一种铣切加工固定治具的制作方法
一种铣切加工固定治具
【技术领域】
1.本发明涉及治具及铣切领域,具体是铣切加工中的固定治具。
背景技术:
2.在现代工业讲求高度客制化、高生产力、高重复的环境下,各式治具不管是机械治具、埋钉治具、固定治具、焊接治具都扮演了不可或缺的重要角色,然而,在铣切领域方面,现有的铣切加工技术所使用的固定治具,因为固定处较少,导致加工工件两端较为松动,加工过程容易导致成品尺寸变动,成品稳定性差,长久下来,造成产品良率降低问题。
3.因此,有必要对现有的技术进行改进。
技术实现要素:
4.本发明要解决的技术问题是:加工工件两端较为松动,加工过程容易导致成品尺寸变动,成品稳定性差等问题。
5.本发明解决其技术问题的方案是:一种铣切加工固定治具,包含:
6.底座,所述底座承载着以下所有机构。
7.工件支撑结构,所述工件支撑结构包含:两个端支撑块、两个弹簧定位销块、一个中央支撑块及一个粗定位块;其中,中央支撑块设置在两个端支撑块中间,且中央支撑块与两个端支撑块之间的距离相等;所述弹簧定位销块设置在中央支撑块与端支撑块之间,采对称设置;所述端支撑块用以支撑工件两端;所述弹簧定位销块设有一弹簧定位销,用以定位加工工件;所述中央支撑块用以支撑加工工件的中心处;所述粗定位块用以定位加工工件,且设置在其中一侧的中央支撑块及弹簧定位销块之间。
8.基准块,所述基准块共有两个,用于每次加工时,对齐铣刀位置与对齐产品定位销位置;所述基准块为通过初次校验后所设置之基准点。
9.基准面固定结构,所述基准面固定结构设置在底座一侧,其中包含:两个侧压块及一个中央压块,其中,中央压块设置在两个侧压块中间,且中央压块与两个侧压块之间的距离相等;所述中央压块透过一连接杆与一旋转气缸连接,所述旋转气缸透过旋转连接杆,将中央压块旋转90
°
,并透过轴向运动带动连接杆使与之连接的中央压块向工件紧压;所述中央压块紧压处下方为中央支撑块;所述侧压块透过一杠杆气缸驱动,所述杠杆气缸透过轴向运动带动连接杆及与之连接的侧压块,并利用杠杆运动使侧压块向工件紧压;所述侧压块紧压处下方为弹簧定位销块。
10.两侧固定结构,所述两侧固定结构包含两个两侧固定压块,设置在加工工件两端处,采对称设置;所述两侧固定压块透过一杠杆气缸驱动,所述杠杆气缸透过轴向运动带动连接杆及与之连接的两侧固定压块,并利用杠杆运动使两侧固定压块向工件紧压;所述两侧固定压块紧压处下方为端支撑块。
11.斜面固定结构,所述斜面固定结构包含:固定块、导正杆、斜面支撑块、浮动支撑座、浮动气缸,且设置在加工工件两端处,采对称设置;所述斜面支撑块透过浮动气缸驱动、
连接,所述浮动气缸透过水平轴向运动使斜面支撑块向工件紧压;所述斜面支撑块为一设有缺口的圆柱体,所述缺口用以让导正杆伸设其中,使斜面支撑块水平作动时,不会产生转动,导致产品加工尺寸变异;所述浮动气缸透过水平轴向运动使斜面支撑块向工件紧压;所述导正杆一端与固定块连接,一端伸设于斜面支撑块的缺口,用以使斜面支撑块水平作动时,不会产生转动现象;所述固定块与导正杆连接,且固定于浮动支撑座上;所述浮动支撑座用以容纳浮动气缸。
【附图说明】
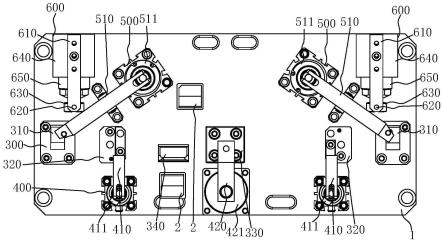
12.图1是本发明一种铣切加工固定治具的结构俯视图。
13.图2是本发明一种铣切加工固定治具加工时的结构俯视图。
14.图3是本发明一种铣切加工固定治具第一状态的侧视图。
15.图4是本发明一种铣切加工固定治具第二状态的侧视图。
16.图5是本发明一种铣切加工固定治具的结构示意图。
17.图6是图5中a处局部细节的放大图。
【具体实施方式】
18.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的实施例及其附图进行详细描述。
19.请参阅图1~图4,本发明提供了一种铣切加工固定治具,包括:底座1、基准块2、工件支撑结构300、基准面固定结构400、两侧固定结构500、斜面固定结构600。
20.请参阅图1,底座1上设有基准块2、工件支撑结构300、基准面固定结构400、两侧固定结构500、斜面固定结构600;其中基准块2用于加工时,对齐铣刀位置与对齐产品定位销位置;工件支撑结构300中包含:两个端支撑块310、两个弹簧定位销块320、一个中央支撑块330及一个粗定位块340;其中,中央支撑块330设置在两个端支撑块310中间,且中央支撑块330与两个端支撑块310之间的距离相等;弹簧定位销块320设置在中央支撑块330与端支撑块310之间,采对称设置;端支撑块310设置于底座1两端,用以支撑工件两端,采对称设置;弹簧定位销块320设有一弹簧定位销,用以定位加工工件;中央支撑块330用以支撑加工工件的中心处;粗定位块340设置在其中一侧的中央支撑块330及弹簧定位销块320之间,用以定位加工工件;基准面固定结构400设置在底座一侧,其中包含:两个侧压块410及一个中央压块420,其中,中央压块420设置在两个侧压块410中间,且中央压块420与两个侧压块410之间的距离相等;中央压块420透过一连接杆与一旋转气缸421连接,旋转气缸421透过旋转连接杆,将中央压块420旋转90
°
,并透过轴向运动带动连接杆使与之连接的中央压块420向工件紧压;中央压块420紧压处下方为中央支撑块330;侧压块410透过一杠杆气缸411驱动,所述杠杆气缸411透过轴向运动带动连接杆及与之连接的侧压块410,并利用杠杆运动使侧压块410向工件紧压;侧压块410紧压处下方为弹簧定位销块320;两侧固定结构500,包含两个两侧固定压块510,且设置在加工工件两端处,采对称设置;所述两侧固定压块510透过一杠杆气缸511驱动,杠杆气缸511透过轴向运动带动连接杆及与之连接的两侧固定压块510,并利用杠杆运动使两侧固定压块510向工件紧压;两侧固定压块510紧压处下方为端支撑块310;斜面固定结构600,其中包含:固定块610、导正杆620、斜面支撑块630、浮动支撑座640、
浮动气缸650,且设置在加工工件两端处,采对称设置;斜面支撑块630透过浮动气缸650驱动并透过连接杆连接,浮动气缸650透过水平轴向运动带动连接杆,使斜面支撑块630向工件紧压。
21.请参阅图6,斜面支撑块630为一设有缺口的圆柱体,缺口用以让导正杆620伸设其中,使斜面支撑块630水平作动时,不会产生转动,导致产品加工尺寸变异;浮动气缸650透过水平轴向运动使斜面支撑块630向工件紧压;导正杆620一端与固定块610连接,一端伸设于斜面支撑块630的缺口中,用以使斜面支撑块630水平作动时,不会产生转动现象;固定块610与导正杆620连接,且固定于浮动支撑座640上;所述浮动支撑座640用以容纳浮动气缸650。
22.请参阅图3,图3为本发明一种铣切加工固定治具的第一状态示意图,此时基准面固定结构400、两侧固定结构500及斜面固定结构600为开启状态,未将加工工件压紧。
23.请参阅图4,图4为本发明一种铣切加工固定治具的第二状态示意图,此时本发明依照基准面固定结构400、两侧固定结构500及斜面固定结构600的顺序依序变为压紧状态,将加工工件压紧。
24.加工时,本发明由第一状态转变成第二状态,进而把加工工件紧压、固定。
25.本发明有益的效果是,透过两侧固定结构500与斜面固定结构600相互配合,加强固定了加工工件的两端及斜面,提升了加工时的稳定性,使产品良率大幅提高;且斜面固定结构600中导正杆620及斜面支撑块630的缺口设计能克服浮动支撑块容易转动导致接触面不稳定的情形。
26.需指出的是,以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。
27.基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1