提高热轧运输线步进梁运行平稳性的方法与流程
1.本发明涉及热轧工艺,具体涉及一种提高热轧运输线步进梁运行平稳性的方法。
背景技术:
2.步进梁是热轧厂最常用的钢卷运输设备之一,从热轧卷取机出来的钢卷一般是通过步进梁一步步运输到后面精整或冷轧区域的。步进梁由活动梁和固定梁两部分组成,由液压系统驱动,固定梁上部都安装有一定数量的衬板,每块衬板之间相距一定距离进行布置,活动梁每运行一个周期就会通过鞍座托举钢卷从一个固定梁衬板上移动到下一个固定梁衬板上。
3.现热轧厂为了提升产品结构,提高产线竞争力,大量安排生产如x80、x90等高规格高强度管线钢。运输线步进梁在实际运输这些钢卷的过程中,经常出现钢卷晃动过大发生侧翻的故障,也时常发生钢卷前进时尾部与固定梁衬板发生干涉造成行走受阻的问题。
技术实现要素:
4.本发明针对现有技术存在的缺陷,提供了一种提高热轧运输线步进梁运行平稳性的方法,本发明通过提高步进梁行走时本身的稳定性和上部运输钢卷放置的稳定性两个方面出发,采用改变原液压系统的控制策略和优化活动梁上部机械结构的方式,达到提高步进梁运行平稳性的目的。该方法应用于冶金行业热轧厂运输线步进梁设备上,可以降低钢卷运输故障。
5.为实现上述目的,本发明所涉及一种提高热轧运输线步进梁运行平稳性的方法,该方法通过改变液压系统的控制方式,以及优化活动梁上部结构,从步进梁本身和钢卷放置两个方面来提高步进梁运输钢卷平稳性,所述方法的两个方面:
6.1)将步进梁运输钢卷从运动状态切换到停止状态的液压系统控制方法:
7.a.在步进梁运输钢卷的过程中,停止极限信号触发之前的控制流程保持不变,当停止极限信号触发后,plc接收该信号并控制计时器开始工作,当plc的计时器计时至第一预定时刻时,plc发出指令给液压锁控制阀,使其回中位;
8.b.然后plc计时器重新开始计时,当plc的计时器计时至第二预定时刻时,plc发出指令给比例阀,使其回中位;
9.2)优化活动梁上部结构的方法:
10.在鞍座v形上表面增加对称分布的衬板,钢卷放在两个衬板之间。
11.进一步地,所述第一预定时刻为200s,所述第二预定时刻为 100s。
12.再进一步地,所述衬板与钢卷的接触面向下倾斜,所述衬板的向下倾斜面与水平面形成的夹角α大于等于为16.58
°
,衬板外侧的高度h小于等于70mm。
13.再进一步地,所述衬板的向下倾斜面与水平面形成的夹角α为 16.58
°
。
14.本发明的原理:
15.1)当步进梁运行到停止极限信号接通后,设置plc计时器,将比例阀回中位和液压
锁控制阀回中位的指令间隔一定时间分开发送,液压锁控制阀信号在先,比例阀控制信号在后,这样可以完全控制比例阀和液压锁控制阀动作的先后顺序,避开比例阀和液压锁控制阀自身响应特性的差异所造成的无法抑制步进梁惯性带来的瞬间冲击的问题。同时,通过间隔时间的设置可以让极限感应块与极限传感器接触区域更大,避免由于偶尔的振动造成的极限信号丢失故障,解决步进梁行走时本身稳定性问题。
16.2)将钢卷中心线与两接触线与之间的夹角增加到最大,最大限度提高钢卷运输的稳定性。衬板同时也可以抬高钢卷的整体高度,增加步进梁前进时钢卷于固定梁的垂直间隔距离,从而降低钢卷在前进时卷尾与固定梁衬板干涉的问题,解决钢卷在步进梁上部放置稳定性问题。
17.本发明的优点:
18.在原有液压控制系统和机械结构上进行的优化,投资小。通过改变步进梁液压系统的控制方式,避免了步进梁从运动状态切换到停止状态时出现的抖动现象,也避免了停止极限信号丢失的问题,提高了步进梁本身运行的平稳性。另外,在活动梁鞍座上新增特殊结构的衬板,提高了钢卷在活动梁上放置的稳定性,减少了倒卷故障的发生;同时衬板的设置也抬高了钢卷前进时与固定梁的高度差,最大限度抑制钢卷尾部的下翘,避免了活动梁托举钢卷前进时,钢卷尾部与固定梁衬板干涉造成运动受阻的现象,改善了钢卷在运行过程中的稳定性。
附图说明
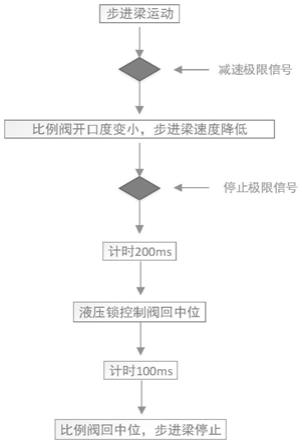
19.图1为液压系统控制方法的示意图;
20.图2为活动梁上部结构图
21.图中,钢卷1、衬板2、鞍座3、活动梁4;
22.图3为衬板的细节图。
具体实施方式
23.下面结合附图和具体实施例对本发明作进一步的详细描述,以便本领域技术人员理解。
24.提高热轧运输线步进梁运行平稳性的方法,该方法通过改变液压系统的控制方式,以及优化活动梁上部结构,从步进梁本身和钢卷放置两个方面来提高步进梁运输钢卷平稳性,具体实施方式如下:
25.1)将步进梁运输钢卷从运动状态切换到停止状态的液压系统控制方法:
26.a.在步进梁运输钢卷的过程中,停止极限信号触发之前的控制流程保持不变,当停止极限信号触发后,plc接收该信号并控制计时器开始工作,当plc的计时器计时至200s时,plc发出指令给液压锁控制阀,使其回中位;
27.b.然后plc计时器重新开始计时,当plc的计时器计时至100s 时,plc发出指令给比例阀,使其回中位(图1);
28.2)优化活动梁上部结构的方法:
29.在鞍座3的v形上表面增加对称分布的衬板2,钢卷1放在两个衬板2之间,其中,钢卷1直径为1000mm时,衬板2与钢卷1 的接触面向下倾斜,衬板2的向下倾斜面与水平面形成
的夹角为 16.58
°
,衬板2外侧的高度小于等于70mm(图2~3)。
30.其它未详细说明的部分均为现有技术。尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
技术特征:
1.一种提高热轧运输线步进梁运行平稳性的方法,其特征在于:所述方法包括两个方面:1)将步进梁运输钢卷从运动状态切换到停止状态的液压系统控制方法:a.在步进梁运输钢卷的过程中,停止极限信号触发之前的控制流程保持不变,当停止极限信号触发后,plc接收该信号并控制计时器开始工作,当plc的计时器计时至第一预定时刻时,plc发出指令给液压锁控制阀,使其回中位;b.然后plc计时器重新开始计时,当plc的计时器计时至第二预定时刻时,plc发出指令给比例阀,使其回中位;2)优化活动梁上部结构的方法:在鞍座v形上表面增加对称分布的衬板,钢卷放在两个衬板之间。2.根据权利要求1所述提高热轧运输线步进梁运行平稳性的方法,其特征在于:所述第一预定时刻为200s,所述第二预定时刻为100s。3.根据权利要求1所述提高热轧运输线步进梁运行平稳性的方法,其特征在于:所述衬板与钢卷的接触面向下倾斜,所述衬板的向下倾斜面与水平面形成的夹角α大于等于为16.58
°
,衬板外侧的高度h小于等于70mm。4.根据权利要求3所述提高热轧运输线步进梁运行平稳性的方法,其特征在于:所述衬板的向下倾斜面与水平面形成的夹角α为16.58
°
。
技术总结
本发明公开了一种提高热轧运输线步进梁运行平稳性的方法,本发明通过提高步进梁行走时本身的稳定性和上部运输钢卷放置的稳定性两个方面出发,采用改变原液压系统的控制策略和优化活动梁上部机械结构的方式,达到提高步进梁运行平稳性的目的。该方法应用于冶金行业热轧厂运输线步进梁设备上,可以降低钢卷运输故障。故障。故障。
技术研发人员:涂威 梁婷 朱凯 周子珍 康新成
受保护的技术使用者:武汉钢铁有限公司
技术研发日:2021.09.29
技术公布日:2021/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1