一种链板打孔用模具的制作方法
1.本实用新型涉及模具技术领域,具体涉及一种链板打孔用模具。
背景技术:
2.在现有生产加工设备中,链板可以由不锈钢或碳钢等材质制成,规格品种繁多,可根据输送物料和工艺要求选用,能满足各行各业不同的需求。其广泛应用于食品、药品、饮料和化妆品等组装流水线,洗涤用品、纸制品、调味品、乳业及化工物料等自动输送、分配和后道包装的连线输送。链板具有表面运行平稳,不易受到其它物料的干扰,载重重量大,经久耐用等特点。
3.应用于化工领域的链板,一般包括呈扁平长条状的本体,且本体上开设有若干散热孔。这些散热孔在生产加工过程中,通常采用打孔装置进行打孔,而打孔装置上所采用的模具,其上、下模相对的加工面通常采用的是平面,在打孔过程中,经常会出现链板表面变形的情况,而化工设备中所使用的链板对平整度要求极高,如出现不平整,所输送的物料会出现堆积现象,影响使用,因此如何解决上述技术问题,是本领域技术人员致力于解决的事情。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种链板打孔用模具,采用该模具对链板进行打孔时,不会对链板的平整度造成影响。
5.为达到上述目的,本实用新型采用的技术方案是:一种链板打孔用模具,用于对链板进行打孔,所述模具包括固定安装在操作台上的下模、升降的安装在所述下模上方的上模,所述下模上开设有若干下冲孔,所述上模上开设有与所述下冲孔位置相对应的若干上冲孔,所述下冲孔与其相对应的所述上冲孔同轴心线设置,所述下模的上表面上设置有长条状的凸起部,所述凸起部的长度延伸方向与待打孔链板的长度方向相同,所述下冲孔开设在所述凸起部处,所述上模的下表面上设置有与所述凸起部位置相对应的凹陷部,所述上冲孔开设在所述凹陷部处,所述凸起部的高度大于所述凹陷部的深度,所述凸起部的宽度小于凹陷部的宽度。
6.作为一种具体的实施方式,所述凸起部的高度在0.8
‑
0.9mm,所述凹陷部的深度在0.6
‑
0.7mm。
7.作为一种具体的实施方式,所述凸起部与所述下模同中心线设置,所述凹陷部与所述上模同中心线设置。
8.作为一种具体的实施方式,所述下模与所述上模的横截面均为圆形。
9.作为一种具体的实施方式,所述凸起部的宽度为所述下模直径的1/10
‑
1/8,所述凹陷部的宽度为所述上模直径的1/7
‑
1/5。
10.作为一种具体的实施方式,所述上模上开设有多个导向孔,所有所述导向孔呈阵列排布在以上模的圆心为圆心的同一圆周上。
11.作为一种具体的实施方式,所述上冲孔的直径大于所述下冲孔的直径。
12.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型的链板打孔用模具,其通过在下模的上表面设置凸起部,在上模的下表面设置凹陷部,凸起部的高度高于凹陷部的深度,凸起部的宽度小于凹陷部的宽度,在链板打孔过程中,可将打孔位置的一个变形量进行抵消,确保链板打孔后的平整度。
附图说明
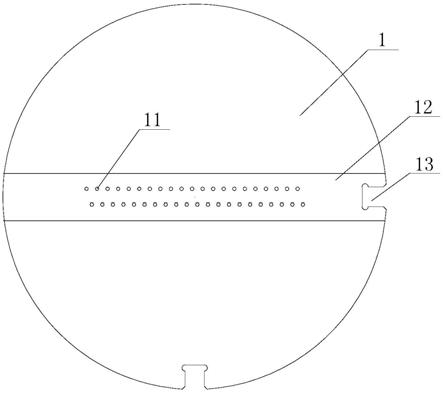
13.图1为本实用新型所述的链板打孔用模具中的下模;
14.图2为本实用新型中的链板打孔用模具中的上模;
15.其中:1、下模;11、下冲孔;12、凸起部;13、安装槽;2、上模;21、上冲孔;22、凹陷部;23、导向孔。
具体实施方式
16.下面结合附图及具体实施例来对本实用新型的技术方案作进一步的阐述。
17.一种链板打孔用模具,用于对链板进行打孔,模具包括固定安装在操作台上的下模1、升降的安装在下模1上方的上模2,参见图1、2所示,下模1上开设有若干下冲孔11,上模2上开设有与下冲孔11位置相对应的若干上冲孔21,下冲孔11与其相对应的上冲孔21同轴心线设置,下模1的上表面上设置有长条状的凸起部12,凸起部12的长度延伸方向与待打孔链板的长度方向相同,下冲孔11开设在凸起部12处,上模2的下表面上设置有与凸起部12位置相对应的凹陷部22,上冲孔21开设在凹陷部22处,这里,凸起部12的高度大于凹陷部22的深度,凸起部12的宽度小于凹陷部22的宽度。
18.现有技术中,常规的打孔过程,上模2与下模1的接触面都是光滑的平面,在打孔过程中,钻头从上至下进行打孔,链板受到钻头的冲击,打孔位置处会产生一个向下的变形量,导致链板出现不平整的情况,在使用时会出现物料堆积现象。本例中,通过设置在下模1的上表面设置凸起部12,在上模2的下表面设置凹陷部22,且凸起部12的高度大于凹陷部22的深度,对打孔位置处的形变量进行抵消,确保打孔结束后,链板的平整度。
19.具体的,该凸起部12的高度在0.8
‑
0.9mm,凹陷部22的深度在0.6
‑
0.7mm。本例中,该凸起部12的高度为0.8mm,凹陷部22的深度为0.7mm。
20.本例中,凸起部12与下模1同中心线设置,凹陷部22与上模2同中心线设置,下冲孔11设置在凸起部12处,上冲孔21设置在凹陷部22处。
21.本例中采用的下模1与上模2的横截面均为圆形。该上模2上开设有多个导向孔23,所有导向孔23呈阵列排布在以上模2的圆心为圆心的同一圆周上。通过该设置方式,以确保上模2升降过程中,不会出现在水平面上受力不均的情况。
22.本例中,凸起部12的宽度为下模1直径的1/10
‑
1/8,凹陷部22的宽度为上模2直径的1/7
‑
1/5。该设置是根据冲孔位置设计的,宽度太大易导致链板其他位置处发生形变。
23.根据冲孔方向由上至下,所以这里上冲孔21的直径设置成大于下冲孔11的直径。减小钻头与上冲孔21的接触面积,延长钻头的使用寿命。
24.该下模1上还开设有用于将自身固定安装在操作台上的安装槽13,通过固定件插设在安装槽13内以将下模1固定在操作台上,以防在打孔过程中,下模1发生位移。
25.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种链板打孔用模具,用于对链板进行打孔,其特征在于,所述模具包括固定安装在操作台上的下模、升降的安装在所述下模上方的上模,所述下模上开设有若干下冲孔,所述上模上开设有与所述下冲孔位置相对应的若干上冲孔,所述下冲孔与其相对应的所述上冲孔同轴心线设置,所述下模的上表面上设置有长条状的凸起部,所述凸起部的长度延伸方向与待打孔链板的长度方向相同,所述下冲孔开设在所述凸起部处,所述上模的下表面上设置有与所述凸起部位置相对应的凹陷部,所述上冲孔开设在所述凹陷部处,所述凸起部的高度大于所述凹陷部的深度,所述凸起部的宽度小于凹陷部的宽度。2.根据权利要求1所述的链板打孔用模具,其特征在于,所述凸起部的高度在0.8
‑
0.9mm,所述凹陷部的深度在0.6
‑
0.7mm。3.根据权利要求1所述的链板打孔用模具,其特征在于,所述凸起部与所述下模同中心线设置,所述凹陷部与所述上模同中心线设置。4.根据权利要求1所述的链板打孔用模具,其特征在于,所述下模与所述上模的横截面均为圆形。5.根据权利要求4所述的链板打孔用模具,其特征在于,所述凸起部的宽度为所述下模直径的1/10
‑
1/8,所述凹陷部的宽度为所述上模直径的1/7
‑
1/5。6.根据权利要求4所述的链板打孔用模具,其特征在于,所述上模上开设有多个导向孔,所有所述导向孔呈阵列排布在以上模的圆心为圆心的同一圆周上。7.根据权利要求1所述的链板打孔用模具,其特征在于,所述上冲孔的直径大于所述下冲孔的直径。
技术总结
本实用新型公开了一种链板打孔用模具,用于对链板进行打孔,所述模具包括固定安装在操作台上的下模、升降的安装在所述下模上方的上模,所述下模上开设有若干下冲孔,所述上模上开设有与所述下冲孔位置相对应的若干上冲孔,所述下冲孔与其相对应的所述上冲孔同轴心线设置,所述下模的上表面上设置有长条状的凸起部,所述凸起部的长度延伸方向与待打孔链板的长度方向相同,所述下冲孔开设在所述凸起部处,所述上模的下表面上设置有与所述凸起部位置相对应的凹陷部,所述上冲孔开设在所述凹陷部处,所述凸起部的高度大于所述凹陷部的深度,所述凸起部的宽度小于凹陷部的宽度。该模具结构简单,杜绝了打孔后链板发生形变的情况发生。发生。发生。
技术研发人员:杨浩 王显政 王令忠
受保护的技术使用者:苏州悦昇精密机械制造有限公司
技术研发日:2020.12.30
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1