一种复合式组装套模的制作方法
1.本实用新型涉及冲压锻造技术领域,尤其涉及一种复合式组装套模。
背景技术:
2.传统铰链锻造工艺流程中,一般冲字工序、校正工序、切边工序为独立流程独立机器完成。整个工序流程下来会占用大量机器、场地、人员。如何有效提升生产效率,减少人员、机器配置成为申请人公司亟待解决的问题。
技术实现要素:
3.本实用新型的目的在于提供一种复合式组装套模,以解决上述背景技术中遇到的问题。
4.为实现上述目的,本实用新型的技术方案如下:
5.一种复合式组装套模,包括上模架和下模架,所述上模架的底部四端设有导套,所述上模架通过导柱与下模架在导套内上下活动连接,所述上模架的底部固定安装有上垫板,所述上垫板的底部从左向右依次安装有冲字上模、校正上模和切边上模,所述下模架的顶部固定安装有下垫板,所述下垫板的顶部从左向右依次安装有冲字下模、校正下模和切边下模,所述冲字上模与冲字下模相匹配,所述校正上模与校正下模相匹配,所述切边上模与切边下模相匹配。
6.上述方案中,所述冲字上模和冲字下模均为平面型模具。
7.上述方案中,所述校正上模为凹模,所述校正下模为与校正上模相匹配的凸模。
8.上述方案中,所述切边上模的底部安装有切边模刀,所述切边下模的四周设有废料槽。
9.上述方案中,所述冲字下模的底部和校正下模的底部分别固定有独立垫板,两个所述独立垫板与下垫板的顶部固定连接。
10.与现有技术相比,本实用新型的有益效果是:本复合式组装套模,冲字模、校正模、切边模通过定位销与垫板进行装配,有效的保证了安装精度。将冲字、校正、切边工序集中于一体,实现三工位的组合安装,将三工序集中组合到一台机器上,有效节约了人力、场地资源浪费,提高了生产效率,有效的解决机器、人员占用,极大的提高了工艺流程效率,达到了降低成本的目的。
附图说明
11.参照附图来说明本实用新型的公开内容。应当了解,附图仅仅用于说明目的,而并非意在对本实用新型的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
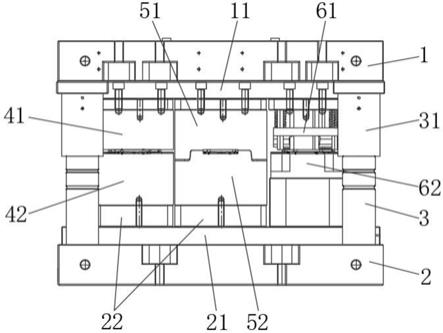
12.图1为本实用新型整体结构示意图;
13.图中标号:1
‑
上模架;11
‑
上垫板;2
‑
下模架;21
‑
下垫板;22
‑
独立垫板;3
‑
导柱;31
‑
导套;41
‑
冲字上模;42
‑
冲字下模;51
‑
校正上模;52
‑
校正下模;61
‑
切边上模;62
‑
切边下模。
具体实施方式
14.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示本实用新型有关的构成。
15.根据本实用新型的技术方案,在不变更本实用新型实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本实用新型的技术方案的示例性说明,而不应当视为本实用新型的全部或者视为对本实用新型技术方案的限定或限制。
16.下面结合附图和实施例对本实用新型的技术方案做进一步的详细说明。
17.如图1所示,一种复合式组装套模,包括上模架1和下模架2,上模架1的底部四端设有导套31,上模架1通过导柱3与下模架2在导套31内上下活动连接,从而完成铰链锻造冲压工序。上模架1的底部通过内六角螺丝固定安装有上垫板11,为三种模具的安装提供一个稳定的平面支撑。
18.上垫板11的底部从左向右依次通过定位销安装有冲字上模41、校正上模51和切边上模61,下模架2的顶部通过定位销固定安装有下垫板21,下垫板21的顶部从左向右依次通过定位销安装有冲字下模42、校正下模52和切边下模62。其中冲字上模41与冲字下模42相匹配,冲字上模41和冲字下模42均为平面型模具。校正上模51与校正下模52相匹配,校正上模51为凹模,校正下模52为与校正上模51相匹配的凸模。切边上模61与切边下模62相匹配,切边上模61的底部安装有切边模刀,切边下模62的四周设有废料槽,经过切边后,型材成本完成,切下来的废料、边角料从废料槽下落至冲压机床的废料收集槽。
19.实施时,可在冲字下模42的底部和校正下模52的底部分别固定有独立垫板22,两个独立垫板22通过定位销与下垫板21的顶部固定连接。独立垫板22用于平衡冲字模和校正模相对于切边模在冲压时的压合高度,让冲字模的冲压面、校正模的冲压面、切边模的冲压面处于一条水平线上,使其在上模架1和下模架2上下冲压时三个模具同步进行。
20.在实施时,通过系列产品的大小优先选取外形最大产品(后续系列产品可以通用),通过该产品冲字模、校正模、切边模的最大外形计算出上模架和下模架型腔长宽大小。冲字模、校正模、切边模通过定位销与垫板进行装配,有效的保证了安装精度。通过在冲字上模41、校正上模51、切边上模61打孔攻丝,用内六角螺丝将对应的冲字下模42、校正下模52和切边下模62与下垫板21进行有效紧密安装。该复合式组装套模安装简便,节约制作成本,安装精度较高。本复合式组装套模,将冲字、校正、切边工序集中于一体,实现三工位的组合安装,将三工序集中组合到一台机器上,有效节约了人力、场地资源浪费,提高了生产效率,有效的解决机器、人员占用,极大的提高了工艺流程效率,达到了降低成本的目的。
21.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式,并不用于限定本实用新型保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应含在本实用新型的保护范围之内。
技术特征:
1.一种复合式组装套模,包括上模架(1)和下模架(2),所述上模架(1)的底部四端设有导套(31),所述上模架(1)通过导柱(3)与下模架(2)在导套(31)内上下活动连接,其特征在于:所述上模架(1)的底部固定安装有上垫板(11),所述上垫板(11)的底部从左向右依次安装有冲字上模(41)、校正上模(51)和切边上模(61),所述下模架(2)的顶部固定安装有下垫板(21),所述下垫板(21)的顶部从左向右依次安装有冲字下模(42)、校正下模(52)和切边下模(62),所述冲字上模(41)与冲字下模(42)相匹配,所述校正上模(51)与校正下模(52)相匹配,所述切边上模(61)与切边下模(62)相匹配。2.根据权利要求1所述的一种复合式组装套模,其特征在于:所述冲字上模(41)和冲字下模(42)均为平面型模具。3.根据权利要求1所述的一种复合式组装套模,其特征在于:所述校正上模(51)为凹模,所述校正下模(52)为与校正上模(51)相匹配的凸模。4.根据权利要求1所述的一种复合式组装套模,其特征在于:所述切边上模(61)的底部安装有切边模刀,所述切边下模(62)的四周设有废料槽。5.根据权利要求1所述的一种复合式组装套模,其特征在于:所述冲字下模(42)的底部和校正下模(52)的底部分别固定有独立垫板(22),两个所述独立垫板(22)与下垫板(21)的顶部固定连接。
技术总结
本实用新型涉及一种复合式组装套模,包括上模架和下模架,所述上模架的底部四端设有导套,所述上模架通过导柱与下模架在导套内上下活动连接,所述上模架的底部固定安装有上垫板,所述上垫板的底部从左向右依次安装有冲字上模、校正上模和切边上模,所述下模架的顶部固定安装有下垫板,所述下垫板的顶部从左向右依次安装有冲字下模、校正下模和切边下模,所述冲字上模与冲字下模相匹配,所述校正上模与校正下模相匹配,所述切边上模与切边下模相匹配。本复合式组装套模将冲字、校正、切边工序集中于一体,有效节约了人力、场地资源浪费,提高了生产效率,有效的解决机器、人员占用,极大的提高了工艺流程效率,达到了降低成本的目的。达到了降低成本的目的。达到了降低成本的目的。
技术研发人员:朱亮
受保护的技术使用者:江苏苏美达德隆汽车部件股份有限公司
技术研发日:2020.12.23
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1