一种钕铁硼磁体多线切割无磁加工夹具的制作方法
1.本实用新型涉及钕铁硼磁体制备技术领域,具体是涉及一种钕铁硼磁体多线切割无磁加工夹具。
背景技术:
2.目前钕铁硼永磁材料因具有高剩磁、高矫顽力、高磁能积的优异特性,而且容易加工成各种形状、规格的磁体,因此被广泛用于电声电讯、电机、仪表、核磁共振、磁悬浮及磁密封等永久磁场的装置和设备。烧结钕铁硼磁体目前行业中所采用的加工工艺主要包括:铸片熔炼
‑
氢碎
‑
制粉
‑
成型
‑
烧结
‑
机加工
‑
表面处理等。其中机加工工序包括磨削及切割。
3.多线切割是一种通过金属丝的高速往复运动,把原料带入坯料加工区域进行研磨,将坯料一次同时切割为数百片薄片的一种新型切割加工方法,其切割过程去除的材料厚度仅为0.25mm,具有生产效率高、损耗少、产品表面损伤层小、粗糙度小等优势,已应用于磁钢产品的批量切削加工。
4.其中钕铁硼磁钢的多线切割中,加工产品固接的方式为用磁盘磁吸附的方式,由于该种方式需要增加退磁工序,周期长,且产品质量得不到保证。
技术实现要素:
5.针对现有技术中存在的上述问题,旨在提供一种钕铁硼磁体多线切割无磁加工夹具,省去了线切割加工过程中的退磁工序,减少了生产加工时间,提高了生产效率,同时保证了产品的质量。
6.具体技术方案如下:
7.一种钕铁硼磁体多线切割无磁加工夹具,主要包括:机床底座、底座连接板、主体板以及隔磁板。
8.机床底座包括底座板,底座板与机床连接。
9.底座连接板可拆卸地设置于机床底座。
10.主体板沿竖直方向布置,且主体板垂直并连接于底座连接板。
11.隔磁板与主体板连接,且隔磁板与主体板之间设置有间隙,隔磁板背离主体板的一侧设置有待加工产品。
12.上述的一种钕铁硼磁体多线切割无磁加工夹具,还具有这样的特征,主体板沿其厚度方向贯穿设置有固定通孔,紧固件穿过固定通孔与隔磁板固定连接。
13.上述的一种钕铁硼磁体多线切割无磁加工夹具,还具有这样的特征,主体板沿其厚度方向贯穿设置有若干定位通孔,若干定位插件穿过定位通孔与隔磁板靠近主体板的一侧相抵靠。
14.上述的一种钕铁硼磁体多线切割无磁加工夹具,还具有这样的特征,定位通孔与定位插件设置有至少三组,且若干定位通孔为非共线设置。
15.上述的一种钕铁硼磁体多线切割无磁加工夹具,还具有这样的特征,主体板靠近
可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
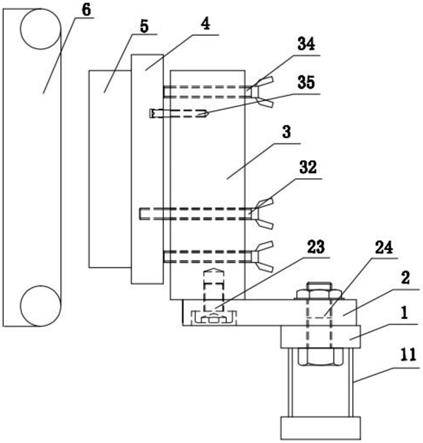
28.在该钕铁硼磁体多线切割无磁加工夹具,用于暂时固定待加工的钕铁硼磁体,机床底座1包括底座板11,底座板11与机床连接,其中底座板11用于固定在加工机床上,便于安装设置,具体的底座板11和底座连接板2均为横向布置,即底座板11的厚度方向为竖直方向,底座连接板2的厚度方向亦为竖直方向。
29.主体板3沿竖直方向布置,即主体板3的厚度方向沿水平方向布置,主体板3的长度或宽度方向沿竖直方向布置,且主体板3垂直并连接于底座连接板2,为钕铁硼磁体的安装提供纵向空间。隔磁板4与主体板3连接,且隔磁板4与主体板3之间设置有间隙,且一般的隔磁板4与主体板3之间为平行设置,当然也可根据实际情况通过定位插针34对隔磁板4的位置进行微调,进而保证隔磁板4背离主体板3的一侧能够竖直设置,保证钕铁硼磁体在线加工时位置的准确性,此外隔磁板4背离主体板3的一侧设置有待加工产品5,优选的待加工产品5与隔磁板4之间可采用粘结的形式进行固定连接,当然亦可采用其他的连接形式,且待加工产品5与线切割加工装置6相正对,便于对待加工产品进行线切割加工。具体为待加工的钕铁硼磁体,将钕铁硼磁体固设于隔磁板4上进行线切割加工,进而省去了退磁工序,能够进一步提高加工效率。
30.在一种优选的实施方式中,如图1和图2所示,主体板3沿其厚度方向贯穿设置有固定通孔31,紧固件32穿过固定通孔31与隔磁板4固定连接,具体为螺纹紧固件,紧固件32与隔磁板4之间为可拆卸式固定连接,可根据后续的实际生产加工情况对隔磁板4进行更换。
31.在一种优选的实施方式中,如图1、图2、图3所示,主体板3沿其厚度方向贯穿设置有若干定位通孔33,若干定位插件34穿过定位通孔33与隔磁板4靠近主体板3的一侧相抵靠,一般的定位插件34设置于主体板3的不同位置区域,可以从不同位置对隔磁板4进行定位,以保证隔磁板4能够沿竖直方向布置。
32.在一种优选的实施方式中,如图1和图2所示,定位通孔33与定位插件34设置有至少三组,且若干定位通孔33为非共线设置,进一步的,当定位通孔33和定位插件34设置有三组时,三组定位孔的连线为三角形设置,以保证隔磁板4位置的稳定性。
33.在一种优选的实施方式中,如图1和图3所示,主体板3靠近隔磁板4的一侧设置有销钉35,隔磁板4靠近主体板3的一侧设置有销钉孔41,销钉孔41与销钉35相匹配,隔磁板4可拆卸地挂设于主体板3,当隔磁板4进行转配时可挂于主体板3的销钉35上,能够减少工作人员的劳动强度,且便于装配。
34.在一种优选的实施方式中,如图1和图4所示,底座连接板2的一侧设置有若干第一紧固通孔21,底座连接板2的另一侧设置有若干第二紧固通孔22。
35.在一种优选的实施方式中,如图1和图4所示,第一紧固件23穿过第一紧固通孔21将底座连接板2与底座板11连接;第二紧固件24穿过第二紧固孔将底座连接板2与主体板3连接,结构简单,便于设置与安装。
36.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛
盾,都应当认为是本说明书记载的范围。
37.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
技术特征:
1.一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,包括:机床底座,所述机床底座包括底座板,所述底座板与机床连接;底座连接板,所述底座连接板可拆卸地设置于所述机床底座;主体板,所述主体板沿竖直方向布置,且所述主体板垂直并连接于所述底座连接板;隔磁板,所述隔磁板与所述主体板连接,且所述隔磁板与所述主体板之间设置有间隙,所述隔磁板背离所述主体板的一侧设置有待加工产品。2.根据权利要求1所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,所述主体板沿其厚度方向贯穿设置有固定通孔,紧固件穿过所述固定通孔与所述隔磁板固定连接。3.根据权利要求1所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,所述主体板沿其厚度方向贯穿设置有若干定位通孔,若干定位插件穿过所述定位通孔与所述隔磁板靠近所述主体板的一侧相抵靠。4.根据权利要求3所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,所述定位通孔与所述定位插件设置有至少三组,且若干所述定位通孔为非共线设置。5.根据权利要求1所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,所述主体板靠近所述隔磁板的一侧设置有销钉,所述隔磁板靠近所述主体板的一侧设置有销钉孔,所述销钉孔与所述销钉相匹配,所述隔磁板可拆卸地挂设于所述主体板。6.根据权利要求1所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,所述底座连接板的一侧设置有若干第一紧固通孔,所述底座连接板的另一侧设置有若干第二紧固通孔。7.根据权利要求6所述的一种钕铁硼磁体多线切割无磁加工夹具,其特征在于,第一紧固件穿过所述第一紧固通孔与所述底座板连接;第二紧固件穿过所述第二紧固孔与所述主体板连接。
技术总结
本实用新型公开了一种钕铁硼磁体多线切割无磁加工夹具,属于钕铁硼磁体制备技术领域。包括:机床底座包括底座板,底座板与机床连接,底座连接板可拆卸地设置于机床底座,主体板沿竖直方向布置,且主体板垂直并连接于底座连接板,隔磁板与主体板连接,且隔磁板与主体板之间设置有间隙,隔磁板背离主体板的一侧设置有待加工产品。该钕铁硼磁体多线切割无磁加工夹具,省去了线切割加工过程中的退磁工序,减少了生产加工时间,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:虞志君 周伟
受保护的技术使用者:宁波科田磁业有限公司
技术研发日:2020.12.31
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1