一种优良低温冲击韧性的稀土实心焊丝的制作方法
1.本发明涉及冶金技术领域,尤其涉及一种优良低温冲击韧性的稀土实心焊丝。
背景技术:
2.600mpa焊丝是一种常用的高强焊丝,但是在进行焊接时,焊缝的低温冲击韧性偏低,一直是制约其广泛使用的瓶颈。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种优良低温冲击韧性的稀土实心焊丝。
4.为解决上述技术问题,本发明采用如下技术方案:
5.一种优良低温冲击韧性的稀土实心焊丝,其质量百分比的化学成分为:c0.06
‑
0.10%,mn1.40
‑
1.55%,si0.80
‑
0.95%,cr0.10
‑
0.20%,ti0.05
‑
0.12%,稀土元素ce5
‑
30ppm,余量为fe和不可避免的杂质,杂质中的p≤0.025%,杂质中的s≤0.025%。
6.进一步的,其质量百分比的化学成分为:c0.074%,mn1.52%,si0.88%,cr0.14%,ti0.069%,稀土元素ce9ppm,余量为fe和不可避免的杂质,杂质中的p0.015%,杂质中的s0.0022%。
7.进一步的,采用转炉冶炼
‑
lf精炼
‑
小方坯连铸
‑
线材轧制成φ5.5mm盘条,盘条经过拉丝
‑
镀铜
‑
制成φ1.2mm成品焊丝。
8.本发明化学成分从c
‑
si
‑
mn
‑
cr
‑
ti合金系,主要采用稀土微合金化进行设计。
9.焊丝钢中各元素作用:
10.碳:c是焊缝中的主要强化元素,焊缝金属的硬度、屈服强度、抗拉强度均随c含量的增加而提高,但焊缝的冲击韧性均随c含量的增加而减小,这是因为c为间隙固溶强化元素,引起基体点阵强烈、显著的畸变,致使基体微裂纹易于产生和扩展,因而将使焊缝金属的冲击功大大下降。evans认为c实质上是影响焊缝凝固时的一次结晶组织,随着c含量的增加,原奥氏体晶粒尺寸增大,柱状晶的宽度增加,针状铁素体的比例增加,先共析铁素体的数量减少。为了保证焊缝金属具有良好的低温韧性,必须严格控制焊缝金属中的碳含量。
11.硅:si是缩小γ相区的元素,作为合金元素可以起到固溶强化的作用。焊丝中的si通过与o反应形成sio2,起到脱氧的作用。si能增加焊缝金属的强度,但使焊缝金属的韧性下降,一般认为si含量大于0.40%时,对韧性有害;焊缝中硅含量在0.25%~0.35%时,对焊缝的韧性有利。由于焊剂中含有一定量的si,因此焊丝中的si含量应相应降低。
12.锰:mn是奥氏体化的稳定元素,能够降低奥氏体向铁素体转变的温度。焊缝金属中的mn充当固溶强化组元,在mn≤2.0%的范围内,随着mn含量的增加,针状铁素体的数量增加,先共析铁素体和侧板条铁素体的数量减少。并且使针状铁素体的晶粒度变得更加细小,mn提高焊缝金属韧性的同时,还可提高焊缝金属的强度。焊丝中的mn还可以起到脱氧的作用,而且能够与硫反应生成稳定的mns,从而降低低熔点相fes的生成,有利于提高焊缝金属
的抗热裂纹及层状撕裂的能力。焊缝中mn的含量对焊缝金属的力学性能有很大的影响,随mn含量的增加,焊缝金属的屈服强度和抗拉强度呈线性增加,每增加0.01%mn可使焊缝的屈服强度及抗拉强度增加10mpa,虽然mn并不增加焊缝金属的室温冲击韧性,但却显著降低无延性转变温度(脆性转变温度)。
13.铬:cr能提高钢的强度和硬度而塑形和韧性降低不大,具有很强的耐腐蚀、耐酸的能力,还具有很强的抗氧化能力和耐热性。
14.钛:ti是缩小γ相区的元素,为强脱氧剂及ti(c、n)形成元素,在焊缝金属中加入与n亲和力极高的ti,一方面可降低焊缝金属中自由n的含量,另一方面生成的ti(c、n)、tio2夹杂物颗粒,这些高熔点化合物质点可以作为结晶核心,促使奥氏体晶内针状铁素体的形核,细化焊缝晶粒。焊缝中加入微量的ti就会对焊缝的显微组织和力学性能产生惊人的变化,焊缝金属中ti含量达0.01%时,显微组织将从80%的侧板条铁素体变为60%的针状铁素体。ti含量小于0.03%时,随着ti含量增加,针状铁素体数量增加,但当ti含量大于0.03%时,针状铁素体数量随着ti含量增加而减少。
15.稀土元素铈:稀土ce与钢中的氧和硫有较强的亲和力作用,可脱氧、脱硫,降低钢中的氧含量和硫含量,并且可降低磷、氢、砷、锑、铅、锡等低熔点元素在晶界上的危害。稀土可控制硫化物夹杂物的形态,钢中硫化物是沿着钢材轧制方向呈长条状分布,加入稀土可使长条状硫化物变成球性或仿锤形,并可改变夹杂物的大小,可明显改善冲击韧性和疲劳性能。
16.与现有技术相比,本发明的有益技术效果:
17.本发明适用于600mpa级实心焊丝,向焊缝中过度稀土ce元素,通过细化焊缝晶粒,改良焊缝组织,净化焊缝金属微合金化处理作用,确保焊缝在具备高强度的基础上,具有更加优良的耐低温冲击韧性。
具体实施方式
18.采用转炉冶炼
‑
lf精炼
‑
小方坯连铸
‑
线材轧制成φ5.5mm盘条,盘条经过拉丝
‑
镀铜
‑
制成φ1.2mm成品焊丝。
19.该焊丝化学成分分别为:
20.表1成品成分(wt%,余量为铁)
21.内容csimnpscrtice实例10.0660.891.500.0170.00240.140.067/实例20.0740.881.520.0150.00220.140.0699ppm
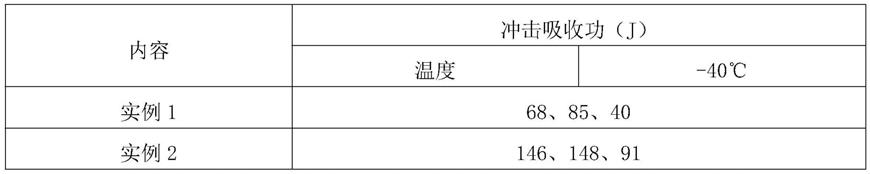
22.实例1未添加稀土,实例2添加稀土,对成品焊丝进行焊接试验,其低温冲击韧性如下:
23.表2焊缝冲击检测结果
24.25.本发明稀土实心焊丝焊接焊缝低温冲击性能明显高于不添加稀土的实心焊丝。
26.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种优良低温冲击韧性的稀土实心焊丝,其特征在于,其质量百分比的化学成分为:c 0.06
‑
0.10%,mn 1.40
‑
1.55%,si 0.80
‑
0.95%,cr 0.10
‑
0.20%,ti0.05
‑
0.12%,稀土元素ce 5
‑
30ppm,余量为fe和不可避免的杂质,杂质中的p≤0.025%,杂质中的s≤0.025%。2.根据权利要求1所述的优良低温冲击韧性的稀土实心焊丝,其特征在于,其质量百分比的化学成分为:c 0.074%,mn 1.52%,si 0.88%,cr 0.14%,ti 0.069%,稀土元素ce 9ppm,余量为fe和不可避免的杂质,杂质中的p 0.015%,杂质中的s 0.0022%。3.根据权利要求1或2所述的优良低温冲击韧性的稀土实心焊丝,其特征在于,采用转炉冶炼
‑
lf精炼
‑
小方坯连铸
‑
线材轧制成φ5.5mm盘条,盘条经过拉丝
‑
镀铜
‑
制成φ1.2mm成品焊丝。
技术总结
本发明公开了一种优良低温冲击韧性的稀土实心焊丝,其质量百分比的化学成分为:C0.06
技术研发人员:吕刚 赵晓敏 杨鲁明 白月琴
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2021.09.23
技术公布日:2021/12/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1