一种超声振动辅助钎焊多种超硬磨料砂轮的装置和方法
1.本发明属于超声技术应用和超声焊接领域,尤其涉及一种超声振动辅助钎焊多种超硬磨料砂轮的方法和装置。
技术背景
2.普通高频感应钎焊在焊接时因金属熔化区域小、冷却快,容易造成焊缝金属化学成分分布不均匀,从而形成偏析缺陷,有时在焊接过程中发生过烧现象,会导致焊缝出现深坑和针孔,此外,高频感应焊接热影响区太宽,焊缝毛刺太高,有夹渣,母材以及钎料表面的氧化膜也会阻碍液态钎料在母材表面的润湿铺展。
3.超声波技术由于其独特的优势在材料连接中的应用越来越广泛。超声空化作用产生的高温高压使得融化的钎料内部形成许多微小的局部反应,使得钎料层组织更加均匀细密。超声振动条件下一方面能加快融化钎料的热量传递,使温度场分布更均匀,起到减小残余应力的作用,另一方面能够加速融化钎料的运动,有利于向固态颗粒的铺展,使钎料层更加平整。
4.张茗瑄等在“液态钎料薄层中超声空化泡的成长与破裂”一文中,通过进行液态钎料sn
‑
9zn的铺展试验,观察超声作用下钎料空化泡的成长破裂情况,得出液态钎料在超声作用下发生填缝行为并且形态以扇形进行扩散。通过matlab语言,在超声空化理论的基础上,从温度、超声频率、空化泡初始半径以及空化泡崩溃时的最大温度和最大压力四个方面,对sn
‑
9zn,sn
‑
0. 7cu和zn
‑
5al三种液态钎料空化泡的成长和破裂进行模拟,得到了空化泡的运动情况。结果表明,温度越高,空化效应越弱;超声频率增大,空化效应减小;空化泡初始半径越小,空化泡的空化效应越明显;空化泡崩溃的最大温度同绝热指数成正比,而崩溃时的最大压力同绝热指数和反应体系的温度成反比。“超声波钎焊的研究的现状”一文中,对超声波激励液态钎料钎焊和超声波激励固态母材料前后两种形式的研究进展进行了概述。也指出了目前超声波钎焊的研究主要集中在对各种材料的焊接接头力学性能和微观组织的研究、氧化膜的破碎机理的研究,在超声波对于钎料润湿影响、超声波钎焊机理的研究还不多,建议今后的研究方向是在:继续新材料以及新型连接材料的超声波钎焊焊接工艺研究以及超声波钎焊机理,钎料的润湿及铺展动力学、超声波在焊件以及钎料中的传播机制,但是对于超声波钎焊装置的改进没有提出更好的建议。唐浩洋的硕士论文《超声辅助钎焊声场与空化效应模拟研究》指出“在焊接过程中,超声的引入可以在液态钎料中引起声空化效应,空化泡破灭后会形成局部的高温高压及微射流,可以破坏母材以及钎料表面的氧化膜以促进液态钎料在母材表面的润湿铺展”。
5.北京理工大学申请的公开号为cn113000967a的发明专利申请公开了一种微小型超硬刀具超声辅助钎焊方法及装置,焊接方法是首先对刀头和刀柄精准装夹,然后打开测量装置,接着启动超声振动子,并在超声辅助作用下进行高频钎焊,最后关闭整个装置并取下焊接完成的超硬刀具。微小型超硬刀具超声辅助钎焊装置由装夹装置、测量装置、超声辅助装置和高频钎焊装置四部分组成,通过装夹装置对刀柄和刀头进行精准装夹,测量装置
进行温度和压力实时测量,并利用超声辅助下高频钎焊技术来改善微小型超硬刀具钎焊质量,其结构简单、操作方便,大大提高了微小型超硬刀具的焊接性能。
6.中南大学所拥有的公开号为cn111659967a的授权专利提供了一种超声钎焊作用的复合式锁焊连接装置及方法,包括:电火花加热电路,包括交流电源、开关、可调电阻、电火花阳极和电火花阴极;超声波钎焊装置,所述超声波钎焊装置下端设有一底座,所述底座上设有一冲压装置,所述冲压装置与所述电火花阳极相连接,所述冲压装置顶端设有一控制器,所述控制器的第一端与所述交流电源电连接,所述控制器的第二端与一超声波发生器电连接。其采用电火花加热和超声振动摩擦加热的双重加热方法,加热效率高,加热温度可通过可调电阻和超声频率控制,简单方便,控温准确;改善了金属板材的塑性变形能力,提高了连接接头的强度和可靠性,可用于连接钛合金、镁合金、铝合金等高强度合金。
7.温州医科大学所拥有的公开号为cn110355437a的授权专利提供了一种电触头系统超声波辅助高频感应钎焊装置,其主体采用六分度凸轮分割器驱动,凸轮分割器工作台的外围依次设置了六个装配加工工位,每个装配加工工位上均设有相同的定位模具。所述电触头系统超声波辅助高频感应钎焊装置具体包括触桥上料组件、滴注焊膏组件、触点上料组件、高频感应钎焊组件、ccd工业相机组件、下料组件、电吸盘组件和凸轮分割器组件。该装置通过巧妙、合理的结构设计,使得在紧凑的空间内集成了高频感应热源、超声波振动双复合能场,通过工艺程序设计使得各自在焊前、焊中、焊后对焊接位置进行优化的加工处理,并且自动化程度高,实现了加工效率、钎焊质量的同时兼顾。
8.尽管超声波技术的优越性已广泛体现在材料连接领域中,但利用超声振动制作高性能的钎焊超硬磨料砂轮,进而实现高效率高质量磨削加工的研究较少,此外,在普通高频感应钎焊装置中,砂轮直接与变幅杆连接,只能实现单个砂轮的超声振动辅助钎焊,效率较低,想要钎焊其它尺寸或类型的砂轮时就需要重新设计一套新的高频感应钎焊装置,成本较高,因此,可进行多种砂轮超声振动辅助钎焊的装备有待研发。
技术实现要素:
9.为了解决现有技术中的不足之处,本发明提供了一种结构简单、工作稳定性好的超声振动辅助钎焊多种超硬磨料砂轮的装置和方法。
10.为了实现上述发明目的,本发明采用的技术方案是:一种超声振动辅助钎焊多种超硬磨料砂轮装置,包括从左至右依次连接的动力传输系统、无线传输系统、超声振动系统和圆盘,圆盘布置在保护罩内,保护罩内还设置了半冷却环、高频感应热源;保护罩的底部固定导轨座,导轨座固定在隔振底座上。
11.动力传输系统包括电机和一对主从啮合齿轮,主动齿轮与电机轴连接,从动齿轮与超声振动系统壳体一端的转动轴相连接。
12.无线传输系统包括原边线圈和副边线圈,原边线圈通过法兰盘固定在支撑架上,支撑架固定在隔振底座上;副边线圈通过法兰盘与超声振动系统壳体的端面连接。
13.超声振动系统包括壳体、压电陶瓷换能器和变幅杆,壳体的转动轴中部装配有轴承,并固定于支撑架,压电陶瓷换能器与变幅杆大端连接,且位于壳体内部,变幅杆节点位置处的法兰盘与壳体端面通过螺栓连接,变幅杆小端通过弹簧夹头与圆盘连接;圆盘位于保护罩内,并在半冷却环的包裹中;半冷却环通过螺栓对称固定在保护罩的内壁上。
14.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,保护罩底部设置有导轨,导轨座顶部设有燕尾槽,两者通过导轨与燕尾槽的配合而固定。
15.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,超声振动系统的壳体一端中空呈套筒状用于放置压电陶瓷换能器与变幅杆,且端面沿圆周方向均布四个螺纹孔,用于连接变幅杆;另一端为实心轴且轴端部开有键槽,穿过支撑架内的轴承,端部连接至从动齿轮,中间设有法兰盘且沿圆周方向均布四个螺纹孔,用于连接副边线圈。
16.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,保护罩由两部分组成,左右均分,侧壁开有一个螺纹孔和一对进出水口,前后壁开有一对进出气口以及一个圆盘实心轴进出口,顶部开有一个高频感应加热头进出口,中下部设置隔板,底部设置导轨。
17.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,半冷却环呈半圆形,中空,端面封闭,上下端开有进出水口,侧面支撑端设有一个螺纹孔,借助该螺纹孔,利用螺栓将两个半冷却环对称固定在保护罩的内壁上。
18.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,圆盘延伸出一实心轴,在其波腹处设有螺纹孔,每个波腹的一周设6个螺纹孔,可利用螺纹孔直接连接小磨头,也可通过连接芯轴连接大尺寸砂轮。
19.前述的超声振动辅助钎焊多种超硬磨料砂轮装置,连接芯轴为一阶梯轴,大端依次为螺纹线和一小段光滑表面,小端在螺纹线后用光滑表面过渡。
20.基于上述超声振动辅助钎焊多种超硬磨料砂轮装置的超声振动辅助钎焊超硬磨料砂轮的方法,步骤如下:(1)启动电机,通过电机提供驱动力,带动主动齿轮转动,经过啮合的从动齿轮的减速,带动超声振动系统转动,在此过程中,无线传输系统的原边线圈和副边线圈可以实现高频振荡电信号的无线传输;(2)、换能器将高频振荡电信号转化成机械振动后,带动变幅杆振动,变幅杆将振动放大传递到小端部的圆盘基体,从而使圆盘产生轴向振动;(4)、根据制造需要,在圆盘上波腹处连接多个小磨头或者一个大直径砂轮;(3)利用伸进保护罩中的高频感应加热头进行钎焊;同时,半冷却环内通水,利用持续进出水的热交换给砂轮冷却降温;经过进出气口在保护罩内持续进出的高纯ar气起到气体保护的作用,中下部的隔板可以起到良好的密封作用。
21.有益效果:(1)本发明提供的装置中,圆盘固定在超声振动系统的一端,并被冷却环和保护罩包裹;动力传输系统提供超声振动系统和砂轮旋转的动力;无线传输系统可以在超声振动系统旋转时,为其提供电信号。通过本发明的装置可以使砂轮转动的同时,使其沿着砂轮轴向方向进行超声振动,同时在高频感应热源的作用下实现多种超硬磨料砂轮的钎焊。
22.(2)本发明通过在砂轮钎焊过程中对砂轮施加超声振动,可提升高温钎焊过程钎料流动性,增强钎料和磨粒润湿性,进而提高磨粒把持强度,为制备高性能钎焊砂轮提供支撑。
23.(3)本发明提供的超声振动辅助钎焊砂轮装置可以利用一套装置快速钎焊一个以上,最多12个小磨头或一个大砂轮,提高了钎焊效率,操作简单,同时节约了制造多套装置的成本,有良好的经济效益。
附图说明
24.图1是本发明一种超声振动辅助钎焊多种超硬磨料砂轮装置的整体结构示意图;图2是本发明一种超声振动辅助钎焊多种超硬磨料砂轮装置整体结构的俯视图;图3是图2中支撑架10的结构示意图;图4是图2中原边线圈11和副边线圈12的结构示意图;图5是图1中超声振动系统的壳体13、压电陶瓷换能器14和变幅杆15的结构示意图;图6是图1中保护罩4的内部结构示意图;图7是图1中保护罩4及其内部结构的剖面图;图8是图6中一对半冷却环18的结构示意图;图9是图1中导轨座5的结构示意图;图10是图6中圆盘17的结构示意图;图11是图10中圆盘17的振动波形图;图12是图10中圆盘17的波腹与螺纹孔对应示意图;图13是圆盘17与小磨头30的装配示意图;图14是圆盘17与大砂轮31的装配示意图;图15是图13中小磨头30的结构示意图;图16是图14中大砂轮31的结构示意图;图17是图14中连接芯轴32的结构示意图。
25.其中:动力传输系统
‑
1、无线传输系统
‑
2、超声振动系统
‑
3、保护罩
‑
4、导轨座
‑
5、隔振底座
‑
6、电机
‑
7、主动齿轮
‑
8、从动齿轮
‑
9、支撑架
‑
10、原边线圈
‑
11、副边线圈
‑
12、壳体
‑
13、换能器
‑
14、变幅杆
‑
15、高频感应加热头
‑
16、圆盘
‑
17、半冷却环
‑
18、螺纹孔
‑
19、进出水口
‑
20、进出水口
‑
21、进出气口22、圆盘实心轴
‑
23、加热头进出口
‑
24、隔板
‑
25、导轨
‑
26、螺纹孔
‑
27、燕尾槽
‑
28、平台
‑
29、小磨头
‑
30、大砂轮
‑
31、连接芯轴
‑
32。
具体实施方式
26.以下将结合实施例和附图具体说明本发明的技术方案。
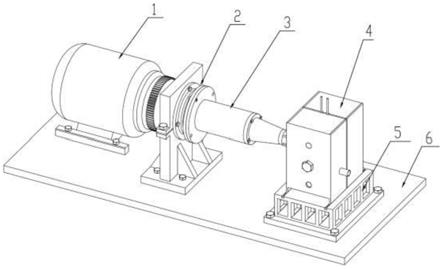
27.实施例1图1是本发明一种超声振动辅助钎焊多种超硬磨料砂轮装置的整体结构示意图,图2是本发明一种超声振动辅助钎焊多种超硬磨料砂轮装置整体结构的俯视图。参照图1、2所示,该装置主要包括从左至右依次连接的动力传输系统1、无线传输系统2、超声振动系统3、保护罩4,导轨座5固定的隔振底座6上,同时与保护罩4底部的轨道匹配连接。
28.具体来说,动力传输系统包括电机7和一对主从啮合齿轮,两齿轮啮合,主动齿轮与电机7的轴连接,从动齿轮与超声振动系统壳体一端的转动轴相连接。
29.无线传输系统包括原边线圈和副边线圈,原边线圈通过法兰盘固定在支撑架上,副边线圈通过法兰盘与超声振动系统壳体的端面连接。
30.图3是图2中支撑架10的结构示意图,支撑架10固定在隔振底座6上,分为上下两部分,中间开有圆孔,圆孔旁设有凸台并分别设有螺纹孔,可通过螺栓夹紧,用来支撑超声振动系统壳体13实心轴的轴承。支撑架10沿圆孔四周均布4个螺纹孔,原边线圈11通过法兰盘
与支撑架10连接。
31.图4是图2中原边线圈11和副边线圈12的结构示意图,凸台内部埋设线圈,法兰盘四周均布螺纹孔,用于与支撑架10以及超声振动系统壳体13的连接。
32.图5是图1中超声振动系统的壳体13、压电陶瓷换能器14和变幅杆15的结构示意图,超声振动系统的壳体13一端为实心轴且轴端部开有键槽,穿过支撑架10内的轴承,端部连接至从动齿轮9,中间设有法兰盘且沿圆周方向均布四个螺纹孔,用于连接副边线圈12,另一端中空呈套筒状,用于放置压电陶瓷换能器14与变幅杆15,且端面沿圆周方向均布四个螺纹孔,用于连接变幅杆15。压电陶瓷换能器14一端与变幅杆15连接,位于壳体13内。变幅杆15的大端与压电陶瓷换能器14连接,节点位置处设有法兰盘,法兰盘四周均布螺纹孔,用于连接超声振动系统壳体13的端面,小端开设圆锥孔,利用弹簧夹头与圆盘17的实心轴连接。
33.图6是图1中保护罩4的内部结构示意图,保护罩4由两部分组成,左右均分且结构对称,顶部开有高频感应加热头16的安装孔24,侧壁开有一个螺纹孔19(见图7)和一对进出水口20(见图7),前后壁开有一对进出气口22以及一个圆盘实心轴23进出口,砂轮17处于两个半冷却环18的包裹中,下部设置隔板25,底部设置导轨26。
34.图7是图1中保护罩4及其内部结构的剖面图,保护罩4侧壁开有螺纹孔19,半冷却环18侧面支撑端设有螺纹孔27(见图8),利用螺栓可将两个半冷却环18对称固定在保护罩4的内壁上,半冷却环18的进出水口21(见图8)与保护罩4侧壁上的进出水口20一一对应。
35.图8是图6中一对半冷却环18的结构示意图,半冷却环18呈半圆形,中空,端面封闭,上下端开有进出水口21,侧面支撑端设有一个螺纹孔27。
36.图9是图1中导轨座5的结构示意图,导轨座5上表面开有燕尾槽28,与保护罩4底部的导轨26配合,底部设有平台29,且平台29上开有螺纹孔,利用螺栓与隔振底座6固定,导轨座5采用镂空结构。
37.图10是图6中圆盘17的结构示意图,圆盘延伸出实心轴,可利用弹簧夹头与变幅杆15的小端相连,在圆盘每个波腹位置的一周设有6个螺纹孔,可直接连接小磨头30,也可通过连接芯轴32与大砂轮31连接。
38.图11是图10中圆盘17振动的波形图。
39.图12是图10中圆盘17的波腹与螺纹孔对应示意图,在波腹处开设一周螺纹孔。
40.图13是圆盘17与小磨头30的装配示意图,小磨头30的轴端设有螺纹可直接与圆盘17连接。
41.图14是圆盘17与大砂轮31的装配示意图,通过连接芯轴32可将圆盘17与大砂轮31连接起来,连接芯轴32的大端与圆盘17的螺纹连接,小端穿过砂轮基体利用螺母固定大砂轮31。
42.图15是图13中小磨头30的结构示意图,轴端设有螺纹,用于与圆盘17连接。
43.图16是图14中大砂轮31的结构示意图,中间开有圆孔,用于装配在机床主轴上,共设有十二个圆孔与圆盘17的螺纹孔对应,通过连接芯轴32与圆盘17连接。
44.图17是图14中连接芯轴32的结构示意图,连接芯轴32为一阶梯轴,大端布有螺纹,利用螺纹与圆盘17连接,小端同样布有螺纹,穿过砂轮基体后通过螺母对大砂轮31进行固定。
45.一种超声振动辅助钎焊多种超硬磨料砂轮装置的运行工艺,步骤如下:(1)启动电机,通过电机提供驱动力,带动主动齿轮转动,经过啮合的从动齿轮的减速,带动超声振动系统转动,在此过程中,无线传输系统的原边线圈和副边线圈可以实现高频振荡电信号的无线传输。
46.(2)、换能器将高频振荡电信号转化成机械振动后,带动变幅杆振动,变幅杆将振动放大传递到小端部的圆盘,从而使圆盘产生轴向振动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1