一种斜口式辅助滞后保护气罩的制作方法
1.本发明涉及一种辅助滞后保护气罩,具体涉及一种斜口式辅助滞后保护气罩,属于机械加工领域。
背景技术:
2.焊接时,由于材料特殊性、喷嘴保护范围小,导致在焊接过程中出现焊接熔池、以及附近区域金属发生氧化,焊枪喷嘴保护范围以外的10mm左右热辐射区外无法进行有效防护,造成了材料及其它易氧化金属吸收氢元素、氧元素、氮元素等元素发生氧化而引起金属自身性能的下降。
技术实现要素:
3.本发明为解决在焊接过程中,由于金属材料在焊接后焊缝金属温度较高不能直接降温,金属材料自身的特殊性极易氧化的问题,进而提出一种斜口式辅助滞后保护气罩。
4.本发明为解决上述问题采取的技术方案是:本发明包括外壳、进气管和出气管;出气管设置在外壳内,进气管的一端穿过外壳的一端端面后与进气管连接,外壳的另一端设有开口,且开口为斜口式。
5.进一步的,外壳另一端的上表面设有圆弧形缺口。
6.进一步的,进气管与出气管之间的结合连接处为相贯线式连接。
7.进一步的,本发明还包括高温胶带,所述高温胶带缠绕在壳体下半部分的边缘。
8.进一步的,进气管与出气管相互垂直设置。
9.进一步的,进气管与外壳一端端面的结合处采用焊接方式固定连接。
10.进一步的,出气管上沿其长度方向设有多个出气口。
11.进一步的,出气管的出气口位于工装水平位置的斜向下45
°
。
12.进一步的,出气管的上的出气口为条形结构。
13.本发明的有益效果是:本发明中,氩气通过导气管进入辅助保护气罩内,通过出气孔出气,出气孔为斜向下45度开孔,气体流向为斜45度,在经过出气孔排出时过滤后,使氩气减少紊流现象,从而氩气在焊枪的周围形成稳定的辅助氩气保护场,从而使焊枪自身喷嘴以外,辅助气罩以内的区域处于充氩气的有效保护范围内,从而使易在焊接过程中焊接熔池两侧的焊接金属达到较好的保护效果,避免了焊接熔池以及其它易氧化金属发生氧化现象。由于保护气罩内空间较大,所以焊接时焊枪在保护气罩内部可以根据实际情况进行摆动。本发明适用于易氧化金属的焊接;本发明可根据产品工件焊接的位置、形状、空间等随意作业随意移动,操作便捷使用简单,并且保护效果好。
附图说明
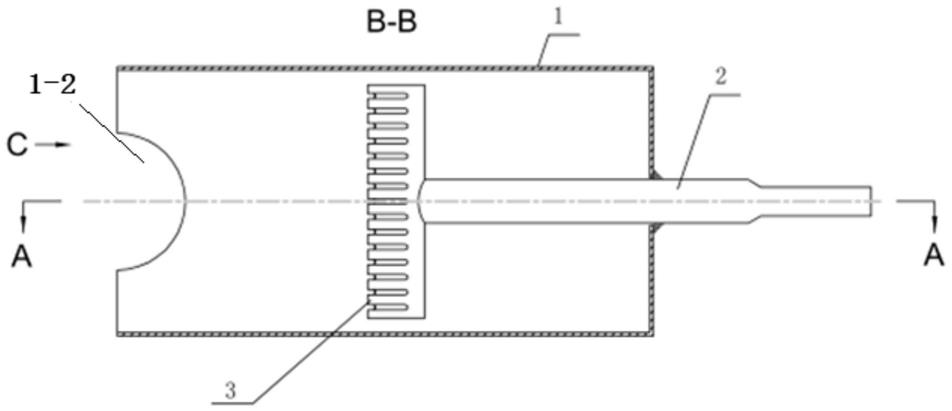
14.图1是本发明的俯视图;
15.图2是图1中a
‑
a向示意图;
16.图3是图1中c向示意图。
具体实施方式
17.具体实施方式一:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩包括外壳1、进气管2和出气管3;出气管3设置在外壳1内,进气管2的一端穿过外壳1的一端端面后与进气管2连接,外壳1的另一端设有开口1
‑
1,且开口1
‑
1为斜口式。
18.具体实施方式二:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的外壳1另一端的上表面设有圆弧形缺口1
‑
2。其它组成及连接关系与具体实施方式一相同。
19.具体实施方式三:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的进气管2与出气管3之间的结合连接处为相贯线式连接。其它组成及连接关系与具体实施方式一相同。
20.具体实施方式四:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩还包括高温胶带,所述高温胶带缠绕在壳体1下半部分的边缘。如此设置,可以保证与工件之间密闭配合,防止空气进入导致的氧化现象。其它组成及连接关系与具体实施方式一相同。
21.具体实施方式五:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的进气管2与出气管3相互垂直设置。其它组成及连接关系与具体实施方式一相同。
22.具体实施方式六:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的进气管2与外壳1一端端面的结合处采用焊接方式固定连接。其它组成及连接关系与具体实施方式一相同。
23.具体实施方式七:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的出气管3上沿其长度方向设有多个出气口3
‑
1。其它组成及连接关系与具体实施方式一相同。
24.具体实施方式八:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的出气管3的出气口3
‑
1位于工装水平位置的斜向下45
°
。如此设置,气体流出时直接流向焊接金属最高温度位置。其它组成及连接关系与具体实施方式七相同。
25.具体实施方式九:结合图1至图3说明本实施方式,本实施方式所述一种斜口式辅助滞后保护气罩的出气管3的上的出气口3
‑
1为条形结构。其它组成及连接关系与具体实施方式七相同。
26.工作原理
27.斜口式辅助滞后保护气罩使用时:将保护气罩斜面与工件接触处先粘贴高温胶带,然后根据焊缝位置将保护气罩放到相应位置,将外部氩气管接到进气管2上,开通保护氩气,确认气体开启流量数,氩气将从进气管出气孔2,存储在外壳与工件内部之间,在重力原因稳定在工件的表面,从而起到对焊接金属、热影响区的保护作用。开始焊接,焊接过程中一人焊接操作,另一人根据焊接速度移动辅助保护气罩,焊接结束后根据相应数据延迟一段时间保护气的输出,确保后端部分焊接金属不被氧化。从而控制完成焊接过程中焊接金属不被氧化的目的。
28.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
技术特征:
1.一种斜口式辅助滞后保护气罩,其特征在于:所述一种斜口式辅助滞后保护气罩包括外壳(1)、进气管(2)和出气管(3);出气管(3)设置在外壳(1)内,进气管(2)的一端穿过外壳(1)的一端端面后与进气管(2)连接,外壳(1)的另一端设有开口(1
‑
1),且开口(1
‑
1)为斜口式。2.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:外壳(1)另一端的上表面设有圆弧形缺口(1
‑
2)。3.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:进气管(2)与出气管(3)之间的结合连接处为相贯线式连接。4.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:所述一种斜口式辅助滞后保护气罩还包括高温胶带,所述高温胶带缠绕在壳体(1)下半部分的边缘。5.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:进气管(2)与出气管(3)相互垂直设置。6.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:进气管(2)与外壳(1)一端端面的结合处采用焊接方式固定连接。7.根据权利要求1所述一种斜口式辅助滞后保护气罩,其特征在于:出气管(3)上沿其长度方向设有多个出气口(3
‑
1)。8.根据权利要求7所述一种斜口式辅助滞后保护气罩,其特征在于:出气管(3)的出气口(3
‑
1)位于工装水平位置的斜向下45
°
。9.根据权利要求7所述一种斜口式辅助滞后保护气罩,其特征在于:出气管(3)的上的出气口(3
‑
1)为条形结构。
技术总结
一种斜口式辅助滞后保护气罩,它涉及一种辅助滞后保护气罩,具体涉及一种斜口式辅助滞后保护气罩。本发明包括在焊接过程中,由于金属材料在焊接后焊缝金属温度较高不能直接降温,金属材料自身的特殊性极易氧化的问题。本发明属于外壳、进气管和出气管;出气管设置在外壳内,进气管的一端穿过外壳的一端端面后与进气管连接,外壳的另一端设有开口,且开口为斜口式。本发明属于机械加工领域。本发明属于机械加工领域。本发明属于机械加工领域。
技术研发人员:孙柏慧 王金刚 周阳 李宝磊 吴海涛 苏志成 全日男 柏桦 王烁 梁宇阳
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:2021.07.14
技术公布日:2021/9/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1