利用镗刀座加工内孔压光刀装置的制作方法
1.本实用新型涉及一种利用镗刀座加工内孔压光刀装置。
背景技术:
2.内圆压光加工是非常常用的一种用来提高内圆表面粗糙度的加工方法,现有的技术比较成熟,但刀具的成本比较高,尤其是针对小批量或样件加工,大尺寸的压光刀具往往价格不菲,且制造周期较长,如何降低刀具成本缩短刀具制备时间是降低成本提高市场竞争力的关键。
技术实现要素:
3.本实用新型的目的是提供一种利用镗刀座加工内孔压光刀装置,能够大幅降低小批量或样件加工中有内圆压光需求的刀具采购成本。本实用新型的技术方案是:一种利用镗刀座加工内孔压光刀装置,其特征是:镗刀座两端固定工具底座(3),工具底座 (3)上端连接第一调节支座(2),第一调节支座(2)上端连接轴承支座(1),工具底座(3)下端面均布的第一v型槽(10) 与镗刀座的v型槽(11)配装,工具底座(3)上端面均布沿水平宽度方向第二v型槽(12),第二v型槽(12)与第一调节支座 (2)的第二v型凸台(13)配装,工具底座(3)沿水平长度方向两端固定销钉(7),第一调节支座(2)在相应位置开第一腰孔(14),第一调节支座(2)在水平长度方向两端面设置水平长度调节螺钉(8),第一调节支座(2)上端面设置沿水平宽度方向第三v型槽(15),第三v型槽(15)与轴承支座(1)的第三 v型凸台(16)配装,第一调节支座(2)沿水平宽度方向两端面设置水平宽度调节螺钉(6),轴承支座(1)沿水平宽度方向两端固定销钉(17),第一调节支座(2)在相应位置开第二腰孔 (18),轴承支座(1)上设置有与第一调节支座(2)固定的第三腰孔(20),轴承支座(1)上端设置有与滚压轴承(4)内圆过盈配装的圆凸台(19),轴承压紧螺栓(5)将滚压轴承(4) 与轴承支座(1)进行固定。
4.本实用新型工作原理:
5.如图1所示,本实用新型是在镗刀座的上端面安装工具底座 (3),工具底座(3)下端面第一v型槽(10)与镗刀座的v型槽(11)配装并利用螺钉进行固定,工具底座(3)上端面沿水平长度方向的第二v型槽(12)与第一调节支座(2)下端面第二v 型凸台(13)配装,利用第一调节支座(2)上的水平长度调节螺钉(8),顶紧固定在工具底座(3)上的销钉(7),可以实现第一调节支座(2)水平长度方向的微调操作,从而实现对滚压尺寸的微调,第一调节支座(2)上端面沿水平宽度方向的第三v型槽 (15)与轴承支座(1)的第三v型凸台(16)配装,利用第一调节支座(2)上的水平宽度调节螺钉(6),顶紧固定在轴承支座 (1)上的销钉(17),可以实现轴承支座(1)水平宽度方向的微调操作,从而实现对称180
°
两个滚压轴承(4)中心点连线调整至过镗床主轴回转中心,实现两侧滚压轴承(4)对称受力。
6.本实用新型工作过程:
7.将工具底座(3)与镗刀座的v型槽对正后用螺钉固定,将第一调节支座(2)、轴承支
座(1)依次安装,在镗床工作台上沿水平长度方向用百分表测量镗床主轴转动时,滚压轴承(4)的高点,利用水平宽度调节螺钉(6)进行微调,将两个滚压轴承
8.(4)中心点连线调整至过主轴回转中心,利用水平长度调节螺钉 (8)精调两滚压轴承(4)水平长度方向对点最大尺寸,要求两边滚压轴承(4)沿水平长度的移动尺寸要对称调整,直至调整到需要的滚压内径尺寸,调整完成后进行试压光,根据压光情况适当增减压紧量,到此便完成利用镗刀座改造压光刀的操作。
9.本实用新型具有的有益效果:
10.本实用新型所述工具结构,制作工具的成本低,对工具的加工精度要求也比较低,可以通过水平长度和水平宽度的调整,完成压光刀的尺寸调整,且相较于传统内圆压光刀,本实用新型所述的压光刀可调范围更大,适用于更多尺寸的内孔压光加工,降低成本效果显著。
附图说明
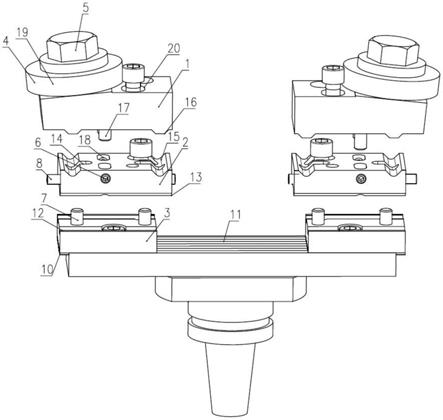
11.图1为本实用新型的装配轴测结构图
具体实施方式
12.如图1所示,一种利用镗刀座加工内孔压光刀装置,镗刀座两端固定工具底座3,工具底座3上端连接第一调节支座2,第一调节支座2上端连接轴承支座1,工具底座3下端面均布的第一v型槽10与镗刀座的v型槽11配装,工具底座3上端面均布沿水平宽度方向第二v型槽12,第二v型槽12与第一调节支座2的第二 v型凸台13配装,工具底座3沿水平长度方向两端固定销钉7,第一调节支座2在相应位置开第一腰孔14,第一调节支座2在水平长度方向两端面设置水平长度调节螺钉8,第一调节支座2上端面设置沿水平宽度方向第三v型槽15,第三v型槽15与轴承支座 1的第三v型凸台16配装,第一调节支座2沿水平宽度方向两端面设置水平宽度调节螺钉6,轴承支座1沿水平宽度方向两端固定销钉17,第一调节支座2在相应位置开第二腰孔18,轴承支座1 上设置有与第一调节支座2固定的第三腰孔20,轴承支座1上端设置有与滚压轴承4内圆过盈配装的圆凸台19,轴承压紧螺栓5 将滚压轴承4与轴承支座1进行固定。
技术特征:
1.一种利用镗刀座加工内孔压光刀装置,其特征是:镗刀座两端固定工具底座(3),工具底座(3)上端连接第一调节支座(2),第一调节支座(2)上端连接轴承支座(1),工具底座(3)下端面均布的第一v型槽(10)与镗刀座的v型槽(11)配装,工具底座(3)上端面均布沿水平宽度方向第二v型槽(12),第二v型槽(12)与第一调节支座(2)的第二v型凸台(13)配装,工具底座(3)沿水平长度方向两端固定销钉(7),第一调节支座(2)在相应位置开第一腰孔(14),第一调节支座(2)在水平长度方向两端面设置水平长度调节螺钉(8),第一调节支座(2)上端面设置沿水平宽度方向第三v型槽(15),第三v型槽(15)与轴承支座(1)的第三v型凸台(16)配装,第一调节支座(2)沿水平宽度方向两端面设置水平宽度调节螺钉(6),轴承支座(1)沿水平宽度方向两端固定销钉(17),第一调节支座(2)在相应位置开第二腰孔(18),轴承支座(1)上设置有与第一调节支座(2)固定的第三腰孔(20),轴承支座(1)上端设置有与滚压轴承(4)内圆过盈配装的圆凸台(19),轴承压紧螺栓(5)将滚压轴承(4)与轴承支座(1)进行固定。
技术总结
本实用新型涉及一种利用镗刀座加工内孔压光刀装置,镗刀座两端固定工具底座(3),工具底座(3)上端连接第一调节支座(2),第一调节支座(2)上端连接轴承支座(1),工具底座(3)下端面均布的第一V型槽(10)与镗刀座的V型槽(11)配装,工具底座(3)上端面均布沿水平宽度方向第二V型槽(12)。本实用新型制作工具的成本低,对工具的加工精度要求也比较低,本实用新型所述的压光刀可调范围更大,适用于更多尺寸的内孔压光加工,降低成本效果显著。降低成本效果显著。降低成本效果显著。
技术研发人员:尚书鹏 郑维 张涛 于志佳 唐浩宇 李函霖 于勇 谢宝萍 刘丹丹 杨磊
受保护的技术使用者:哈尔滨电气动力装备有限公司
技术研发日:2020.12.17
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1