一种用于U型材成型的下陷模具的制作方法
一种用于u型材成型的下陷模具
技术领域
1.本实用新型涉及成型模具技术领域,尤其涉及一种用于u型材成型的下陷模具。
背景技术:
2.组成飞机的带下陷类型材零件,一般在常温下,利用冲床在下陷模具上成型下陷,传统的u型材成型下陷模具包括上模、两块侧压板、下模、下模板,两块侧压板与下模采用螺栓、垫圈和螺母固定,下模通过螺钉和销钉固定在下模板上,这种u型材成型下陷模具,存在以下问题:1.成型时组装困难,采用螺栓、垫圈和螺母固定下模,导致每次冲制零件下陷要花费更多时间拆装,以将零件放进和取出;2.在下模上制出凹槽,凹槽的外形跟零件u形一致,在零件放进凹槽里,这样凹槽的公差要根据零件的公差来,且对制造而言,也增加制造难度和时间成本;3.在传统的u型材成型下陷模具中成型后,u型材在下陷区域的腹板面和立边上易出现塌陷区,当塌陷区的深度和尺寸超过允许值时,u型材质量不能得到保证。
技术实现要素:
3.本实用新型所解决的技术问题在于提供一种用于u型材成型的下陷模具,以解决上述背景技术中的问题。
4.本实用新型所解决的技术问题采用以下技术方案来实现:
5.一种用于u型材成型的下陷模具,包括上模、支撑块、下模板、压紧块、模块及垫板,其中,所述用于放置u型材的模块固定在下模板中部,所述压紧块对称设置在模块两侧,同时在模块与压紧块之间设置有垫块,所述垫块的工作型面与u型材成型的凸缘区一致,并在垫块下陷区折弯部制出用于与上模工作型面配合的凸起部;所述下模板两端对称设置有支撑块,所述支撑块上安装有滚花螺帽与压紧螺钉,且压紧螺钉头部固定在压紧块上,通过操作滚花螺帽控制压紧块向内或向外移动进而扩大或缩小模块的空间。
6.在本实用新型中,所述上模上固定有模柄,模柄头部安装在冲床上。
7.在本实用新型中,所述模块通过定位销和螺钉固定在下模板中部。
8.在本实用新型中,所述支撑块上还安装有滚花圆柱销。
9.在本实用新型中,所述凸起部的最高点与u型材腹板接触。
10.在本实用新型中,在u型材成型过程中,操作滚花螺帽控制压紧螺钉向外移动,从而带动压紧块远离模块,以给u型材较大的放置空间,便于工人放料和取料,不用再重新调试模具;u型材在模块上放置好后,通过旋转滚花螺帽,带动压紧块向模块方向(即向内)靠拢,直至压紧块贴紧u型材,模柄控制上模向下模方向移动,直至上模压紧u型材,待u型材成型后,模柄控制上模向上移动,操作滚花螺帽控制压紧螺钉向外移动,带动压紧块远离模块,使得u型材较方便地从模块上取出。
11.有益效果:
12.1)本实用新型采用压紧螺钉控制压紧块向内或向外移动,以预留较大的空间放置零件和取出零件,有效节省大量的模具装配时间;
13.2)本实用新型优化模具结构,采用模块、垫板和压紧块的结构,有效降低制造成本,减轻工人操作难度;
14.3)本实用新型采用垫板以改善u型材容易塌陷区的受力情况,增大易塌陷区的材料流动量,从而保证型材塌陷区控制在允许值范围内,有效提高产品质量。
附图说明
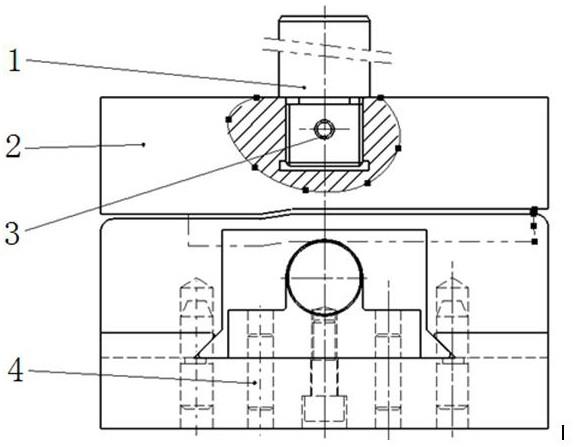
15.图1为本实用新型的较佳实施例的主视图。
16.图2为本实用新型的较佳实施例的俯视图。
17.图3为图2中a-a处剖视图。
具体实施方式
18.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
19.参见图1~3的一种用于u型材成型的下陷模具,包括模柄1、上模2、模柄圆柱销3、圆柱销4、滚花螺帽5、滚花圆柱销6、压紧螺钉7、支撑块8、下模板9、压紧块10、定位销11、模块12、垫板13及螺钉14,其中,所述模柄1头部安装在冲床上,模柄1底部通过模柄圆柱销3固定在上模2上,所述模块12通过定位销11和螺钉14固定在下模板9中部,所述压紧块10对称设置在模块12两侧同时通过圆柱销4固定在下模板9上,所述下模板9两端对称设置有支撑块8,所述支撑块8通过螺钉14和定位销11固定在下模板9上,并在每个支撑块8上分别安装有滚花螺帽5、滚花圆柱销6及压紧螺钉7,且压紧螺钉7头部固定在压紧块10上,将滚花螺帽5、滚花圆柱销6及压紧螺钉7组装完毕后,通过操作滚花螺帽5控制压紧块10向内或向外移动,在u型材成型过程中,操作滚花螺帽5控制压紧螺钉7向外移动,从而带动压紧块10远离模块12,以给u型材较大的放置空间,便于工人放料和取料,不用再重新调试模具;u型材在模块12上放置好后,通过旋转滚花螺帽5,带动压紧块10向模块12方向(即向内)靠拢,直至压紧块10贴紧u型材,模柄1控制上模向下模方向移动,直至上模压紧u型材,待u型材成型后,模柄1控制上模向上移动,操作滚花螺帽5控制压紧螺钉7向外移动,带动压紧块10远离模块12,使得u型材较方便地从模块12上取出。
20.如图3所示,所述垫板13设置在模块12和压紧块10之间,且垫块13的工作型面与u型材成型的凸缘区一致,并在下陷区折弯部位制出向上凸起的凸起部,当u型材放置在模块12上,凸起部的最高点与u型材腹板接触,当u型材成型开始后,垫板13的凸起部与上模2的工作型面配合,以改善u型材容易塌陷区的受力情况,增大易塌陷区的材料流动量,这样可以保证型材塌陷区控制在允许值范围内。
技术特征:
1.一种用于u型材成型的下陷模具,包括上模、支撑块、下模板、压紧块、模块及垫板,其特征在于,所述用于放置u型材的模块固定在下模板中部,所述压紧块对称设置在模块两侧,同时在模块与压紧块之间设置有垫块,所述垫块的工作型面与u型材成型的凸缘区一致,并在垫块下陷区折弯部制出用于与上模工作型面配合的凸起部;所述下模板两端对称设置有支撑块,所述支撑块上安装有滚花螺帽与压紧螺钉,且压紧螺钉头部固定在压紧块上。2.根据权利要求1所述的一种用于u型材成型的下陷模具,其特征在于,所述上模上固定有模柄,模柄头部安装在冲床上。3.根据权利要求1所述的一种用于u型材成型的下陷模具,其特征在于,所述模块通过定位销和螺钉固定在下模板中部。4.根据权利要求1所述的一种用于u型材成型的下陷模具,其特征在于,所述支撑块上还安装有滚花圆柱销。5.根据权利要求1所述的一种用于u型材成型的下陷模具,其特征在于,所述凸起部的最高点与u型材腹板接触。
技术总结
一种用于U型材成型的下陷模具,其中,所述用于放置U型材的模块固定在下模板中部,所述压紧块对称设置在模块两侧,同时在模块与压紧块之间设置有垫块,所述垫块的工作型面与U型材成型的凸缘区一致,并在垫块下陷区折弯部制出用于与上模工作型面配合的凸起部,通过垫板以改善U型材容易塌陷区的受力情况,增大易塌陷区的材料流动量,从而保证型材塌陷区控制在允许值范围内,有效提高产品质量;所述下模板两端对称设置有支撑块,所述支撑块上安装有滚花螺帽与压紧螺钉,且压紧螺钉头部固定在压紧块上,通过操作滚花螺帽控制压紧螺钉带动压紧块向内或向外移动进而扩大或缩小模块的空间,有效节省大量的模具装配时间。有效节省大量的模具装配时间。有效节省大量的模具装配时间。
技术研发人员:刘扬珍 彭忠明 程卫琴 朱友元 周凯 任大为 徐志勇 汪蕾 刘拥军 张宇岑
受保护的技术使用者:江西洪都航空工业集团有限责任公司
技术研发日:2020.12.12
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1