液压油箱外壳焊接工装的制作方法
1.本发明涉及工装夹具领域,特别是一种液压油箱外壳的焊接工装。
背景技术:
2.液压油箱是液压系统中储存油液的部分。目前,在焊接液压油箱外壳时往往采用人工焊接。焊接工件为长方体,顶部开口,底部两侧有向外延伸的折边,焊接时需要从顶部开口附近开始,完成四条侧边的焊接,再翻转工件焊接底部折边处。随着工业机器人技术的成熟与发展,越来越多厂家采用焊接机器人代替人工完成焊接工作,大大减少了成本。然而,由于油箱的焊接需要将工件完全翻转,且不同规格的油箱大小差距很大,市场上还没有设计出一种适合配合工业机器人焊接的液压油箱外壳焊接工装夹具。
技术实现要素:
3.本发明要解决的技术问题是克服现有的缺陷,提供一种适合配合焊接机器人、操作简便、自动化的液压油箱外壳焊接工装夹具。
4.为实现以上目的,本发明提供如下技术方案:
5.一种液压油箱外壳焊接工装,包括变位机,所述的变位机包括可翻转的焊具固定架和设置在焊具固定架两侧的两个立柱;所述的焊具固定架为框架式结构,包括前后两条横向设置的横梁,所述的每条横梁上各固定有一个第一滑轨;
6.所述的焊具固定架中间沿纵向固定有托板,所述的托板上安装有挡板;所述的托板沿纵向设有多组用于安装挡板的安装孔;所述焊具固定架在挡板的两侧分别设有第一安装板和第二安装板;所述的第一安装板和第二安装板均滑动连接在第一滑轨上;所述的横梁上沿横向设有多组用于固定第一安装板和第二安装板的安装孔;
7.所述的第一安装板上沿横向设有两条第二滑轨,所述的第二滑轨上滑动连接有滑板;所述的第一安装板上还设有推动滑板滑动的第二气缸;所述的滑板和第二安装板上各设有两个夹具;所述的夹具包括支撑座、定位板、压紧气缸;所述的定位板用于抵靠工件的侧壁,所述的定位板靠近托板的一端的底部固定有向下的压紧气缸,定位板的另一端底部与支撑座固定;所述的滑板和第二安装板上均沿纵向设有多组用于安装夹具的安装孔;
8.所述的焊具固定架上还设有用于推动工件抵靠在挡板上的第一气缸;所述的第一气缸的活塞杆末端设有尼龙顶头。
9.使用时,把工件的两处折边分别架在第一安装板和第二安装板上,工件的前侧壁抵靠在挡板上,左侧壁抵靠在第二安装板上夹具的定位板上,人工启动控制器,第一气缸、第二气缸推动,完成工件侧壁的定位,之后压紧气缸夹紧工件折边处;焊接时焊接机器人先焊接开口附近和侧边,完成后焊具固定架翻转,焊接工件底部折边处。需要更换不同规格的工件时,可以调节第一安装板、第二安装板、挡板、夹具的安装位置。
10.与现有技术相比,本发明提供了一种适合配合工业焊接机器人的液压油箱外壳焊接工装夹具,且具有以下有优点:一、采用了框架式焊具固定架,利用工件的折边处固定,避
免阻挡焊接机器人的焊枪焊接路径,焊接顺畅效率高;二、定位精准,装夹稳固,适用于所有型号的工件;三、一次装夹即可完成整体焊接,上下料方便,操作简便,最大程度减少人工成本。
附图说明
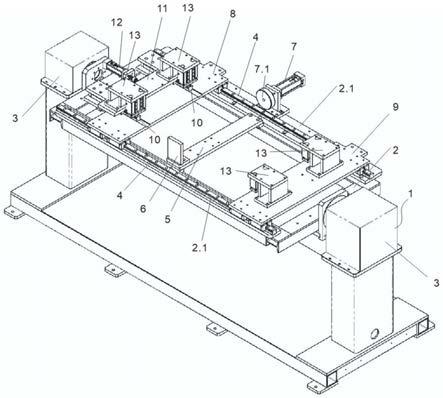
11.图1为本发明的结构示意图;
12.图2为本发明变位机的结构示意图;
13.图3为本发明夹具的机构示意图;
14.图4为本发明工件的结构示意图。
15.如图所示:变位机1,焊具固定架2,横梁2.1,立柱3,第一滑轨4,托板5,挡板6,第一气缸7,尼龙顶头7.1,第一安装板8,第二安装板9,第二滑轨10,滑板11,第二气缸12,夹具13,定位板13.1,压紧气缸13.2,支撑座13.3,工件14,折边14.1。
具体实施方式
16.如图所示,一种液压油箱外壳焊接工装,包括变位机1,变位机1包括可翻转的焊具固定架2和设置在焊具固定架2两侧的两个立柱3;焊具固定架2为框架式结构,包括前后两条横向设置的横梁2.1,每条横梁2.1上各固定有一个第一滑轨4。
17.焊具固定架2中间沿纵向固定有托板5,托板5上安装有挡板6;托板5沿纵向设有多组用于安装挡板6的安装孔;焊具固定架2上还设有用于推动工件抵靠在挡板6上的第一气缸7;第一气缸7的活塞杆末端设有尼龙顶头7.1。
18.焊具固定架2在挡板6的两侧分别设有第一安装板8和第二安装板9;第一安装板8和第二安装板9均滑动连接在第一滑轨4上;横梁2.1上沿横向设有多组用于固定第一安装板8和第二安装板9的安装孔,第一安装板8和第二安装板9均通过螺栓固定在横梁2.1上。这样,松开螺栓就可以调节第一安装板8和第二安装板9在第一滑轨4上的位置,适应不同大小工件。
19.第一安装板8上沿横向设有两条第二滑轨10,第二滑轨10上滑动连接有滑板11;第一安装板8上还设有推动滑板11滑动的第二气缸12;滑板11和第二安装板9上各设有两个夹具13;夹具13包括支撑座13.3、定位板13.1、压紧气缸13.2;定位板13.1用于抵靠工件的侧壁,定位板13.1靠近托板5的一端的底部固定有向下的压紧气缸13.2,定位板13.1的另一端底部与支撑座13.3固定;滑板11和第二安装板9上均沿纵向设有多组用于安装夹具13的安装孔。
20.使用时,把工件14的两处折边14.1分别架在第一安装板8和第二安装板9上,工件14的前侧壁抵靠在挡板6上,左侧壁抵靠在第二安装板9上夹具13的定位板13.1上,人工启动控制器,第一气缸11、第二气缸12推动,完成工件14侧壁的定位,之后压紧气缸13.2夹紧工件14折边14.1。焊接时焊接机器人先焊接开口附近和侧边,完成后焊具固定架2翻转,焊接工件14底部折边14.1。
21.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种液压油箱外壳焊接工装,其特征在于,包括变位机(1),所述的变位机(1)包括可翻转的焊具固定架(2)和设置在焊具固定架(2)两侧的两个立柱(3);所述的焊具固定架(2)为框架式结构,包括前后两条横向设置的横梁(2.1),所述的每条横梁(2.1)上各固定有一个第一滑轨(4);所述的焊具固定架(2)中间沿纵向固定有托板(5),所述的托板(5)上安装有挡板(6);所述的托板(5)沿纵向设有多组用于安装挡板(6)的安装孔;所述焊具固定架(2)在挡板(6)的两侧分别设有第一安装板(8)和第二安装板(9);所述的第一安装板(8)和第二安装板(9)均滑动连接在第一滑轨(4)上;所述的横梁(2.1)上沿横向设有多组用于固定第一安装板(8)和第二安装板(9)的安装孔;所述的第一安装板(8)上沿横向设有两条第二滑轨(10),所述的第二滑轨(10)上滑动连接有滑板(11);所述的第一安装板(8)上还设有推动滑板(11)滑动的第二气缸(12);所述的滑板(11)和第二安装板(9)上各设有两个夹具(13);所述的夹具(13)包括支撑座(13.3)、定位板(13.1)、压紧气缸(13.2);所述的定位板(13.1)用于抵靠工件的侧壁,所述的定位板(13.1)靠近托板(5)的一端的底部固定有向下的压紧气缸(13.2),定位板(13.1)的另一端底部与支撑座(13.3)固定;所述的滑板(11)和第二安装板(9)上均沿纵向设有多组用于安装夹具(13)的安装孔。2.根据权里要求1所述的所述的压油箱外壳焊接工装,其特征在于,所述的焊具固定架(2)上还设有用于推动工件抵靠在挡板(6)上的第一气缸(7);所述的第一气缸(7)的活塞杆末端设有尼龙顶头(7.1)。
技术总结
本发明公开了一种液压油箱外壳焊接工装,包括变位机1,变位机1包括立柱3和焊具固定架2;焊具固定架2中间固设有托板5,托板5上安装有挡板6;焊具固定架2上还设有用于推动工件抵靠在挡板6上的第一气缸7;焊具固定架2在挡板6的两侧分别设有第一安装板8和第一安装板9;第一安装板8和第一安装板9均滑动连接在第一滑轨4上;第一安装板8上滑动连接有滑板11;第二气缸12带动滑板11滑动;滑板11和第一安装板9上各设有两个夹具13。使用时,挡板6和夹具13抵靠住工件侧壁,夹具13向下压紧工件折边,完成工件固定。本发明的优点是,能配合焊接机器人,不阻挡焊接路径,适合不同大小工件,操作简便,效率高。效率高。效率高。
技术研发人员:王星晖 杨小光 张亮 黄华飞 池万兴
受保护的技术使用者:温州揽月机器人科技有限公司
技术研发日:2021.09.07
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1