一种用于加工转向器壳的复合刀具的制作方法
1.本实用新型涉及机械加工领域,具体是一种用于加工转向器壳的复合刀具。
背景技术:
2.由于在机械加工像转向器阀壳等复杂零部件时需要不断更换刀头,更换时费时费力,另外对于精加工来说单一刀头在不断更换时装夹对精度不稳定使得加工精度变低,残品率升高会给加工企业带来很大损失,并增加了加工流程,即使把多把刀头复合在一起刀头的重量和尺寸会变大、变重刀头在旋转时动平衡不稳也会使残品率增加,由于复合更多刀头摩擦力更大容易使刀头起热,并产生大量铁屑。
技术实现要素:
3.本实用新型的目的在于提供一种用于加工转向器壳的复合刀具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种用于加工转向器壳的复合刀具,包括刀柄、刀头、内冷管道,所述刀柄包括拉钉和刀盘吊杆,拉钉与刀盘吊杆连接,所述刀头包括内孔端面镗铣复合刀头、割槽刀头,所述内孔端面镗铣复合刀头为圆柱中空结构,侧壁设有螺纹孔,固定有内孔端面复合刀,
6.所述割槽刀头为圆柱结构直径小于内孔端面镗铣复合刀头,包括割槽刀头部、割槽刀杆部,割槽刀杆部可以插入与之对应内孔端面镗铣复合刀头的内部,并通过内六角止动螺丝与内孔端面镗铣复合刀头上的螺纹孔固定,割槽刀头部固定有割槽刀。
7.作为本实用新型进一步的方案:内孔端面镗铣复合刀头、割槽刀头设有内冷孔与刀柄的内冷管道相通。
8.作为本实用新型进一步的方案:内孔端面复合刀由内孔c角镗刀和端面铣刀复合而成,内孔c角镗刀夹角为30
°
。
9.作为本实用新型进一步的方案:所述割槽刀头的割槽刀杆部设有与螺纹孔对应的凹槽通过内六角止动螺丝与内孔端面镗铣复合刀头上的螺纹孔固定。
10.作为本实用新型进一步的方案:所述刀头动平衡杆设有所述动平衡杆为圆柱中空结构,一端与刀盘吊杆螺纹连接,另一端与内孔端面镗铣复合刀头固定连接。
11.与现有技术相比,本实用新型的有益效果是:刀头集合了内孔端面镗铣复合刀头、割槽刀头,节省了换刀时间和人力,刀片也进行复合加工,使加工精度更高,为了解决刀头散热问题增加了内冷孔通过刀柄内冷管道内的水散热,同时又可以冲走残留铁屑,增加了动平衡赶可以解决刀头不稳的情况,能够满足转向器阀壳等复杂零部件精加工的需求。
附图说明
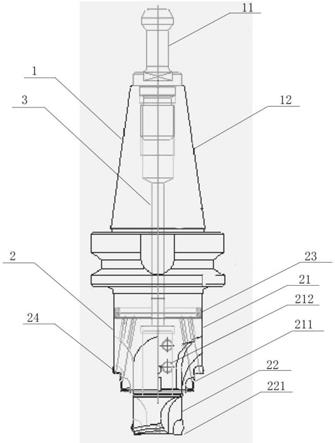
12.图1为一种用于加工转向器壳的复合刀具的结构示意图;
13.图2为一种用于加工转向器壳的复合刀具的割槽刀结构示意图;
14.图3为一种用于加工转向器壳的复合刀具的使用状态结构示意图;
15.图4为一种用于加工转向器壳的复合刀具的使用状态结构示意图;
16.图中:1
‑
刀柄、2
‑
刀头、3
‑
内冷管道、11
‑
拉钉、12
‑
刀盘吊杆、21
‑
内孔端面镗铣复合刀头、22
‑
割槽刀头、23
‑
动平衡杆、24
‑
内冷孔、211
‑
,212
‑
,221
‑ꢀ
割槽刀头部、222
‑
割槽刀杆部、223
‑
割槽刀、224
‑
凹槽。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1~4,本实用新型实施例中,一种用于加工转向器壳的复合刀具包括刀柄1、刀头2、内冷管道3,所述刀柄1包括拉钉11和刀盘吊杆12,拉钉 11与刀盘吊杆12连接,所述刀头2包括内孔端面镗铣复合刀头21、割槽刀头 22,所述内孔端面镗铣复合刀头21为圆柱中空结构侧壁设有螺纹孔212,固定有内孔端面复合刀211,
19.所述割槽刀头22为圆柱结构直径小于内孔端面镗铣复合刀头21,包括割槽刀头部221、割槽刀杆部222,割槽刀杆部222可以插入与之对应的内孔端面镗铣复合刀头21的内部,并通过内六角止动螺丝与内孔端面镗铣复合刀头21上的螺纹孔212固定,割槽刀头部221固定有割槽刀223,上述结构与转向器阀壳的结构相对应能够对转向器阀壳的内孔及其端面进行打磨,使得打磨精度更高,中途不用换刀的情况下还可以对转向器阀壳进行割槽,节省了加工流程步骤。
20.具体的,内孔端面镗铣复合刀头21、割槽刀头22设有内冷孔24与刀柄1 的内冷管道3相通,由于在上述复合各种刀头摩擦力会增加,使刀头起热,对刀刃有损害使得刀刃变钝,并且由于刀头太多相应产生的铁屑也越来越多,针对这个问题,增加内冷孔可以是刀头热量下降保护了刀刃,同时又可以从走堆积在排屑口的铁屑。
21.具体的,为了使刀刃更加贴合铸件增加加工精度,内孔端面复合刀211由内孔c角镗刀和端面铣刀复合而成,内孔c角镗刀夹角为30
°
。
22.具体的,由于在刀具高速旋转时会造成割槽刀头22脱落并折断,所以在所述割槽刀头22的割槽刀杆部222设有与螺纹孔212对应的凹槽224通过内六角止动螺丝与内孔端面镗铣复合刀头21上的螺纹孔212固定。
23.具体的,因为本刀具复合各种刀头,使得总重量增加,刀头的动平衡会出现不稳,所以在刀头2设有动平衡杆23,所述刀头2设有动平衡杆23,所述动平衡杆23为圆柱中空结构,一端与刀盘吊杆12螺纹连接,另一端与内孔端面镗铣复合刀头21固定连接,这样在高速转动时刀头始终处于动平衡状态。
24.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制
所涉及的权利要求。
25.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种用于加工转向器壳的复合刀具,包括刀柄(1)、刀头(2)、内冷管道(3),其特征在于:所述刀柄(1)包括拉钉(11)、刀盘吊杆(12),拉钉(11)与刀盘吊杆(12)连接,所述刀头(2)包括内孔端面镗铣复合刀头(21)、割槽刀头(22),所述内孔端面镗铣复合刀头(21)为圆柱中空结构,侧壁设有螺纹孔(212),固定有内孔端面复合刀(211),所述割槽刀头(22)为圆柱结构,直径小于内孔端面镗铣复合刀头(21),包括割槽刀头部(221)、割槽刀杆部(222),割槽刀杆部(222)可以插入与之对应的内孔端面镗铣复合刀头(21)的内部,并通过内六角止动螺丝与内孔端面镗铣复合刀头(21)上的螺纹孔(212)固定,割槽刀头部(221)固定有割槽刀(223)。2.根据权利要求1所述的一种用于加工转向器壳的复合刀具,其特征在于:内孔端面镗铣复合刀头(21)、割槽刀头(22)设有内冷孔(24)与刀柄(1)的内冷管道(3)相通。3.根据权利要求1所述的一种用于加工转向器壳的复合刀具,其特征在于:内孔端面复合刀(211)由内孔c角镗刀和端面铣刀复合而成,内孔c角镗刀夹角为30
°
。4.根据权利要求1所述的一种用于加工转向器壳的复合刀具,其特征在于:所述割槽刀头(22)的割槽刀杆部(222)设有与螺纹孔(212)对应的凹槽(224)通过内六角止动螺丝与内孔端面镗铣复合刀头(21)上的螺纹孔(212)固定。5.根据权利要求1所述的一种用于加工转向器壳的复合刀具,其特征在于:所述刀头(2)设有动平衡杆(23),所述动平衡杆(23)为圆柱中空结构,一端与刀盘吊杆(12)螺纹连接,另一端与内孔端面镗铣复合刀头(21)固定连接。
技术总结
本实用新型公开了一种用于加工转向器壳的复合刀具,涉及机械加工刀具技术领域;包括刀柄、刀头、内冷管道,所述刀头包括内孔端面镗铣复合刀头、割槽刀头,所述割槽刀头敢部插入内孔端面镗铣复合刀头内部,有所述内孔端面镗铣复合刀头、割槽刀头设有内冷孔与内冷管道相通,所述内孔端面镗铣复合刀头设有内孔端面镗铣复合刀头,所述割槽刀头固定割槽刀,所述刀头里一端设动平衡杆。本实用新型复合刀具与加工件结构加工部位贴合,进而提高加工精度,节省了人力物力,提高了产能。提高了产能。提高了产能。
技术研发人员:郑迅刚 许刚强
受保护的技术使用者:上海日比野压铸有限公司
技术研发日:2020.09.26
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1