压力机挤细模座的制作方法
1.本发明属于模座机件技术领域,具体的说是一种压力机挤细模座。
2.
背景技术:
3.长期以来,对于特殊材料、特殊要求且镦锻比较大的螺栓头部热镦成形时,通常需要增加粗镦工序或者选择较大外径的毛坯增加车半截工序来减小镦锻比,但是粗镦会由于镦制时走料不均匀导致精镦时成形尺寸不稳定,并且由于粗镦后头部成腰鼓状,也会增加精镦时加热导致零件过热过烧风险,影响产品质量;其次是选择大外径毛坯料车半截浪费材料比较严重且头部流线没有无屑加工好。
4.
技术实现要素:
5.本发明的目的在于克服上述缺点而提供的一种能改善毛坯镦锻比,提高加工效率及精镦零件的产品质量,节约镦制原材料的压力机挤细模座。
6.本发明采用的技术方案是:本发明的一种压力机挤细模座,包括模柄、上模板、两个拉杆(14)、下模板、模腔、下压盖、顶料杆、顶杆、卸料块及卸料横梁,其中:模柄安装在上模板中心孔内,挤细阳模安装在模柄下端的孔中通过两颗阳模锁紧螺栓固定锁紧;模腔下端均布的四个螺纹孔与下模板上均布的四个孔通过模腔锁紧螺栓锁紧,顶杆放入下模板的中心孔,小端朝下,引导套套在顶料杆上,小端朝上,引导套装入模腔内,挤细模套在顶料杆上引导套之上,导料套套在于顶料杆上挤细模之上,下压盖压紧导料套,用下压盖锁紧螺栓锁紧下压盖上均布的四个孔与模腔上端均布的四个孔。
7.两个拉杆上下两端均为螺纹,两个拉杆通过下模板的拉杆通孔上端安装在上模板横向中心线上的孔中通过拉杆上锁紧螺母锁紧,卸料块安装在卸料横梁上通过卸料块锁紧螺母锁紧,两个拉杆下端安装在卸料横梁上通过拉杆下锁紧螺母锁紧。
8.上述的压力机挤细模座,其中:模柄与上模板间隙配合。
9.上述的压力机挤细模座,其中:在模柄与挤细阳模间隙配合。
10.上述的压力机挤细模座,其中:模腔与挤细模、导料套和引导套间隙配合。
11.上述的压力机挤细模座,其中:两个拉杆上下两端均为螺纹,下端螺纹较上端螺纹长。
12.本发明与现有技术相比,具有明显的有益效果,从以上技术
䢍
可知:本发明将本模座安装在普通压力机上使用,然后通过挤细模将对大规格热镦毛坯料进行部分挤细,让未挤细的部分用于零件头部热镦成形,代替传统的粗镦和车半截来改善热镦镦制毛坯镦锻比的方式,从而达到改善毛坯镦锻比,提高加工效率、节约镦制原材料和提高精镦零件的产品质量效果。本发明解决了镦制大镦锻比零件用粗镦来改善镦锻比时走料不均匀而导致精镦
零件尺寸超差问题;有效避免了镦制大镦锻比零件用粗镦来改善镦锻比时的过热高烧风险;解决了镦制大镦锻比零件用车半截来改善镦锻比时的材料浪费问题;镦制大镦锻比零件用车半截来改善镦锻比时的加工效率问题,提高了效率近10倍;与传统粗镦加工和车半截来改善镦锻比相比,明显提高了精镦产品的质量。
13.附图说明
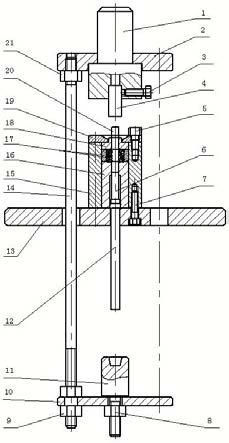
14.图1是本发明的结构示意图;图2为图1的右视图;图3本发明的挤细模结构示意图;图4为本发明的挤细阳模结构示意图;图5为本发明的引导套结构示意图;图6为本发明的导料套结构示意图;图7为本发明的挤细零件零件件挤细前示意图;图8为本发明的挤细零件零件件挤细后示意图。
15.图中标记:1.模柄、2.上模板、3.阳模锁紧螺栓、4.挤细阳模、5.下压盖锁紧螺栓、6.顶料杆、7.模腔锁紧螺栓、8.卸料块锁紧螺母、9.拉杆下锁紧螺母、10.卸料横梁、11.卸料块、12.顶杆、13.下模板、14.拉杆、15.模腔、16.引导套、17.挤细模、18.导料套、19.下压盖、20.挤细零件、21.拉杆上锁紧螺母。
16.具体实施方式
17.以下结合附图及较佳实施例,对依据本发明提出的压力机挤细模座具体实施方式、结构、特征及其功效,详细说明如后。
18.参见图1至图6,本发明的一种压力机挤细模座,包括模柄1、上模板2、两个拉杆14、下模板13、模腔15、下压盖19、顶料杆6、顶杆12、卸料块11及卸料横梁10,其中:模柄1安装在上模板2中心孔内,两者间隙配合(间隙量0.02
‑
0.05),两个拉杆14对称安装在在上模板2横向中心线上的孔中通过拉杆上锁紧螺母21锁紧,在模柄1下端有挤细阳模安装孔,与挤细阳模4间隙配合(间隙量为0.02
‑
0.05),挤细阳模4安装在模柄1下端的孔中通过两颗阳模锁紧螺栓3固定锁紧;模腔15下端均布的四个螺纹孔与下模板13上均布的四个孔通过模腔锁紧螺栓7锁紧,顶杆12放入下模板的中心孔,小端朝下,引导套16套在顶料杆6上,小端朝上,引导套16装入模腔15内,挤细模17套在于顶料杆6上引导套16之上,导料套18套在顶料杆6上挤细模17之上,下压盖19压紧导料套18,用下压盖锁紧螺栓5锁紧下压盖19上均布的四个孔与模腔15上端均布的四个孔,模腔15与挤细模17、导料套18和引导套16间隙配合,间隙量为0.01—0.03。
19.两个拉杆14上下两端均为螺纹,下端螺纹较上端螺纹长50
‑
60mm,用于调整卸料横梁10的上下浮动位置,装配时,两个拉杆14通过下模板13的拉杆通孔上端安装在上模板横
向中心线上的孔中通过拉杆上锁紧螺母21锁紧,然后将卸料块11安装在卸料横梁10上,通过卸料块锁紧螺母8锁紧,在两个拉杆14下端安装在已装有卸料块11的卸料横梁10上,并通过拉杆下锁紧螺母9调整卸料横梁10到合适的位置并锁紧。
20.工作原理:压力机工作时,在导料套18中放入待挤细零件20(参见图7),压力机下行推动挤细阳模4和对称的二个拉杆14下行,挤细阳模4接触待挤细零件20,推动挤细零件20倒角下端通过挤细模17下行,通过挤细模17的挤细零件20被挤细挤长,压力机降低到下死点时,完成挤细。随后卸料开始,压力机上行通过对称的二个拉杆14带动卸料横梁10和卸料块11上行,卸料块11撞击顶杆12后,顶杆12推动卸料杆6,卸料杆6推动挤细零件20(参见图8),压力机上行到上死点时,挤细零件20被完全退出,卸料完成,完成一个挤细循环。
21.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种压力机挤细模座,包括模柄(1)、上模板(2)、两个拉杆(14)、下模板(13)、模腔(15)、下压盖(19)、顶料杆(6)、顶杆(12)、卸料块(11)及卸料横梁(10),其特征在于:模柄(1)安装在上模板(2)中心孔内,挤细阳模(4)安装在模柄(1)下端的孔中通过阳模锁紧螺栓(3)固定锁紧;模腔(15)下端与下模板(13)通过模腔锁紧螺栓(7)锁紧,顶杆(12)放入下模板的中心孔,小端朝下,引导套(16)套在顶料杆(6)上,小端朝上,引导套(16)装入模腔(15)内,挤细模(17)套在顶料杆(6)上引导套(16)之上,导料套(18)套在于顶料杆(6)上挤细模(17)之上,下压盖(19)压紧导料套(18),下压盖(19)与模腔(15)上端用下压盖锁紧螺栓(5)锁紧;两个拉杆(14)通过下模板(13)的拉杆通孔、上端安装在上模板(2)上的孔中通过拉杆上锁紧螺母(21)锁紧,卸料块(11)安装在卸料横梁(10)上通过卸料块锁紧螺母(8)锁紧,两个拉杆(14)下端安装在卸料横梁(10)上通过拉杆下锁紧螺母(9)锁紧。2.如权利要求1所述的压力机挤细模座,其特征在于:模柄(1)与上模板(2)间隙配合。3.如权利要求1所述的压力机挤细模座,其特征在于:在模柄(1)与挤细阳模(4)间隙配合。4.如权利要求1所述的压力机挤细模座,其特征在于:模腔(15)与挤细模(17)、导料套(18)和引导套(16)间隙配合。5.如权利要求1所述的压力机挤细模座,其特征在于:两个拉杆(14)上下两端均为螺纹,下端螺纹较上端螺纹长。6.如权利要求1所述的压力机挤细模座,其特征在于:两个拉杆(14)上下两端均设有螺纹。
技术总结
本发明公开了一种压力机挤细模座,模柄(1)安装在上模板(2)中心孔内,挤细阳模(4)安装在模柄(1)下端的孔中;模腔(15)下端与下模板(13)锁紧,顶杆(12)放入下模板的中心孔,引导套(16)套在顶料杆(6)上,引导套(16)装入模腔(15)内,挤细模(17)、导料套(18)依次套在于顶料杆(6)上,下压盖(19)压紧导料套(18)与模腔(15)上端锁紧;两个拉杆(14)通过下模板(13)的拉杆通孔、上端安装在上模板(2)上、下端安装在卸料横梁(10)上,卸料块(11)安装在卸料横梁(10)上。本发明能改善毛坯镦锻比,提高加工效率及精镦零件的产品质量,节约镦制原材料。节约镦制原材料。节约镦制原材料。
技术研发人员:刘勇 严昉 吴旭 刘德军 郑友 徐畅
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:2021.06.30
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1