一种用于冷镦圆弧尾端螺栓的装置的制作方法
本技术涉及紧固件生产,更具体地说,涉及一种用于冷镦圆弧尾端螺栓的冷镦装置。
背景技术:
1、圆弧尾端螺栓大量应用于汽车、工程机械、农用机械、桥梁建设等领域,是一种应用较为广泛的紧固件。圆弧尾端螺栓尾端为圆弧状,现在多采用机加工车削方式来保证圆弧尺寸,但缺点是车削效率低人工成本高、刀具磨损快、产品尺寸一致性波动大。由于这些缺点导致产品成本高、产品生产周期长、利润微薄没有竞争优势。
2、综上所述,如何降低圆弧尾端螺栓尾端加工的人工成本、提高产品一致性、降低产品成本、降低产品生产周期、提高利润,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种用于冷镦圆弧尾端螺栓的冷镦装置,利用该用于冷镦圆弧尾端螺栓的冷镦装置加工圆弧尾端螺栓加工成本低、产品一致性高、加工速度快、增加了利润。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种用于冷镦圆弧尾端螺栓的冷镦装置,包括:机身、控制系统、用于粗镦原材料的底部的球面第一冷镦部、用于精镦所述球面、并粗镦所述原材料的头部第二冷镦部、用于精镦所述球面、并精镦所述头部、镦出所述球面上部的倒角第三冷镦部、以及用于将所述第一冷镦部中的所述原材料取出并放入所述第二冷镦部的存取机构,所述存取机构还用于将所述第二冷镦部中的所述原材料取出并放入所述第三冷镦部,所述第一冷镦部、所述第二冷镦部及所述第三冷镦部均设置于所述机身,所述存取机构可活动的设置于所述机身,所述第一冷镦部、所述第二冷镦部、所述第三冷镦部及所述存取机构均与所述控制系统信号连接。
4、优选地,所述第一冷镦部包括第一凹模及第一冲模,所述第一冲模设置前端凸出所述第一冲模前端的第一冲模顶针,所述第一凹模中设置第一凹槽,所述第一凹槽与所述第一冲模顶针相对设置,所述第一凹槽的底部设置第一通孔,所述第一通孔内可活动的设置第一凹模顶针。
5、优选地,所述第二冷镦部包括第二凹模及第二冲模,所述第二冲模设置前端凹入所述第二冲模前端的第二冲模顶针,所述第二凹模中设置所述第二凹槽,所述第二凹槽与所述第二冲模顶针相对设置,所述第二凹槽的底部设置第二通孔,所述第二通孔内可活动的设置第二凹模顶针,所述第二凹模顶针的前端设置弧度大于粗镦的所述球面的第一球形槽。
6、优选地,所述第一球形槽设置第一排气孔,所述第一排气孔的一端的孔口设置于所述第一球形槽,另一端的孔口设置于所述第一凹模顶针的侧壁。
7、优选地,所述第二冲模顶针前部的所述第二冲模的开口为第一渐扩形开口,所述第二凹槽的前端开口为第二渐扩形开口,所述第一渐扩形开口的大直径端与所述第二渐扩形开口的大直径端相对。
8、优选地,所述第二冷镦部还包括第三凹模及第三冲模,所述第三凹模中设置所述第三凹槽,所述第三凹槽与所述第三冲模相对设置,所述第三凹槽的底部设置第三通孔,所述第三通孔内可活动的设置第三凹模顶针,所述第三凹模顶针的前端设置弧度大于一次精镦的所述球面的第二球形槽。
9、优选地,所述第二球形槽设置第二排气孔,所述第二排气孔的一端的孔口设置于所述第二球形槽,另一端的孔口设置于所述第二凹模顶针的侧壁。
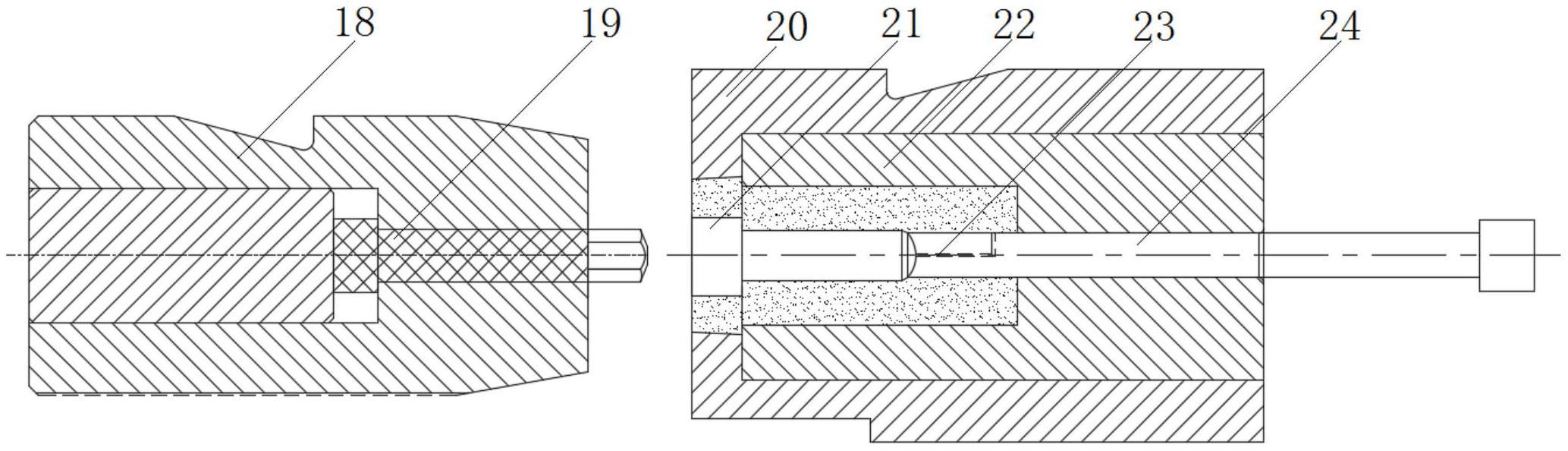
10、优选地,所述第三冷镦部包括第四凹模及第四冲模,所述第四冲模设置前端凸出所述第四冲模前端的第四冲模顶针,所述第四凹模中设置第四凹槽,所述第四凹槽与所述第四冲模顶针相对设置,所述第四凹槽的底部设置第四通孔,所述第四通孔内可活动的设置第四凹模顶针,所述第四凹模顶针的前端设置弧度大于精镦的所述球面的第三球形槽,所述第四凹槽内设置用于冷镦所述倒角的环形圆台面。
11、优选地,所述第三球形槽设置所述第三排气孔,所述第三排气孔的一端的孔口设置于所述第三球形槽,另一端的孔口设置于所述第三凹模顶针的侧壁。
12、本申请所提供的用于冷镦圆弧尾端螺栓的冷镦装置可以自动加工螺栓尾部的球面,自动化程度高,使用冷镦机、利用冷镦工艺将螺栓的尾部圆弧、底部的倒角和顶部的头部冷镦出来,提高了产品生产效率,缩短了制造周期,节约成本、提高利润,并保证大批量的螺栓稳定生产。
技术特征:
1.一种用于冷镦圆弧尾端螺栓的装置,其特征在于,包括:机身、控制系统、用于粗镦原材料的底部的球面第一冷镦部、用于精镦所述球面、并粗镦所述原材料的头部第二冷镦部、用于精镦所述球面、并精镦所述头部、镦出所述球面上部的倒角第三冷镦部、以及用于将所述第一冷镦部中的所述原材料取出并放入所述第二冷镦部的存取机构,所述存取机构还用于将所述第二冷镦部中的所述原材料取出并放入所述第三冷镦部,所述第一冷镦部、所述第二冷镦部及所述第三冷镦部均设置于所述机身,所述存取机构可活动的设置于所述机身,所述第一冷镦部、所述第二冷镦部、所述第三冷镦部及所述存取机构均与所述控制系统信号连接。
2.根据权利要求1所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第一冷镦部包括第一凹模(3)及第一冲模(1),所述第一冲模(1)设置前端凸出所述第一冲模(1)前端的第一冲模顶针(2),所述第一凹模(3)中设置第一凹槽,所述第一凹槽与所述第一冲模顶针(2)相对设置,所述第一凹槽的底部设置第一通孔,所述第一通孔内可活动的设置第一凹模顶针(4)。
3.根据权利要求2所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第二冷镦部包括第二凹模(7)及第二冲模(5),所述第二冲模(5)设置前端凹入所述第二冲模(5)前端的第二冲模顶针(6),所述第二凹模(7)中设置第二凹槽,所述第二凹槽与所述第二冲模顶针(6)相对设置,所述第二凹槽的底部设置第二通孔,所述第二通孔内可活动的设置第二凹模顶针(9),所述第二凹模顶针(9)的前端设置弧度大于粗镦的所述球面的第一球形槽(25)。
4.根据权利要求3所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第一球形槽(25)设置第一排气孔(8),所述第一排气孔(8)的一端的孔口设置于所述第一球形槽(25),另一端的孔口设置于所述第一凹模顶针(4)的侧壁。
5.根据权利要求3所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第二冲模顶针(6)前部的所述第二冲模(5)的开口为第一渐扩形开口(10),所述第二凹槽的前端开口为第二渐扩形开口(11),所述第一渐扩形开口(10)的大直径端与所述第二渐扩形开口(11)的大直径端相对。
6.根据权利要求3所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第二冷镦部还包括第三凹模及第三冲模(12),所述第三凹模中设置第三凹槽,所述第三凹槽与所述第三冲模(12)相对设置,所述第三凹槽的底部设置第三通孔,所述第三通孔内可活动的设置第三凹模顶针(15),所述第三凹模顶针(15)的前端设置弧度大于一次精镦的所述球面的第二球形槽。
7.根据权利要求6所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第二球形槽设置第二排气孔(14),所述第二排气孔(14)的一端的孔口设置于所述第二球形槽,另一端的孔口设置于所述第二凹模顶针(9)的侧壁。
8.根据权利要求6所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第三冷镦部包括第四凹模及第四冲模(18),所述第四冲模(18)设置前端凸出所述第四冲模(18)前端的第四冲模顶针(19),所述第四凹模中设置第四凹槽,所述第四凹槽与所述第四冲模顶针(19)相对设置,所述第四凹槽的底部设置第四通孔,所述第四通孔内可活动的设置第四凹模顶针(24),所述第四凹模顶针(24)的前端设置弧度大于精镦的所述球面的第三球形槽,所述第四凹槽内设置用于冷镦所述倒角的环形圆台面。
9.根据权利要求8所述的用于冷镦圆弧尾端螺栓的装置,其特征在于,所述第三球形槽设置第三排气孔(23),所述第三排气孔(23)的一端的孔口设置于所述第三球形槽,另一端的孔口设置于所述第三凹模顶针(15)的侧壁。
技术总结
本技术公开了一种用于冷镦圆弧尾端螺栓的冷镦装置,包括:机身、控制系统、用于粗镦原材料的底部的球面第一冷镦部、用于精镦球面、并粗镦原材料的头部第二冷镦部、用于精镦球面、并精镦头部、镦出球面上部的倒角第三冷镦部、以及用于将第一冷镦部中的原材料取出并放入第二冷镦部的存取机构,存取机构还用于将第二冷镦部中的原材料取出并放入第三冷镦部,第一冷镦部、第二冷镦部及第三冷镦部均设置于机身,存取机构可活动的设置于机身,第一冷镦部、第二冷镦部、第三冷镦部及存取机构均与控制系统信号连接。使用冷镦机、利用冷镦工艺将螺栓的尾部圆弧、底部的倒角和顶部的头部冷镦出来,提高了产品生产效率,缩短了制造周期、提高利润。
技术研发人员:燕存露,曾建华
受保护的技术使用者:扬州三劦紧固件有限公司
技术研发日:20201204
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!