一种圈类打孔用工装的制作方法
1.本实用新型涉及一种圈类打孔用工装,属于轴承滚圈精加工技术领域。
背景技术:
2.滚子轴承属于滚动轴承中的一种,是现代化机械中广泛运用的部件之一。滚子轴承滚圈精加工过程中,由于在滚圈上需要径向、轴向打孔,传统的做法是先将滚圈安装上机床,打完一个方向的孔后,拆卸下来调换方向再装上机床打另一方向的孔,安装拆卸过程繁琐,工作效率低,且两个方向孔的位置由于不同次安装存在一定的误差,影响孔的位置精度;现有的工装或夹具虽然能解决一次安装即可径向轴向打孔,但是其本身结构复杂,造价高,安装拆卸过程繁琐。因此,亟需一种结构简单、造价低、安装拆卸效率高、单次安装即可径向轴向打孔的装置。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供一种结构简单、无需多次安装拆卸即可完成滚圈径向、轴向打孔加工的圈类打孔用工装。
4.本实用新型的目的是这样实现的:
5.一种圈类打孔用工装,所述圈类打孔用工装包含底座、垂直固装在底座上的支撑板、在支撑板上设有若干均匀分布的定位柱、套装在定位柱上的定位套;所述定位柱位于同一圆周上;所述定位套的外圆位于与定位柱相一致的同心圆的圆周上,同心圆的圆心处安装有定位螺杆,定位螺杆上依次套装有夹持杆、旋置夹紧螺母;
6.本实用新型一种圈类打孔用工装,所述定位柱的中心线与支撑板平面垂直,定位柱的中心线与底座平面平行;
7.本实用新型一种圈类打孔用工装,所述夹持杆的长度大于滚圈的外圆直径;
8.本实用新型一种圈类打孔用工装,所述底座上设有安装孔位;
9.本实用新型一种圈类打孔用工装,所述支撑板和底座之间设有加强筋。
10.工作时,将滚圈套装在定位套的外圈,并确保滚圈的内圈与定位套的外圈紧密接触,将夹持杆套装在定位螺杆上并压住滚圈,旋紧夹紧螺母使滚圈固定位置不送动;将装夹好滚圈的工装通过安装孔位安装到加工中心的卡盘上;旋转卡盘,确保滚圈处于水平状态,加工中心的垂直钻头在滚圈的圈边上钻出轴向沉孔,然后旋转卡盘,使滚圈转动一定角度,利用侧铣头在滚圈内侧向外侧方向钻出径向沉孔,从而完成打孔操作。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型结构简单、造价低、滚圈安装拆卸方便快速,通过旋转工装使滚圈由轴向打孔位置转换为径向打孔位置,实现了单次安装即可完成径向轴向打孔,提高了滚圈打孔工作效率。
附图说明
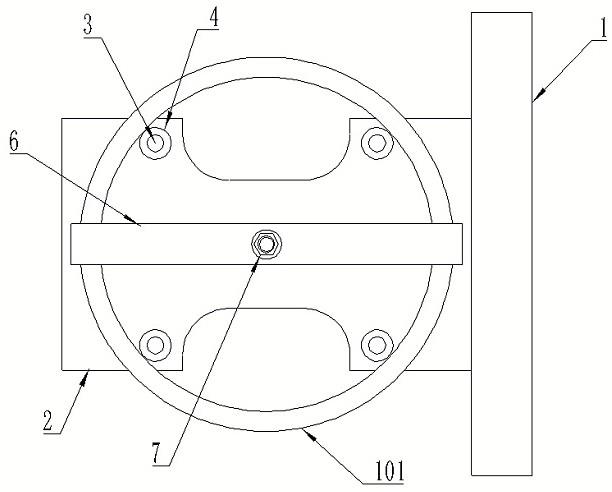
13.图1为本实用新型一种圈类打孔用工装的俯视结构示意图。
14.图2为本实用新型一种圈类打孔用工装的正视结构示意图。
15.图3为本实用新型一种圈类打孔用工装的左视结构示意图。
16.其中:
17.底座1、支撑板2、定位柱3、定位套4、定位螺杆5、夹持杆6、旋置夹紧螺母7、安装孔位8、加强筋9。
具体实施方式
18.参见图1~3,本实用新型涉及的一种圈类打孔用工装,所述圈类打孔用工装包含底座1、垂直固装在底座1上的支撑板2、在支撑板2上设有若干均匀分布的定位柱3、套装在定位柱3上的定位套4;所述定位柱3位于同一圆周上;所述定位套4的外圆位于与定位柱3相一致的同心圆的圆周上,同心圆的圆心处安装有定位螺杆5,定位螺杆5上依次套装有夹持杆6、旋置夹紧螺母7;
19.进一步的,所述定位柱3的中心线与支撑板2平面垂直,定位柱3的中心线与底座1平面平行;
20.进一步的,所述夹持杆6的长度大于滚圈101的外圆直径;
21.进一步的,所述底座1上设有安装孔位8;
22.进一步的,所述支撑板2和底座1之间设有加强筋9。
23.工作时,将滚圈101套装在定位套4的外圈,并确保滚圈101的内圈与定位套4的外圈紧密接触,将夹持杆6套装在定位螺杆5上并压住滚圈101,旋紧夹紧螺母7使滚圈101固定位置不送动;将装夹好滚圈101的工装通过安装孔位8安装到加工中心的卡盘上;旋转卡盘,确保滚圈101处于水平状态,加工中心的垂直钻头在滚圈101圈边上钻出轴向沉孔,然后旋转卡盘,使滚圈101转动一定角度,利用侧铣头在滚圈101内侧向外侧方向钻出径向沉孔,从而完成打孔操作。
24.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
技术特征:
1.一种圈类打孔用工装,其特征在于:所述圈类打孔用工装包含底座(1)、垂直固装在底座(1)上的支撑板(2)、在支撑板(2)上设有若干均匀分布的定位柱(3)、套装在定位柱(3)上的定位套(4);所述定位柱(3)位于同一圆周上;所述定位套(4)的外圆位于与定位柱(3)相一致的同心圆的圆周上,同心圆的圆心处安装有定位螺杆(5),定位螺杆(5)上依次套装有夹持杆(6)、旋置夹紧螺母(7)。2.根据权利要求1所述的圈类打孔用工装,其特征在于:所述定位柱(3)的中心线与支撑板(2)平面垂直,定位柱(3)的中心线与底座(1)平面平行。3.根据权利要求1所述的圈类打孔用工装,其特征在于:所述夹持杆(6)的长度大于滚圈(101)的外圆直径。4.根据权利要求1所述的圈类打孔用工装,其特征在于:所述底座(1)上设有安装孔位(8)。5.根据权利要求1所述的圈类打孔用工装,其特征在于:所述支撑板(2)和底座(1)之间设有加强筋(9)。
技术总结
本实用新型涉及一种圈类打孔用工装,所述圈类打孔用工装包含底座(1)、垂直固装在底座(1)上的支撑板(2)、在支撑板(2)上设有若干均匀分布的定位柱(3)、套装在定位柱(3)上的定位套(4);所述定位柱(3)位于同一圆周上;所述定位套(4)的外圆位于与定位柱(3)相一致的同心圆的圆周上,同心圆的圆心处安装有定位螺杆(5),定位螺杆(5)上依次套装有夹持杆(6)、旋置夹紧螺母(7)。本实用新型结构简单、造价低、安装拆卸效率高、单次安装即可径向轴向打孔,提高了滚圈打孔工作效率。高了滚圈打孔工作效率。高了滚圈打孔工作效率。
技术研发人员:刘理淳 崔欣荣 徐伟 欧朗 田建建
受保护的技术使用者:江阴市精奇数控有限公司
技术研发日:2020.12.31
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1