一种棒材机组下床车梳型板装置的制作方法
1.本实用新型涉及一种棒材机组下床车梳型板装置。
背景技术:
2.目前,1、扁钢生产时,从冷床运送到剪前辊道上易产生重叠,人工不能把钢摆平直,精整工劳动强度大。2、扁钢的重叠,不平直,造成剪切不顺利,同时增大切废,生产不安全。
技术实现要素:
3.本实用新型的目的在于提供一种棒材机组下床车梳型板装置,其设计结构简单、小巧灵活,安装拆卸方便,便于职工现场操作。
4.实现上述目的的一种棒材机组下床车梳型板装置,包括梳型板本体,梳型板本体上均匀间隔设置着梳齿,梳齿均为矩形,梳齿之间的间距l为85mm,梳齿的高度h为20mm,每个梳齿的宽度b均为15mm。
5.该装置是在棒材机组轧制扁钢时,防止成品扁钢在剪前辊道内发生叠摞,降低扁钢剪切断面变形的一种梳型装置。此装置安装在棒材精整定尺剪前辊道中,距倍尺头部约1m的距离,且距永磁辊道的第一块磁力板0.3m左右。其工艺流程为:冷床步进至成层链的倍尺扁钢,输送到下床车处,下床车举起将扁钢倍尺输送到剪前辊道中,下床车落下回位,在下床车落下的瞬间,扁钢落入梳型板槽内,若未落入梳型板槽内,扁钢头部受磁力作用将自动校正,剪前辊道开启后,扁钢经梳型板后,自动拉开间距,从而降低了扁钢重叠摞剪,确保了扁钢端部的剪切质量。此装置也适合小规格弹簧扁钢的精整要求。
6.通过下床车梳型板装置的安装,在生产过程中保证扁钢平直,满足剪切要求,减少成品损失。此装置的运用解决了运行中的问题,生产稳定进行,精整工劳动强度降低。使用以来运行稳定,效果理想。
附图说明
7.下面将结合附图对本实用新型作进一步详细的说明。
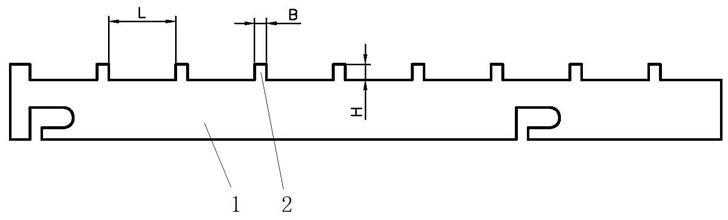
8.图1为本实用新型的主视结构示意图。
具体实施方式
9.一种棒材机组下床车梳型板装置,如图1所示,包括梳型板本体1,梳型板本体1上均匀间隔设置着梳齿2,梳齿2均为矩形,梳齿2之间的间距l为85mm,梳齿2的高度h为20mm,每个梳齿2的宽度b均为15mm。
技术特征:
1.一种棒材机组下床车梳型板装置,包括梳型板本体,梳型板本体上均匀间隔设置着梳齿,其特征是:梳齿均为矩形,梳齿之间的间距l为85mm,梳齿的高度h为20mm,每个梳齿的宽度b均为15mm。
技术总结
本实用新型公开了一种棒材机组下床车梳型板装置,包括梳型板本体,梳型板本体上均匀间隔设置着梳齿,梳齿均为矩形,梳齿之间的间距L为85mm,梳齿的高度H为20mm,每个梳齿的宽度B均为15mm。其设计结构简单、小巧灵活,安装拆卸方便,便于职工现场操作。便于职工现场操作。便于职工现场操作。
技术研发人员:杨彬
受保护的技术使用者:新疆八一钢铁股份有限公司
技术研发日:2020.11.24
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1