一种机车连杆杆身弧面加工专用夹具的制作方法
本技术涉及加工夹具,尤其涉及一种机车连杆杆身弧面加工专用夹具。
背景技术:
1、机车连杆是是机车上的重要组件,连杆是机车发动机的重要组成部分。图1是机车连杆的结构示意图;图2是图1中a-a线的剖视图。如图1、2所示,机车连杆通过杆身s和杆盖g连接形成,使连杆两端分别形成安装孔,用于连接曲轴和活塞,以传递力和扭矩;从图2中可以看出,杆身s的腰部两端分别设置弧面h,在机车连杆生产过程中,需要对杆身s腰部的弧面h进行加工。
2、在杆身弧面的加工过程中,需要通过夹具对杆身进行定位,以进行弧面加工。现有的连杆杆身加工夹具设计制造复杂、功能单一,可靠性较差,一种夹具只能适应一个品种的工件。每次更换品种时都需要很长时间来更换夹具,严重影响了设备的总合效率,并增加夹具的制作成本。
技术实现思路
1、本实用新型主要解决现有技术的连杆杆身加工夹具只能适应一个品种的工件,每次更换品种时都需要很长时间来更换夹具,影响了工件的加工效率的技术问题,提出一种机车连杆杆身弧面加工专用夹具,以适用于多种型号的连杆杆身,降低加工设备的调整时间,提高设备的时间稼动率、功能稼动率和良品率。
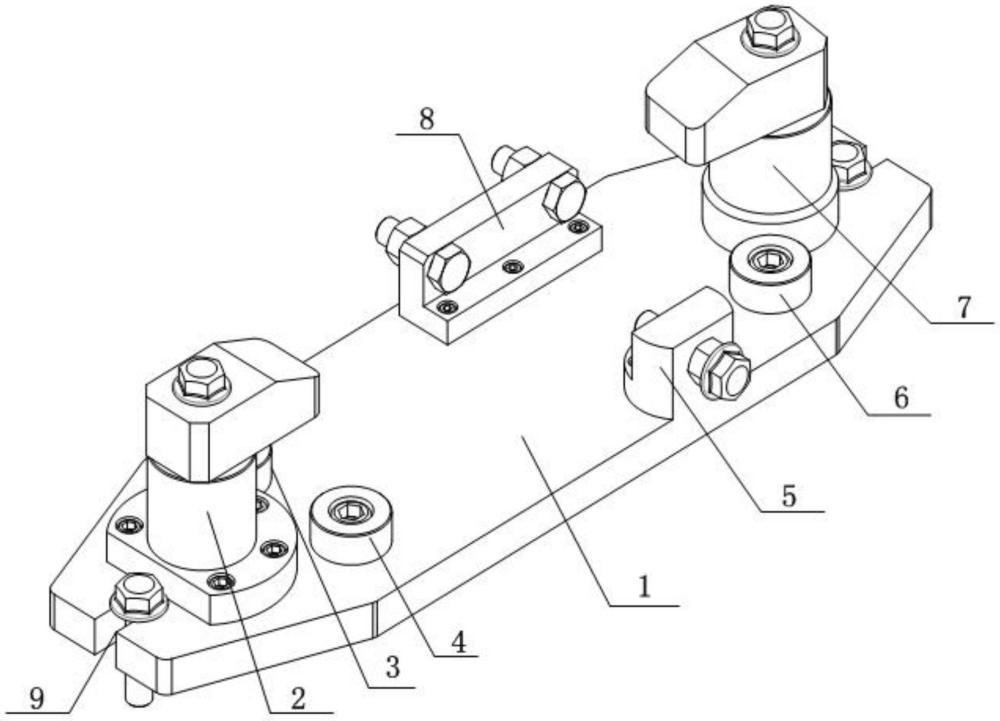
2、本实用新型提供了一种机车连杆杆身弧面加工专用夹具,包括:基体;
3、所述基体的一端设置杆身头部夹紧机构,另一端设置杆身尾部夹紧机构;
4、所述杆身头部夹紧机构,包括:第一压紧装置、第一支撑块和第二支撑块;所述第一压紧装置设置在基体的一端;所述第一支撑块和第二支撑块分别设置在第一压紧装置朝向杆身尾部夹紧机构一端的两侧;
5、所述杆身尾部夹紧机构,包括:第二压紧装置和第三支撑块;所述第二压紧装置设置在基体上并与第一压紧装置相对的一端;所述第三支撑块设置在第二压紧装置旁;
6、所述杆身头部夹紧机构和杆身尾部夹紧机构之间设置第一调整挡块和第二调整挡块;所述第一调整挡块和第二调整挡块分别在基体的两侧;所述第一调整挡块和第二调整挡块分别通过螺杆和螺母进行调整。
7、优选的,所述第一压紧装置和第二压紧装置,分别包括:压紧装置安装块、压紧装置支撑块和压紧装置压块;
8、所述压紧装置安装块固定在基体上,所述压紧装置安装块上设置压紧装置支撑块;
9、所述压紧装置支撑块内留有螺纹孔,所述压紧装置支撑块通过螺栓螺母安装压紧装置压块。
10、优选的,所述压紧装置支撑块呈圆柱形。
11、优选的,所述第一调整挡块,包括阶梯形的挡块安装块和一组螺杆螺母;
12、所述第二调整挡块,包括阶梯形的挡块安装块和两组螺杆螺母。
13、优选的,所述基体的两端分别设置车床安装槽。
14、优选的,所述杆身头部夹紧机构中和杆身尾部夹紧机构中与机车连杆接触的面镀铜。
15、本实用新型提供的一种机车连杆杆身弧面加工专用夹具,能够使生产实现标准化、模块化,能够快速适应不同结构、不同大小的工件的装夹;实现了一种夹具可以适用于不同产品或同一产品的不同型号,实现一具多用,减少设备与夹具、刀具、工件等整个系统的调整时间,节约了成本,而且避免重复劳动;缩短更换品种时的夹具更换时间。本实用新型的夹具结构简单、功能多、灵活性强、缩短加工辅助时间、可重复使用;本实用新型可以应用于多种型号连杆的杆身弧面加工,节省成本,提升夹持效果,提高效率。
技术特征:
1.一种机车连杆杆身弧面加工专用夹具,其特征在于,包括:基体(1);
2.根据权利要求1所述的机车连杆杆身弧面加工专用夹具,其特征在于,所述第一压紧装置(2)和第二压紧装置(7),分别包括:压紧装置安装块、压紧装置支撑块和压紧装置压块;
3.根据权利要求2所述的机车连杆杆身弧面加工专用夹具,其特征在于,所述压紧装置支撑块呈圆柱形。
4.根据权利要求1或2所述的机车连杆杆身弧面加工专用夹具,其特征在于,所述第一调整挡块(5),包括阶梯形的挡块安装块和一组螺杆螺母;
5.根据权利要求1所述的机车连杆杆身弧面加工专用夹具,其特征在于,所述基体(1)的两端分别设置车床安装槽(9)。
6.根据权利要求1所述的机车连杆杆身弧面加工专用夹具,其特征在于,所述杆身头部夹紧机构中和杆身尾部夹紧机构中与机车连杆接触的面镀铜。
技术总结
本技术涉及加工夹具技术领域,提供一种机车连杆杆身弧面加工专用夹具,包括:基体;所述基体的一端设置杆身头部夹紧机构,另一端设置杆身尾部夹紧机构;所述杆身头部夹紧机构,包括:第一压紧装置、第一支撑块和第二支撑块;所述第一压紧装置设置在基体的一端;所述第一支撑块和第二支撑块分别设置在第一压紧装置朝向杆身尾部夹紧机构一端的两侧;所述杆身尾部夹紧机构,包括:第二压紧装置和第三支撑块;所述第二压紧装置设置在基体上并与第一压紧装置相对的一端;所述第三支撑块设置在第二压紧装置旁。本技术能够适用于多种型号的机车连杆,降低加工设备的调整时间,提高设备的时间稼动率、功能稼动率和良品率。
技术研发人员:张宛力,张立广,韩俊文
受保护的技术使用者:大连巾国机车配件有限公司
技术研发日:20201230
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!