一种安装在轧辊后的压紧装置的制作方法
1.本实用新型涉及钢带冷轧生产领域,尤其是一种安装在轧辊后的压紧装置。
背景技术:
2.钢带在冷轧过程中必须保持一定的张力,轧辊才能正常工作,否则很容易撕裂钢带,造成断带事故;开始冷轧时通常先从开卷机上将钢带边冷轧边卷取到左卷取上;当钢带带尾离开开卷机时,左卷取与开卷机之间的张力消失,轧辊无法正常工作,因此从左卷取到带尾长约10米多的钢带无法进行冷轧只能裁剪掉,造成了巨大的浪费。
技术实现要素:
3.针对以上不足,本实用新型的目的在于提供一种安装在轧辊后的压紧装置,由油缸、万向定位机构、压板、压辊和托板组成;通过油缸带动万向定位机构、压板和压辊,将钢带紧压在托板上,建立与左卷取之间的张力,有效的减少了钢带带尾的浪费。
4.本实用新型的技术方案是通过以下方式实现的:一种安装在轧辊后的压紧装置,由油缸、万向定位机构、压板、压辊和托板组成;所述的油缸和万向定位机构都各有两只,镜像对称的分布在压板上的左右两侧;所述的万向定位机构上端连接在油缸的下端,下端固定在压板上,受力后可自动调整压板的位置以适应拱起或弯曲的钢带带尾;所述的压板底部还设置有若干个压辊,由钢带的平移带着转动,避免划伤钢带;所述的托板为尼龙板,设置在压辊的下方。
5.本实用新型通过油缸带动万向定位机构、压板和压辊,将钢带紧压在托板上,建立与左卷取之间的张力,有效的减少了钢带带尾的浪费。
附图说明
6.图1是本实用新型在轧机中的位置示意图。
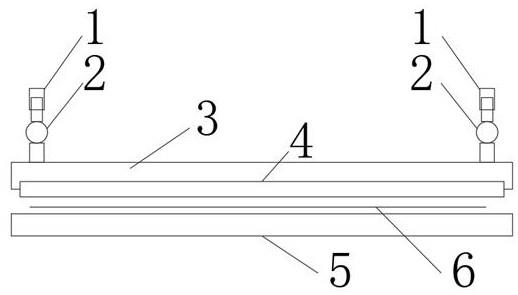
7.图2是本实用新型的结构的左视图。
8.图中1是油缸,2是万向定位机构,3是压板,4是压辊,5是托板,6是钢带,7是轧辊,8是左卷取,9是右卷取,10是开卷机。
具体实施方式
9.由图1和图2知,一种安装在轧辊后的压紧装置,由油缸1、万向定位机构2、压板3、压辊4和托板5组成;所述的油缸1和万向定位机构2都各有两只,镜像对称的分布在压板3上的左右两侧;所述的万向定位机构2上端连接在油缸1的下端,下端固定在压板3上;所述的压板3底部设置有若干个压辊4,所述的托板5为尼龙板,设置在压辊4的下方。
10.工作时,油缸1涨开,驱动万向定位机构2、压板3和压辊4向下运动,当压辊4压到钢带6时,万向定位机构2开始受力自动调整压板3的位置,适应拱起或弯曲的钢带6带尾,使得带尾被平整的压在托板5上,建立与左卷取8之间的张力,避免钢带6因左右两侧张力不平衡
而被撕裂开,压辊4则由钢带6的平移带着转动,避免划伤钢带6。
11.本实用新型通过油缸1带动万向定位机构2、压板3和压辊4,将钢带6紧压在托板5上,建立与左卷取8之间的张力,有效的减少了钢带6带尾的浪费。
技术特征:
1.一种安装在轧辊后的压紧装置,由油缸(1)、万向定位机构(2)、压板(3)、压辊(4)和托板(5)组成;所述的油缸(1)和万向定位机构(2)都各有两只,镜像对称的分布在压板(3)上的左右两侧;所述的托板(5)为尼龙板,设置在压辊(4)的下方;其特征在于:所述的万向定位机构(2)上端连接在油缸(1)的下端,下端固定在压板(3)上,受力后可自动调整压板(3)的位置以适应拱起或弯曲的钢带(6)带尾。2.根据权利要求1所述的一种安装在轧辊后的压紧装置,其特征还在于:所述的压板(3)底部还设置有若干个压辊(4),由钢带(6)的平移带着转动,避免划伤钢带(6)。
技术总结
一种安装在轧辊后的压紧装置,由油缸(1)、万向定位机构(2)、压板(3)、压辊(4)和托板(5)组成;所述的油缸(1)和万向定位机构(2)都各有两只,镜像对称的分布在压板(3)上的左右两侧;所述的托板(5)为尼龙板,设置在压辊(4)的下方;其特征在于:所述的万向定位机构(2)上端连接在油缸(1)的下端,下端固定在压板(3)上,受力后可自动调整压板(3)的位置以适应拱起或弯曲的钢带(6)带尾。本实用新型通过油缸(1)带动万向定位机构(2)、压板(3)和压辊(4),将钢带(6)紧压在托板(5)上,建立与左卷取(8)之间的张力,有效的减少了钢带(6)带尾的浪费。有效的减少了钢带(6)带尾的浪费。有效的减少了钢带(6)带尾的浪费。
技术研发人员:曹晓国
受保护的技术使用者:江苏大力神科技股份有限公司
技术研发日:2020.12.28
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1