一种扩偏心孔车床夹具的制作方法
1.本实用新型属于机械加工领域,具体涉及一种扩偏心孔车床夹具。
背景技术:
2.机械零件偏心孔,一般常用加工方法为铣加工,也可以通过特殊夹具找正圆心后,使用车床加工;对于特殊台阶孔,加工时以车加工为宜。而当需要加工零件为偏心台阶孔时,只能采用车加工方式进行。目前,使用车床不能直接装夹钻偏心孔。
技术实现要素:
3.本实用新型的目的是提供一种扩偏心孔车床夹具,用于对中间内接头偏心台阶孔在车加工时的定位、装夹,使车加工偏心台阶孔时,可以更好的找正并定位孔的中心。
4.本实用新型采取的技术方案是:
5.一种扩偏心孔车床夹具,包括安装在车床上的卡盘,在卡盘的上部开设有纵向截面为矩形的凹槽,在垂直于所述纵向截面一侧的卡盘上设有水平螺纹孔,螺纹孔与凹槽的底面连通,在该螺纹孔内设有尺寸匹配的丝杠;在凹槽内滑动嵌接有两个卡钳,该卡钳的底部设有与丝杠啮合的齿槽,可被丝杠旋转带动着沿凹槽水平滑动。
6.进一步的,在两个卡钳相接的一侧均铣设有零件装夹口。
7.进一步的,所述零件装夹口的高度为14mm。
8.进一步的,在两个卡钳相接的一侧均铣设有定位面。
9.进一步的,所述螺纹孔设有一个,对应的一个丝杠仅与其中一个卡钳啮合连接,另一个卡钳固定不动。
10.进一步的,所述螺纹孔设有两个,对应的两个丝杠分别与两个卡钳啮合连接,即两个卡钳均可在凹槽内滑动。
11.本实用新型的有益效果:
12.本实用新型以凹槽底面为基准,精确设计零件装夹口尺寸(该尺寸略低于零件高度防止在加工时造成干涉),以保证在装夹零件后,孔的中心与卡盘回转中心同轴。再通过丝杠与卡钳配合控制偏心距离,使零件在装夹上后孔的中心与卡盘中心重合,从而使孔中心为车床主轴回转中心。本夹具可重复多次使用,可以有效的保证孔的位置。
附图说明
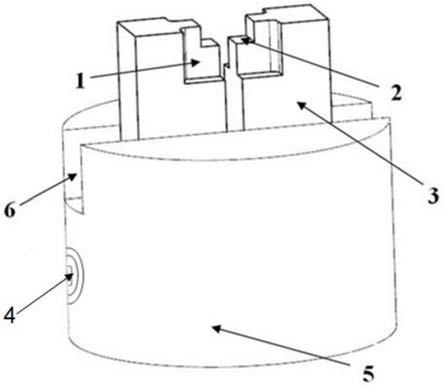
13.图1是本实用新型整体结构示意图。
14.图中,1、定位面,2、零件装夹口,3、卡钳,4、螺纹孔,5、卡盘,6、凹槽。
具体实施方式
15.实施例1
16.如图1所示,一种扩偏心孔车床夹具,包括安装在车床上的卡盘5,在卡盘5的上部
开设有纵向截面为矩形的凹槽6,在垂直于所述纵向截面一侧的卡盘5上设有一个水平螺纹孔4,螺纹孔4与凹槽6的底面连通,在该螺纹孔4内设有尺寸匹配的丝杠;在凹槽6内滑动嵌接有两个卡钳3,其中,左边的卡钳3保持不动,右边的卡钳3的底部设有与丝杠啮合的齿槽,可被丝杠旋转带动着沿凹槽6水平滑动。在两个卡钳3相接的一侧均铣设有零件装夹口2,所述零件装夹口2的高度为14mm。在两个卡钳3相接的一侧均铣设有定位面1。
17.实施例2
18.一种扩偏心孔车床夹具,包括安装在车床上的卡盘5,在卡盘5的上部开设有纵向截面为矩形的凹槽6,在垂直于所述纵向截面一侧的卡盘5上设有两个水平螺纹孔4(图略),两个螺纹孔4均与凹槽6的底面连通,在两个螺纹孔4内均设有尺寸匹配的丝杠;在凹槽6内滑动嵌接有两个卡钳3,该两个卡钳3的底部均设有与两个丝杠啮合的齿槽,可被丝杠旋转带动着沿凹槽6水平滑动。在两个卡钳3相接的一侧均铣设有零件装夹口2,所述零件装夹口2的高度为14mm。在两个卡钳3相接的一侧均铣设有定位面1。
技术特征:
1.一种扩偏心孔车床夹具,其特征在于,包括安装在车床上的卡盘(5),在卡盘(5)的上部开设有纵向截面为矩形的凹槽(6),在垂直于所述纵向截面一侧的卡盘(5)上设有水平螺纹孔(4),螺纹孔(4)与凹槽(6)的底面连通,在该螺纹孔(4)内设有尺寸匹配的丝杠;在凹槽(6)内滑动嵌接有两个卡钳(3),该卡钳(3)的底部设有与丝杠啮合的齿槽,可被丝杠旋转带动着沿凹槽(6)水平滑动。2.如权利要求1所述的一种扩偏心孔车床夹具,其特征在于,在两个卡钳(3)相接的一侧均铣设有零件装夹口(2)。3.如权利要求2所述的一种扩偏心孔车床夹具,其特征在于,所述零件装夹口(2)的高度为14mm。4.如权利要求2所述的一种扩偏心孔车床夹具,其特征在于,在两个卡钳(3)相接的一侧均铣设有定位面(1)。5.如权利要求2所述的一种扩偏心孔车床夹具,其特征在于,所述螺纹孔(4)设有一个,对应的一个丝杠仅与其中一个卡钳(3)啮合连接,另一个卡钳固定不动。6.如权利要求2所述的一种扩偏心孔车床夹具,其特征在于,所述螺纹孔(4)设有两个,对应的两个丝杠分别与两个卡钳(3)啮合连接,即两个卡钳(3)均可在凹槽(6)内滑动。
技术总结
一种扩偏心孔车床夹具,包括安装在车床上的卡盘,在卡盘的上部开设有纵向截面为矩形的凹槽,在垂直于所述纵向截面一侧的卡盘上设有水平螺纹孔,螺纹孔与凹槽的底面连通,在该螺纹孔内设有尺寸匹配的丝杠;在凹槽内滑动嵌接有两个卡钳,该卡钳的底部设有与丝杠啮合的齿槽,可被丝杠旋转带动着沿凹槽水平滑动。本实用新型以凹槽底面为基准,精确设计零件装夹口尺寸,以保证在装夹零件后,孔的中心与卡盘回转中心同轴。再通过丝杠与卡钳配合控制偏心距离,使零件在装夹上后孔的中心与卡盘中心重合,从而使孔中心为车床主轴回转中心,本夹具可重复多次使用,可以有效的保证孔的位置。可以有效的保证孔的位置。可以有效的保证孔的位置。
技术研发人员:秋新 谢圣霆
受保护的技术使用者:西安成立航空制造有限公司
技术研发日:2020.11.30
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1