件限制棒体的最大行程,在方便于定位加工精度且也起保护作用,尾端支撑台同于支撑棒体的尾端,并配合支撑滚轮辅助棒体的行进,继而提高加工精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1