一种不锈钢一体板组合挂件成型工艺的制作方法
1.本发明涉及不锈钢加工技术领域,具体涉及一种可不锈钢一体板组合挂件成型工艺。
背景技术:
2.墙体保温一种常见的做法是在建筑施工过程中先完成包括墙体在内的主体建筑,然后再做墙体保温,最后再做外墙或内墙装饰。墙体保温通常是在墙体外侧或内侧复合保温板材,如聚苯板、聚氨酯板等,采用网格布、锚固件等配合特殊砂浆将保温板固定在墙内侧或墙外侧,再在保温板外侧做装饰面。
3.现有一体板组合挂件大多采用铝合金制成,其强度和耐腐蚀性略有不足。
技术实现要素:
4.针对上述现有技术的现状,本发明目的在于提供一种不锈钢一体板组合挂件成型工艺,运用该工艺生产的一体板组合挂件的强度以及耐腐蚀性优于铝合金一体板组合挂件。
5.本发明解决上述技术问题所采用的技术方案为:一种不锈钢一体板组合挂件成型工艺,包括以下步骤,
6.步骤1:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个带加强筋和包边的干字型顶配件a;
7.步骤2:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个l型的底座配件b;
8.步骤3:将带状不锈钢金属条经过冲压机床和连续模冲压形成一个加强型插片配件c;
9.步骤401:用螺丝将配件a和配件b连接;
10.步骤402:用螺丝将配件a、配件b和配件c连接。
11.作为优选的,步骤1/2中的不锈钢金属条为201不锈钢金属条且厚度t=0.5mm。
12.作为优选的,步骤3中不锈钢金属条为201不锈钢金属条且厚度t=0.5mm-1mm。
13.作为优选的,所述支撑柱与所述底板和所述横梁分别通过铁钉固定连接。
14.应用本发明技术方案生产的一体板组合挂件强度以及耐腐蚀性优于铝合金一体板组合挂件。
附图说明
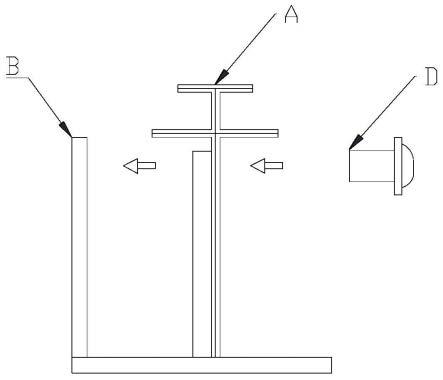
15.图1是本发明实施例提供的步骤401的装配示意图;
16.图2是本发明实施例提供的步骤402的装配示意图。
17.附图标号:a-配件a;b-配件b;c-配件c;d-螺丝。
具体实施方式
18.下面结合具体实施例来对本发明进行进一步说明,但并不将本发明局限于这些具体实施方式。本领域技术人员应该认识到,本发明涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
19.本发明实施例提供了一种不锈钢一体板组合挂件成型工艺,包括以下步骤,
20.步骤1:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个带加强筋和包边的干字型顶配件a;
21.步骤2:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个l型的底座配件b;
22.步骤3:将带状不锈钢金属条经过冲压机床和连续模冲压形成一个加强型插片配件c;
23.步骤401:用螺丝将配件a和配件b连接。
24.步骤1/2中的不锈钢金属条为201不锈钢金属条且厚度t=0.5mm。
25.步骤3中不锈钢金属条为201不锈钢金属条且厚度t=0.5mm-1mm。
26.如图2所示,在另一实施例中用螺丝将配件a、配件b和配件c连接。
27.具体的,步骤1中不锈钢金属条经过6次折弯,2次压扁,1次加强筋挤压,形成一个带加强筋和包边的加固型配件a。
28.步骤2中不锈钢金属条经过1次冲孔,1次折弯,1次切断,经自动丝攻机加工,形成一个l型的底座配件b。
29.步骤3中不锈钢金属条经过1次切边,1次折弯,1次成型,形成一个加强型配件c。
30.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
技术特征:
1.一种不锈钢一体板组合挂件成型工艺,其特征在于:包括以下步骤,步骤1:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个带加强筋和包边的干字型顶配件a;步骤2:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个l型的底座配件b;步骤3:将带状不锈钢金属条经过冲压机床和连续模冲压形成一个加强型插片配件c;步骤401:用螺丝将配件a和配件b连接;步骤402:用螺丝将配件a、配件b和配件c连接。2.根据权利要求1所述的一种不锈钢一体板组合挂件成型工艺,其特征在于:步骤1/2中的不锈钢金属条为201不锈钢金属条且厚度t=0.5mm。3.根据权利要求1所述的一种不锈钢一体板组合挂件成型工艺:其特征在于:步骤3中不锈钢金属条为201不锈钢金属条且厚度t=0.5mm-1mm。
技术总结
本发明涉及一种不锈钢一体板组合挂件成型工艺,包括以下步骤,步骤1:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个带加强筋和包边的干字型顶配件A;步骤2:将带状不锈钢金属条经过冲压机床和连续模冲压,形成一个L型的底座配件B;步骤3:将带状不锈钢金属条经过冲压机床和连续模冲压形成一个加强型插片配件C;步骤401:用螺丝将配件A和配件B连接;步骤402:用螺丝将配件A、配件B和配件C连接。本发明目的在于提供一种不锈钢一体板组合挂件成型工艺,运用该工艺生产的一体板组合挂件的强度以及耐腐蚀性优于铝合金一体板组合挂件。强度以及耐腐蚀性优于铝合金一体板组合挂件。强度以及耐腐蚀性优于铝合金一体板组合挂件。
技术研发人员:胡炽
受保护的技术使用者:泰州市冠胜建材科技有限公司
技术研发日:2021.04.03
技术公布日:2022/10/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1