视觉检测系统光源的吹扫装置和吹扫方法与流程
1.本发明涉及一种视觉检测设备的吹扫装置和方法,尤其涉及一种视觉检测系统光源的吹扫装置和吹扫方法。
背景技术:
2.随着人工智能技术的快速发展,机器视觉识别检测技术已经在钢铁行业中得到广泛应用。
3.以某钢铁公司中厚板厂的精整作业生产线为例,在生产线上设置有用于检测钢板表面质量的机器视觉检测系统。在该机器视觉检测系统中包括有视觉检测计算机、摄像头,所述摄像头通过安装座安装在生产线框架上,摄像头的镜头朝向钢板表面,摄像头与视觉检测计算机通讯连接,摄像头将摄取的钢板图像传送至视觉检测计算机,然后视觉检测计算机对钢板图像进行分析,以识别出钢板表面的缺陷。为了克服作业现场环境光对检测系统成像的影响,机器视觉检测系统一般都配备有专用光源,所述光源为长条形。光源同样是通过安装座安装在生产线框架上,光源的发光窗口朝向钢板投射照明光线,照明光线投射到钢板上的区域与摄像头摄取图像的区域一致,从而为摄像头摄取图像提供足够的照明亮度,以配合摄像头获取清晰的钢板图像。
4.然而,作业现场的工作环境较差,作业区域内飞扬的粉尘较多,当这些粉尘聚集在光源的发光窗口上时,则会对光源的照明光线形成一定的遮挡,从而影响光源对钢板的照明,尤其是对于照射钢板下表面的光源而言,作业现场的粉尘极易飘落并聚集在光源的发光窗口上,从而使光源的照明效果大打折扣,进而影响到摄像头获取图像的清晰度。
5.中国专利(申请号:cn201420186200.6)提供了一种自动吹扫装置,在该专利技术方案中,自动吹扫装置持续地对光源表面进行吹扫,使尘土等异物在未落到光源表面之前便被气流带走,光源表面则不会有尘土等异物聚集。然而,对光源表面进行持续吹扫,则会产生较大的能耗。
6.中国专利(申请号:cn202021407612.x)提供了一种固定在滑块上的风嘴用于光源吹扫维护的装置,该吹扫装置定期地对光源窗口进行吹扫,光源窗口则不会有尘土等异物聚集。然而,该方法没有对光源窗口的实际脏污情况进行识别,当光源窗口的积灰并不严重时,由于定期时间到,则仍然会进行吹扫,而当光源窗口积灰已经很严重时,由于定期时间还未到,则不会进行吹扫。该专利的技术方案在实际应用中的效果不佳。
技术实现要素:
7.本发明的目的之一在于提供一种视觉检测系统光源的吹扫装置,该吹扫装置能对光源的整个发光窗口同时吹扫,对光源的吹扫效果均匀,并且能对光源的发光窗口能形成大的气流冲击强度。
8.本发明的目的之二在于提供一种视觉检测系统光源的吹扫方法,该吹扫方法能够通过主动判断光源发光窗口的积灰情况来确定是否需要对其进行吹扫,在保证光源发光窗
口无积灰的同时,也降低了能耗。
9.为了实现上述技术目的,本发明采用如下技术方案:一种视觉检测系统光源的吹扫装置,包括吹扫气阀门、吹扫控制计算机、连接管路和吹扫气管;所述吹扫气管安装在机器视觉检测系统光源的发光窗口处,吹扫气管上沿着轴向开设有一条狭缝状的吹扫口,吹扫气管的吹扫口朝向光源的发光窗口;所述连接管路有进气口和出气口,所述进气口与压缩空气管路连通,所述出气口与吹扫气管连通,所述吹扫气阀门设置在连接管路的进气口处;所述吹扫控制计算机与机器视觉检测系统的摄像头通讯连接,所述吹扫气阀门受控连接于吹扫控制计算机。
10.进一步地,所述吹扫气阀门为电磁阀或气动阀。
11.进一步地,所述吹扫装置还包括空气过滤器,所述空气过滤器设置在所述连接管路中。
12.进一步地,所述吹扫气管的吹扫口朝向与光源发光窗口之间的夹角角度为30度。
13.一种基于上述吹扫装置的视觉检测系统光源的吹扫方法,包括如下步骤:步骤1,连续地获取摄像头摄取的图像;步骤2,对每一幅获取的图像计算平均灰度;步骤3,将每一幅图像的平均灰度与预设的第一灰度阈值比较,每当所述图像的平均灰度低于预设的第一灰度阈值时,则启动一次光源吹扫过程。
14.进一步地,所述光源吹扫过程包括:a)控制吹扫气阀门打开,吹扫气管对光源的发光窗口进行吹扫;b)持续地获取摄像头摄取的图像,并对每一幅获取的图像计算平均灰度;c)将每一幅图像的平均灰度与预设的第二灰度阈值比较,当图像的平均灰度高于预设的第二灰度阈值时,则控制吹扫气阀门关闭。
15.进一步地,所述图像灰度的有效值范围为0~255,其中0为最黑,255为最白;所述第一灰度阈值预先设置为100,所述第二灰度阈值预先设置为120。
16.在本发明的吹扫装置中,吹扫气管的吹扫口为狭缝形,并且吹扫口的长度与光源的长度一致,吹扫气管在对光源的发光窗口进行吹扫时,吹扫气管能对整个发光窗口同时吹扫,吹扫装置对光源的吹扫效果均匀。此外,吹扫气管的细小的吹扫口能保证吹出气流有足够的速度,在压缩空气的作用下,气流从细小的吹扫口吹出至光源发光窗口上,则能对光源的发光窗口形成较大的气流冲击强度,从而保证光源发光窗口上的积灰能被强气流吹扫清除。
17.本发明的吹扫方法中,根据摄像头摄取的图像的平均灰度情况来判断光源发光窗口上的积灰情况,然后依据判断得出的积灰情况来判定是否需要对光源的发光窗口进行吹扫。当图像的平均灰度低于预设的灰度阈值时,则认为当前光源的亮度较低,从而判定光源的发光窗口上有过多的积灰,进而对光源的发光窗口进行一次吹扫。
18.本发明的吹扫装置和方法相对于现有技术而言,其有益效果在于:1)本发明的吹扫装置中,吹扫气管的吹扫口为狭缝形,并且吹扫口的长度与光源的长度一致,一方面,吹扫气管能对整个发光窗口同时吹扫,吹扫装置对光源的吹扫效果均匀,另一方面,细小的吹扫口能保证吹出气流有足够的速度,从而对光源的发光窗口能形成大的气流冲击强度,保证光源发光窗口上的积灰能被强气流吹扫清除。
19.2)在本发明的吹扫方法中,通过主动判断光源发光窗口的积灰情况来确定是否需要对其进行吹扫,只有当光源发光窗口上的积灰较多时,才会对光源发光窗口进行一次吹扫,而无须持续对光源发光窗口吹扫,在保证光源发光窗口无积灰的同时,也降低了压缩空气资源的消耗,降低了能耗。
附图说明
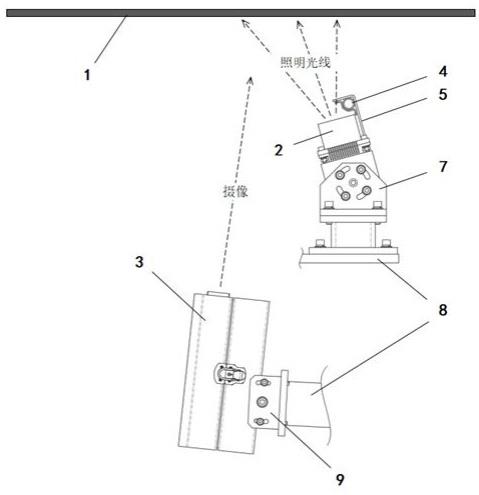
20.图1为采用本发明的视觉检测系统光源的吹扫装置的光源与摄像头配合对钢板表面进行检测的示意图;图2为采用本发明的吹扫装置的光源的放大示意图;图3为图2中箭头a所指方向的示意图,该图为局部放大的示意图;图4为本发明的吹扫装置中吹扫气管与压缩空气管路连接的示意图;图5为本发明的视觉检测系统光源的吹扫方法的流程图。
21.图中:1-钢板、2-光源、3-摄像头、4-吹扫气管、41-吹扫口、5-支架、7-光源安装座、8-生产线框架、9-摄像安装座、10-连接管路、11-空气过滤器、12-吹扫气阀门、13-吹扫控制计算机、14-压缩空气管路。
具体实施方式
22.下面结合附图和具体实施例对本发明作进一步说明:参见图1,本实施方式的实施背景为某钢铁公司中厚板厂的精整作业生产线,在生产线上设置有用于检测钢板1表面质量的机器视觉检测系统。在该机器视觉检测系统中包括有视觉检测计算机(图中未示出)和摄像头3,所述摄像头3通过摄像安装座9安装在生产线框架8上,摄像头3的镜头朝向钢板1表面,摄像头3与视觉检测计算机通讯连接(图中未示出),摄像头3将摄取的钢板图像传送至视觉检测计算机,然后视觉检测计算机对钢板图像进行分析,以识别出钢板1表面的缺陷。在机器视觉检测系统中还包括有光源2,所述光源2为长条形(在图的垂直目视方向上,光源为长条形),光源2通过光源安装座7安装在生产线框架8上,光源2的发光窗口朝向钢板1投射照明光线,照明光线投射到钢板1上的区域与摄像头3摄取图像的区域一致,从而为摄像头3摄取图像提供足够的照明亮度,以配合摄像头3获取清晰的钢板图像。
23.参见图1至图4,本实施方式提供了一种视觉检测系统光源的吹扫装置,该吹扫装置能够对机器视觉检测系统光源2的发光窗口进行均匀且大强度的吹扫。
24.参见图1、图2、图3和图4,本实施方式的吹扫装置包括吹扫气阀门12、吹扫控制计算机13、连接管路10和吹扫气管4。
25.参见图1和图2,所述吹扫气管4通过支架5安装在机器视觉检测系统的光源2上,且位于光源2的发光窗口处。
26.参见图2和图3,所述吹扫气管4上沿着轴向开设有一条狭缝状的吹扫口41,开设的吹扫口41与吹扫气管4的中轴线平行,吹扫气管4的吹扫口41朝向光源2的发光窗口,吹扫口41的长度与光源2的长度一致,由吹扫口41吹出的气流则能对光源2的发光窗口进行吹扫。光源2的发光窗口如图3中的灰色区域。吹扫口41的朝向(即吹扫口41吹出气流的方向)与光源2的发光窗口之间的夹角(如图2中的α角)角度优选为30度,在30度的角度下,吹扫口41对
光源2的发光窗口能够达到最佳的吹扫效果。
27.参见图4,所述连接管路10有三个通口,其中,一个通口为进气口,另外两个通口为出气口,所述进气口与生产作业现场的压缩空气管路14连通,两个出气口分别与吹扫气管4的两端连通,从而使得吹扫气管4的两端通过连接管路10与生产作业现场的压缩空气管路14连通。所述吹扫气阀门12设置在连接管路10的进气口处。
28.所述吹扫控制计算机13与机器视觉检测系统的摄像头3通讯连接(图中未示出),所述吹扫气阀门12通过plc(programmable logic controller,可编程逻辑控制器)受控连接于吹扫控制计算机13,吹扫控制计算机13则可通过控制吹扫气阀门12来控制从吹扫气管4的吹扫口41吹出气流,从而对光源2的发光窗口进行吹扫。
29.需要说明的是,在本实施方式中,所述吹扫控制计算机13是由机器视觉检测系统中的视觉检测计算机兼任的,具体来说,在视觉检测计算机中设置一个吹扫控制程序模块,用该模块来实现吹扫控制的功能。在根据本发明的其它实施方式中,也可设置一台专用的计算机来作为吹扫控制计算机13。
30.需要说明的是,所述plc是一种现有技术的器件,该器件是一种具有微处理器的用于自动化控制的数字运算控制器,可以将控制指令随时载入内存进行储存与执行。
31.需要说明的是,所述压缩空气管路14是一般工业生产作业现场的常规设施,大型工业企业中通常都配备有专门的空气压缩设备,所述压缩空气管路14作用是将空气压缩设备输出的压缩空气传输至生产作业现场的各个角落,以供各种设备使用。
32.在本实施方式中,所述吹扫气阀门12采用的是电磁阀,而在其它实施方式中,也可采用气动阀作为吹扫气阀门12。
33.参见图4,优选地,所述吹扫装置还包括空气过滤器11,该空气过滤器11设置在连接管路10中且位于连接管路10的进气口处。在连接管路10中设置空气过滤器11的目的在于过滤压缩空气中的水和油雾,避免在吹扫过程中对光源2发光窗口造成二次污染。
34.相对于现有技术中采用移动风嘴对光源吹扫而言,在本实施方式的吹扫装置中,由于吹扫气管4的吹扫口41为狭缝形,并且吹扫口41的长度与光源2的长度一致,吹扫气管4在对光源2的发光窗口进行吹扫时,吹扫气管4能对整个发光窗口同时吹扫,因此,无论控制多少吹扫时间,都不会出现“光源2的一段已经吹扫,另一段还没有吹扫”的情况,吹扫装置对光源2的吹扫效果是均匀的。均匀的吹扫效果为后述的吹扫方法提供了便利条件,在对光源2的发光窗口进行吹扫时,则无须考虑移动风嘴对光源吹扫的周期时间。此外,细小的吹扫口41能保证吹出气流有足够的速度,对光源2的发光窗口能形成有效冲击强度,从而保证光源2发光窗口上的积灰能被强气流吹扫清除。
35.参见图5,本实施方式还提供了一种视觉检测系统光源的吹扫方法,该吹扫方法基于上述的吹扫装置,该吹扫方法能够通过主动判断光源2发光窗口的积灰情况来确定是否需要对其进行吹扫。该吹扫方法在生产线运行过程中实施,当生产线停止运行时,该吹扫方法则停止实施。
36.在本实施方式中,在吹扫控制计算机13中预先设置第一灰度阈值和第二灰度阈值,第一灰度阈值须小于第二灰度阈值,其中,所述第一灰度阈值预先设置为100,所述第二灰度阈值预先设置为120。
37.需要说明的是,在本实施方式中,在对图像的灰度进行量化时,灰度的有效值范围
为0~255,其中0为最黑,255为最白。以0~255的灰度有效值范围为基准,所述第一灰度阈值的百分比量化值为100/255=39.22%,所述第二灰度阈值的百分比量化值为120/255=47.06%。
38.在其它实施方式中,图像灰度的有效值范围以及第一灰度阈值、第二灰度阈值可根据方法的实施效果而定。
39.本实施方式的吹扫方法包括如下步骤1至3:步骤1,吹扫控制计算机13连续地获取摄像头3摄取的钢板1表面的图像。
40.步骤2,在吹扫控制计算机13中,对每一幅获取的钢板图像计算平均灰度。
41.需要说明的是,所述平均灰度是指图像中所有像素的灰度值的平均值。
42.步骤3,在吹扫控制计算机13中,将每一幅钢板图像的平均灰度与预设的第一灰度阈值比较,每当所述钢板图像的平均灰度低于预设的第一灰度阈值时,则认为当前光源2的亮度较低,从而判定光源2的发光窗口上有过多的积灰,则启动一次光源吹扫过程,对光源2发光窗口上的积灰进行吹扫。
43.所述光源吹扫过程包括:a)吹扫控制计算机13控制吹扫气阀门12打开,压缩空气管路14提供的压缩空气经过连接管路10至吹扫气管4,压缩空气从吹扫气管4的吹扫口41吹出形成高速气流,高速气流吹在光源2的发光窗口上,从而对发光窗口的灰尘进行吹扫。
44.b)吹扫控制计算机13继续持续地获取摄像头3摄取的钢板1表面的图像,并对每一幅获取的钢板图像计算平均灰度。
45.c)在吹扫控制计算机13中,将每一幅钢板图像的平均灰度与预设的第二灰度阈值比较,当钢板图像的平均灰度高于预设的第二灰度阈值时,则认为光源2的发光窗口上的积灰已被吹扫干净,则吹扫控制计算机13控制吹扫气阀门12关闭,从而结束当次光源吹扫过程。
46.本实施方式的吹扫方法中,根据摄像头3摄取的钢板图像的平均灰度情况来判断光源2发光窗口上的积灰情况,然后依据判断得出的积灰情况来判定是否需要对光源2的发光窗口进行吹扫。具体来说,当钢板图像的平均灰度低于预设的第一灰度阈值时,则认为当前光源2的亮度较低,从而判定光源2的发光窗口上有过多的积灰,进而启动一次光源吹扫过程,对光源2的发光窗口进行一次吹扫。
47.本实施方式的吹扫方法相对于现有技术而言,其优点在于:在本实施方式的吹扫方法中,通过主动判断光源2发光窗口的积灰情况来确定是否需要对其进行吹扫,只有当光源2发光窗口上的积灰较多时,才会启动一次光源吹扫过程,对光源2发光窗口进行一次吹扫,而无须持续对光源2发光窗口吹扫,在保证光源2发光窗口无积灰的同时,也降低了压缩空气资源的消耗,即降低了能耗。
48.在本实施方式中,所述吹扫装置和方法用于钢板的机器视觉检测系统,而在其它实施方式中,本发明的吹扫装置和方法也可用于其它不同检测目标的机器视觉检测系统,如铝板、铜板、钢管或钢轨,等等的机器视觉检测系统。
49.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1