一种发动机轴承压装机构的制作方法
1.本实用新型涉及轴承压装技术领域,尤其是一种发动机轴承压装机构。
背景技术:
2.目前,在发动机轴承压装领域,普遍采用的固定壳体,然后将轴承压入到壳体里面去,这种方法简便,但是存在一定不足之处:
3.1.无法对应多机种,当跟换机型时设备无法快速对应。
4.2.发动机一般有多个轴承,采用固定发动机壳体将轴承依次压入时,由于每次都存在误差,使轴承一致性不好,造成发动机成品的质量容易存在批次差异。
技术实现要素:
5.本申请人针对上述现有生产技术中的缺点,提供一种发动机轴承压装机构,从而可以通过切换不同治具达到快速进行产品切换的目的,同时采用轴承固定,壳体移动一次性压装所有轴承,满足发动机产品的高度一致性要求,避免产品产生批次性差异等现象。
6.本实用新型所采用的技术方案如下:
7.一种发动机轴承压装机构,包括架台,所述架台的上部工作台面上安装有轴承治具底板,所述轴承治具底板的上方两端通过复位弹簧安装有壳体放置板,所述壳体放置板上部放置有壳体治具,壳体治具通过壳体治具定位槽和壳体治具定位销定位,所述壳体放置板的底部通过轴承治具定位槽和轴承治具定位销定位安装有轴承治具板;
8.所述轴承治具底板的四个角处分别安装有导柱,所述导柱穿过壳体放置板后再依次穿过上压板和固定板,所述上压板的底面通过上治具定位销和上治具定位槽安装上治具,所述上治具与壳体治具对应,
9.所述固定板的顶面中部位置安装有按压油缸,所述按压油缸的输出端穿过固定板后与上压板固定,控制上压板的上下移动。
10.其进一步技术方案在于:
11.所述壳体放置板的底部两端还分别安装有机种切换油缸,所述机种切换油缸控制整个壳体放置板的上下移动。
12.所述架台成框架型结构。
13.所述架台通过槽钢焊接而成。
14.所述架台呈“l”型结构。
15.本实用新型的有益效果如下:
16.本实用新型结构紧凑、合理,操作方便,传统的压装治具无法快速跟换,现能够仅仅通过定位卡槽及定位销即可切换机种,操作与使用方便,工作效率高,动作灵敏,轴承压装一致性好。
17.原有技术在轴承压装时通过单个轴承压入,当壳体需要压装多个轴承时,无法保证所有轴承的一致性。而本实用新型采用固定轴承,壳体整体下压,一次性压装所有轴承。
具有高度一致性,同时节省压装时间,提高工作效率。
18.本实用新型相对于目前常见设备能在不跟换轴承压装设备的情况下,仅仅通过跟换上、中、下治具板即可实现机种跟换。同时轴承压装时,轴承固定,发动机壳体下降,能保持高度的一致性。
附图说明
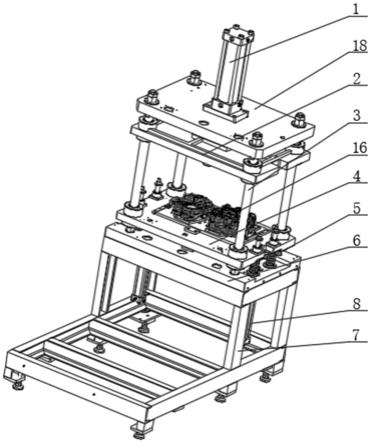
19.图1为本实用新型的结构示意图。
20.图2为本实用新型的主视图。
21.其中:1、按压油缸;2、上压板;3、导柱;4、壳体放置板;5、复位弹簧;6、轴承治具底板;7、架台;8、机种切换油缸;9、轴承治具定位槽;10、轴承治具定位销;11、壳体治具定位槽;12、壳体治具定位销;13、上治具定位销;14、上治具定位槽;15、轴承治具板;16、壳体治具;17、上治具;18、固定板。
具体实施方式
22.下面结合附图,说明本实用新型的具体实施方式。
23.如图1和图2所示,本实施例的发动机轴承压装机构,包括架台7,架台7的上部工作台面上安装有轴承治具底板6,轴承治具底板6的上方两端通过复位弹簧5安装有壳体放置板4,壳体放置板4上部放置有壳体治具16,壳体治具16通过壳体治具定位槽11和壳体治具定位销12定位,壳体放置板4的底部通过轴承治具定位槽9和轴承治具定位销10定位安装有轴承治具板15;
24.轴承治具底板6的四个角处分别安装有导柱3,导柱3穿过壳体放置板4后再依次穿过上压板2和固定板18,上压板2的底面通过上治具定位销13和上治具定位槽14安装上治具17,上治具17与壳体治具16对应,
25.固定板18的顶面中部位置安装有按压油缸1,按压油缸1的输出端穿过固定板18后与上压板2固定,控制上压板2的上下移动。
26.壳体放置板4的底部两端还分别安装有机种切换油缸8,机种切换油缸8控制整个壳体放置板4的上下移动。
27.架台7成框架型结构。
28.架台7通过槽钢焊接而成。
29.架台7呈“l”型结构。
30.本实用新型通过轴承治具定位槽9和轴承治具定位销10跟换轴承治具板15。
31.通过壳体治具定位槽11和壳体治具定位销12跟换壳体治具16。
32.通过上治具定位销13和上治具定位槽14跟换上治具17。
33.达到快速切换机种目的。
34.轴承压装前由于复位弹簧5的作用将壳体放置板4保持一定距离差,压装时候在按压油缸1的作用下下降上压板2实现下压,均匀一致的将轴承压入到壳体内。
35.需要更换机种时,将轴承治具定位销10、壳体治具定位销12、上治具定位销13拔出,上治具17直接从上治具定位槽14里取出,换上新治具,插好定位销。
36.机种切换油缸8动作将壳体放置板4顶起,取出壳体治具16,然后换好新治具,插好
定位销。将机种切换油缸8复位,放置好轴承及壳体时,治具板下压带动壳体向下,将轴承压入壳体内。
37.实际使用过程中,首先,上压板2在按压油缸1的作用下上升到顶点,抽出上治具定位销13,将上治具板水平抽出,换好新机种治具板,并插入定位销。机种切换油缸8动作,将壳体放置板4连同治具顶升到一定高度,抽出定位销及轴承治具定位销10,取出相应的治具板,然后将新机种的治具板插入到卡槽内,插好定位销,机种切换油缸8复位。完成机种切换工作摆好相应机种壳体及轴承,按下气动按钮,按压油缸1动作将上治具17下压,触及到壳体时整个壳体放置板4下压,到按压油缸1行程末端时,轴承完全压入壳体内。按压油缸1上升,壳体放置板4在复位弹簧5作用下上升,一次性完成轴承的压装工作,工作可靠性好,轴承一致性好。
38.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
技术特征:
1.一种发动机轴承压装机构,其特征在于:包括架台(7),所述架台(7)的上部工作台面上安装有轴承治具底板(6),所述轴承治具底板(6)的上方两端通过复位弹簧(5)安装有壳体放置板(4),所述壳体放置板(4)上部放置有壳体治具(16),壳体治具(16)通过壳体治具定位槽(11)和壳体治具定位销(12)定位,所述壳体放置板(4)的底部通过轴承治具定位槽(9)和轴承治具定位销(10)定位安装有轴承治具板(15);所述轴承治具底板(6)的四个角处分别安装有导柱(3),所述导柱(3)穿过壳体放置板(4)后再依次穿过上压板(2)和固定板(18),所述上压板(2)的底面通过上治具定位销(13)和上治具定位槽(14)安装上治具(17),所述上治具(17)与壳体治具(16)对应,所述固定板(18)的顶面中部位置安装有按压油缸(1),所述按压油缸(1)的输出端穿过固定板(18)后与上压板(2)固定,控制上压板(2)的上下移动。2.如权利要求1所述的一种发动机轴承压装机构,其特征在于:所述壳体放置板(4)的底部两端还分别安装有机种切换油缸(8),所述机种切换油缸(8)控制整个壳体放置板(4)的上下移动。3.如权利要求1所述的一种发动机轴承压装机构,其特征在于:所述架台(7)成框架型结构。4.如权利要求1所述的一种发动机轴承压装机构,其特征在于:所述架台(7)通过槽钢焊接而成。5.如权利要求1所述的一种发动机轴承压装机构,其特征在于:所述架台(7)呈“l”型结构。
技术总结
一种发动机轴承压装机构,包括架台,所述架台的上部工作台面上安装有轴承治具底板,所述轴承治具底板的上方两端通过复位弹簧安装有壳体放置板,所述壳体放置板上部放置有壳体治具,壳体治具通过壳体治具定位槽和壳体治具定位销定位,所述壳体放置板的底部通过轴承治具定位槽和轴承治具定位销定位安装有轴承治具板;所述轴承治具底板的四个角处分别安装有导柱,所述导柱穿过壳体放置板后再依次穿过上压板和固定板,所述上压板的底面通过上治具定位销和上治具定位槽安装上治具,所述上治具与壳体治具对应,所述固定板的顶面中部位置安装有按压油缸,所述按压油缸的输出端穿过固定板后与上压板固定,控制上压板的上下移动,工作可靠。可靠。可靠。
技术研发人员:山田洋 邹妮 颜建国 卢亮
受保护的技术使用者:无锡利美科技有限公司
技术研发日:2020.12.31
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1