锆材焊接管道气体保护装置的制作方法
1.本实用新型专利涉及管道加工设备,具体涉及锆材焊接管道气体保护装置。
背景技术:
2.在锆材焊接中,由于锆材特殊性,在高温焊接情况下,会吸氢吸氧导致氧化,材料及焊缝属性脆变,因此存在焊接过程如何控制所焊接焊缝避免吸氢吸氧材料及焊缝脆变是焊接过程中十分重要的问题。
技术实现要素:
3.本实用新型的目的是提供一种可以较大的减少对锆材管道进行焊接时导致的氧化和焊缝属性脆变的锆材焊接管道气体保护装置。
4.为了实现上述目的,本申请采用的技术方案是锆材焊接管道气体保护装置,包括用于套装在待焊接的锆材管道外的套筒,所述套筒的两端用于夹持于管道外侧,所述套筒内壁与管道之间留有空腔;
5.所述套筒上设置注气口,该注气口用于与所述空腔连通;
6.所述套筒上开有焊接窗口,用于焊枪从焊接窗口伸入进行焊接。
7.通过采用本实用新型的锆材焊接管道气体保护装置,可减少对锆材管道进行焊接时导致的氧化和焊缝属性脆变的情况出现。
8.进一步地是,所述套筒内设置有贴靠在套筒内壁的布气板,所述布气板上布置有布气孔;所述布气杆与注气口对应。
9.进一步地是,所述布气板与焊接窗口相对于管道相对设置。
10.进一步地是,所述布气板的边沿翻折,该布气板的边沿用于与套筒的内壁抵接,用于使布气板的板面与套筒内壁之间留有间隙。
11.进一步地是,所述套筒包括第一部和用于与第一部合拢的第二部,所述第一部和第二部合拢形成所述套筒。
12.进一步地是,所述第一部的一侧与第二部的一侧铰接形成合页结构,所述第一部的另一侧通过锁紧装置与第二部的另一侧锁紧。
13.进一步地是,所述锁紧装置为锁扣。
14.进一步地是,所述第一部和第二部的两端均设置有隔热挡板,所述第一部和第二部的任意一端的隔热挡板合拢后形成用于与管道接触抵接的圈状结构。
15.进一步地是,所述注气口连通有用于接入保护气体的输入管。
16.下面结合附图和具体实施方式对本实用新型做进一步的说明。本实用新型附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显。或通过本实用新型的实践了解到。
附图说明
17.构成本实用新型的一部分的附图用来辅助对本实用新型的理解,附图中所提供的内容及其在本实用新型中有关的说明可用于解释本实用新型,但不构成对本实用新型的不当限定。
18.在附图中:
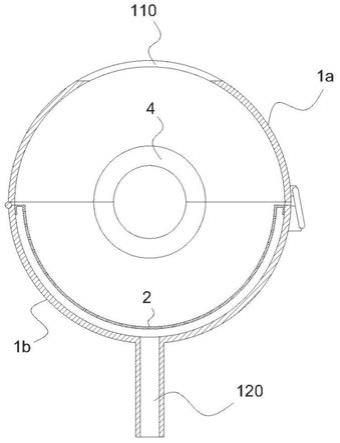
19.图1为用于说明本锆材焊接管道气体保护装置的正视示意图;
20.图2为用于说明本锆材焊接管道气体保护装置的内部的剖视示意图;
21.图3为用于说明本锆材焊接管道气体保护装置的侧视示意图;
22.图4为用于说明本锆材焊接管道气体保护装置的打开后的示意图;
[0023]1‑
套筒;
[0024]
1a
‑
第一部;
[0025]
1b
‑
第二部;
[0026]
110
‑
焊接窗口;
[0027]
120
‑
输入管;
[0028]2‑
布气板;
[0029]3‑
锁紧装置;
[0030]4‑
隔热挡板。
具体实施方式
[0031]
下面结合附图对本实用新型进行清楚、完整的说明。本领域普通技术人员在基于这些说明的情况下将能够实现本实用新型。在结合附图对本实用新型进行说明前,需要特别指出的是:
[0032]
本实用新型中在包括下述说明在内的各部分中所提供的技术方案和技术特征,在不冲突的情况下,这些技术方案和技术特征可以相互组合。
[0033]
此外,下述说明中涉及到的本实用新型的实施例通常仅是本实用新型一分部的实施例,而不是全部的实施例。因此,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
[0034]
关于本实用新型中术语和单位。本实用新型的说明书和权利要求书及有关的部分中的术语“包括”以及它的任何变形,意图在于覆盖不排他的包含。
[0035]
如图1至图4,锆材焊接管道气体保护装置,包括用于套装在待焊接的锆材管道外的套筒1,所述套筒1的两端用于夹持于管道外侧,所述套筒1内壁与管道之间留有空腔;
[0036]
所述套筒1上设置注气口,该注气口用于与所述空腔连通;所述注气口连通有用于接入保护气体的输入管120。这里的保护气体可以是氩气;
[0037]
所述套筒1上开有焊接窗口110,用于焊枪从焊接窗口110伸入进行焊接。
[0038]
使用时,将本锆材焊接管道气体保护装置套装于待焊接的锆材管道上,向注气口内输入保护气体,当注入的保护气体充满整个上述空腔后,便可以较好的进行焊接工作。
[0039]
通过采用本实用新型的锆材焊接管道气体保护装置,可减少对锆材管道进行焊接时导致的氧化和焊缝属性脆变的情况出现。
[0040]
所述套筒1内设置有贴靠在套筒1内壁的布气板2,所述布气板2上布置有布气孔;所述布气杆与注气口对应。
[0041]
通过设置上述的布气板2,让输入的保护气体能均匀的扩散到套筒1内的空腔内。
[0042]
所述布气板2与焊接窗口110相对于管道相对设置,这样以尽量延缓保护气体在套筒1内的滞留时间,尽量减少保护气体从焊接窗口110溢出。
[0043]
所述布气板2的边沿翻折,该布气板2的边沿用于与套筒1的内壁抵接,用于使布气板2的板面与套筒1内壁之间留有间隙,这样形成缓冲腔,延缓保护气体向套筒1外溢出。
[0044]
所述套筒1包括第一部1a和用于与第一部1a合拢的第二部1b,所述第一部1a和第二部1b合拢形成所述套筒1。设置这样的第一部1a和第二部1b,以方便将套筒1套装在待焊接管道上。上述的焊接窗口110可以设置于第一部1a上,注气口设置于第二部1b上。
[0045]
所述第一部1a的一侧与第二部1b的一侧铰接形成合页结构,所述第一部1a的另一侧通过锁紧装置3与第二部1b的另一侧锁紧。
[0046]
所述锁紧装置3为锁扣。
[0047]
所述第一部1a和第二部1b的两端均设置有隔热挡板4,所述第一部1a和第二部1b的任意一端的隔热挡板4合拢后形成用于与管道接触抵接的圈状结构,以防止本锆材焊接管道气体保护装置的套筒1温度过高。
[0048]
以上对本实用新型的有关内容进行了说明。本领域普通技术人员在基于这些说明的情况下将能够实现本实用新型。基于本实用新型的上述内容,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
技术特征:
1.锆材焊接管道气体保护装置,其特征在于,包括用于套装在待焊接的锆材管道外的套筒,所述套筒的两端用于夹持于管道外侧,所述套筒内壁与管道之间留有空腔;所述套筒上设置注气口,该注气口用于与所述空腔连通;所述套筒上开有焊接窗口,用于焊枪从焊接窗口伸入进行焊接;所述套筒内设置有贴靠在套筒内壁的布气板,所述布气板上布置有布气孔;所述布气孔与注气口对应。2.如权利要求1所述的锆材焊接管道气体保护装置,其特征在于,所述布气板与焊接窗口相对于管道相对设置。3.如权利要求1所述的锆材焊接管道气体保护装置,其特征在于,所述布气板的边沿翻折,该布气板的边沿用于与套筒的内壁抵接,用于使布气板的板面与套筒内壁之间留有间隙。4.如权利要求1所述的锆材焊接管道气体保护装置,其特征在于,所述套筒包括第一部和用于与第一部合拢的第二部,所述第一部和第二部合拢形成所述套筒。5.如权利要求4所述的锆材焊接管道气体保护装置,其特征在于,所述第一部的一侧与第二部的一侧铰接形成合页结构,所述第一部的另一侧通过锁紧装置与第二部的另一侧锁紧。6.如权利要求5所述的锆材焊接管道气体保护装置,其特征在于,所述锁紧装置为锁扣。7.如权利要求6所述的锆材焊接管道气体保护装置,其特征在于,所述第一部和第二部的两端均设置有隔热挡板,所述第一部和第二部的任意一端的隔热挡板合拢后形成用于与管道接触抵接的圈状结构。8.如权利要求1所述的锆材焊接管道气体保护装置,其特征在于,所述注气口连通有用于接入保护气体的输入管。
技术总结
本实用新型专利涉及管道加工设备,具体涉及锆材焊接管道气体保护装置,包括用于套装在待焊接的锆材管道外的套筒,套筒的两端用于夹持于管道外侧,套筒内壁与管道之间留有空腔;套筒上设置注气口,该注气口用于与空腔连通;套筒上开有焊接窗口,用于焊枪从焊接窗口伸入进行焊接。通过采用本实用新型的锆材焊接管道气体保护装置,可减少对锆材管道进行焊接时导致的氧化和焊缝属性脆变的情况出现。致的氧化和焊缝属性脆变的情况出现。致的氧化和焊缝属性脆变的情况出现。
技术研发人员:李芝燕
受保护的技术使用者:成都金嵘智能装备技术有限公司
技术研发日:2020.09.27
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1