钨极氩弧机动焊钛材管道焊接保护装置的制作方法
1.本公开涉及焊接设备技术领域,特别是涉及一种钨极氩弧机动焊钛材管道焊接保护装置。
背景技术:
2.由于工业纯钛的熔点高(熔点约1650℃)、导热性差,导热系数低,热容量小,电阻系数大,在焊接过程中,液态熔池金属具有尺寸大、高温停留时间长和冷却速度慢等特点。工业纯钛性质非常活泼,与氢、氧、氮的亲和力大,从250℃吸收氢,400℃吸收氧,600℃吸收氮,当钛金属在吸收了一定数量的氧、氮、氢等气体杂质之后,这种情况容易使焊接接头产生过热组织,晶粒变得粗大,脆化倾向明显,其屈服极限和延伸率等力学性能急剧下降。普通焊条电弧焊、气焊及co2气体保护焊都不适用于钛及钛合金的焊接,施工现场应用最多的是钨极惰性气体保护焊。要求焊接完成后的焊缝及热影响区银白色最佳,黄色为差,蓝色不合格。
3.所以,钛材管道钨极氩弧焊的关键是对熔池以及250℃以上热影响区域的保护。常规施工现场焊接方法是一名焊工手持钨极氩弧焊枪正常焊接,一名辅助人员手持另一套氩气保护装置对焊后热影响区域进行氩气降温保护,直至焊缝和热影响区成为合格颜色。这种方法需两人默契配合,费工、费时,效果不佳,一旦配合不好,就会造成焊缝颜色不合格,焊口报废。
技术实现要素:
4.为了解决现有技术的不足,本实用新型提供了一种钨极氩弧机动焊钛材管道焊接保护装置,本实用新型是一种结构简单,使用灵巧方便,可单人机动焊操作,能更加有效的对钛管道焊接的熔池和热影响区进行有效保护的钛管道焊接保护装置。
5.本实用新型采用如下技术方案:
6.钨极氩弧机动焊钛材管道焊接保护装置,包括拖罩、旋转固定支架;
7.所述拖罩曲面外侧焊接不锈钢导气管和弹簧,所述拖罩曲面内侧为弧形不锈钢网端口;
8.所述旋转固定支架利用中心圆孔压紧拖罩上的弹簧实现拖罩与钛材管子的连接。
9.进一步的,所述旋转固定支架由不锈钢支架和固定夹组成。
10.进一步的,所述旋转固定支架通过两端的固定夹与焊枪旋转机构连接。
11.进一步的,所述拖罩内填充不锈钢丝。
12.进一步的,所述不锈钢网端口为弧形。
13.进一步的,所述拖罩端口上设有不锈钢网。
14.进一步的,所述不锈钢丝与不锈钢网通过薄板隔开。
15.进一步的,所述拖罩通过旋转固定支架与焊枪旋转机构连接。
16.进一步的,所述拖罩采用不锈钢薄板制成。
17.进一步的,或,所述拖罩采用厚度1mm的铜皮制成。
18.与现有技术相比,本实用新型的有益效果是:
19.本实用新型在不锈钢导气管和弹簧焊接在拖罩外曲面位置,旋转固定支架利用中心圆孔压紧拖罩上的弹簧实现拖罩与钛材管子的密切连接,旋转固定支架再通过两端的固定夹与焊枪旋转机构连接来实现拖罩与焊枪的同步转动,只需焊工一人进行操作,有效解决了焊接时,焊工焊接与焊缝保护人员配合的弊端,在现场焊接施工中发挥了积极作用,大大提高了焊接效率和质量。
20.本实用新型结构简单,使用灵巧方便,单人操作,有效的对钛管道焊接的熔池和热影响区进行保护,焊接质量好,显著提高了焊接效率。
附图说明
21.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
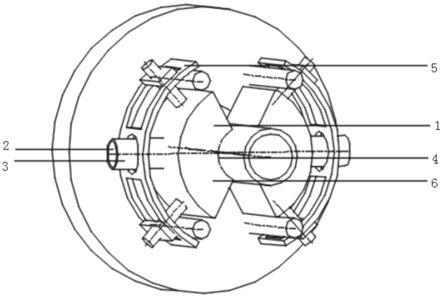
22.图1钨极氩弧机动焊钛材管道焊接保护装置结构示意图;
23.图2钨极氩弧机动焊钛材管道焊接保护装置a
‑
a剖视图;
24.图3钨极氩弧机动焊钛材管道焊接保护装置b
‑
b剖视图;
25.图4钛管道钨极氩弧机动焊保护装置使用示意图;
26.图中:1拖罩、2不锈钢导气管、3弹簧、4不锈钢网、5旋转固定支架、6不锈钢丝。
具体实施方式
27.下面结合附图与实施例对本实用新型作进一步说明。
28.应该指出,以下详细说明都是示例性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
29.由于工业纯钛的熔点高(熔点约1650℃)、导热性差,导热系数低,热容量小,电阻系数大,在焊接过程中,液态熔池金属具有尺寸大、高温停留时间长和冷却速度慢等特点。工业纯钛性质非常活泼,与氢、氧、氮的亲和力大,从250℃吸收氢,400℃吸收氧,600℃吸收氮,当钛金属在吸收了一定数量的氧、氮、氢等气体杂质之后,这种情况容易使焊接接头产生过热组织,晶粒变得粗大,脆化倾向明显,其屈服极限和延伸率等力学性能急剧下降。普通焊条电弧焊、气焊及co2气体保护焊都不适用于钛及钛合金的焊接,施工现场应用最多的是钨极惰性气体保护焊。要求焊接完成后的焊缝及热影响区银白色最佳,黄色为差,蓝色不合格。焊缝和近缝区颜色是保护效果的标志,表面颜色应符合表1的规定。
30.焊缝和热影响区的表面颜色表1
31.32.实施例
33.请参阅图1
‑
4,本实用新型提供的一种实施例:
34.钨极氩弧机动焊钛材管道焊接保护装置,主要包括拖罩和旋转固定支架两部分;其中拖罩曲面外侧焊接不锈钢导气管及弹簧,拖罩曲面内侧为为弧形不锈钢网端口,旋转固定支架由不锈钢支架和固定夹组成;
35.不锈钢导气管2和弹簧3焊接在拖罩外曲面位置,旋转固定支架利用中心圆孔压紧拖罩上的弹簧实现拖罩与钛材管的密切连接,旋转固定支架再通过两端的固定夹与焊枪旋转机构连接来实现拖罩与焊枪的同步转动。
36.拖罩1内曲面不锈钢网端口为弧形,可根据钛管道弧度灵活制作,以确保气体保护质量,不锈钢网端口上设有不锈钢网,能够使得氩气非常均匀的对焊缝进行保护,拖罩通过旋转固定支架与焊枪旋转机构连接;
37.拖罩1内填充不锈钢丝6,以利保护氩气能够均匀的从不锈钢丝网端口中喷出,不锈钢丝6与不锈钢网4之间用厚0.7mm的窄(宽度约10~15mm)不锈钢薄板进行隔开。
38.不锈钢罩是包裹不锈钢丝与不锈钢网的保护罩外壁,不锈钢罩与不锈钢网之间氩弧焊点固并留有间隙,便于氩气均匀缓慢溢出。
39.拖罩1采用厚度1mm的铜皮或者不锈钢薄板制作,即减轻拖罩1重量,便于焊工灵活操作,也确保焊接保护过程中不会对钛管产生铁离子污染。
40.以上一个或多个实施例具有以下技术效果:
41.本实施例的气体保护拖罩和焊枪固定连接,防止焊枪气保护和拖罩气体保护不同步,影响气体保护质量,同时也减小了焊接时拖罩保护气流对焊枪保护气流的影响。
42.在不锈钢导气管和弹簧焊接在拖罩外曲面位置,旋转固定支架利用中心圆孔压紧拖罩上的弹簧实现拖罩与钛材管子的密切连接,旋转固定支架再通过两端的固定夹与焊枪旋转机构连接来实现拖罩与焊枪的同步转动,只需焊工一人进行操作,有效解决了焊接时,焊工焊接与焊缝保护人员配合的弊端,在现场焊接施工中发挥了积极作用,大大提高了焊接效率和质量。
43.在钨极氩弧机动焊钛材管道焊接时采用特殊的气体保护联合装置
‑‑‑
焊枪喷嘴加托罩,焊枪喷嘴与拖罩固定连接在一起,氩气从钨极氩弧机动焊喷嘴和拖罩中同时喷出,用以保护熔池和焊接后高温区域,只需焊工一人进行操作,有效解决了焊接时,焊工焊接与焊缝保护人员配合的弊端,在现场焊接施工中发挥了积极作用,大大提高了焊接效率和质量。
44.工作原理:使用时,焊枪喷嘴通过旋转固定支架与拖罩进行连接,并用固定夹紧固,同时,与导气管也紧固在一起,通过焊接手柄进行同步调控,这样确保焊枪焊接过程中焊枪喷嘴和拖罩能够同步运动,并对熔池和热影响区进行保护。
45.最后应说明的是,以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1